離子束拋光工藝中駐留時間的分步消去算法*
2011-01-25 07:53:36郭偉遠成賢鍇
天文研究與技術(shù) 2011年4期
郭偉遠,成賢鍇,白 華
(1.中國科學(xué)院國家天文臺南京天文光學(xué)技術(shù)研究所,江蘇 南京 210042;2.中國科學(xué)院天文光學(xué)技術(shù)重點實驗室,江蘇 南京 210042;3.中國科學(xué)院研究生院,北京 100049)
離子束拋光是近20年來用在光學(xué)鏡面加工中的一種計算機控制光學(xué)表面成形方法[1-2]。光學(xué)鏡面離子束拋光是在真空室中將離子(一般為氬離子)束轟擊到光學(xué)鏡面上,通過物理濺射去除材料以實現(xiàn)光學(xué)鏡面加工的方法。
離子束拋光技術(shù)是一種先進的加工技術(shù),是原子量級上的無應(yīng)力、非接觸式拋光工藝。拋光過程由計算機控制,具有加工精度高、無應(yīng)力、加工面非常潔凈無污染的特點,特別適合加工非球面鏡面、正六邊形鏡面等。在真空室內(nèi)建立二維機械掃描平臺,平臺上安裝長壽命離子源,離子源產(chǎn)生的離子束流可以通過能量交換去除部分鏡面材料。通過計算機軟件控制離子束在鏡面上各點的駐留時間實現(xiàn)對大口徑鏡面的精確修正,可以達到很高的加工精度。
對離子束拋光工藝進行數(shù)學(xué)建模,計算出加工過程需要的駐留時間函數(shù),是此項技術(shù)中一個重要的環(huán)節(jié)。對于駐留時間的求解方法大致分為兩種,一是把卷積運算變換成矩陣的乘法運算,但變換后的矩陣非常大,影響運算速度;二是引入傅里葉變換的方法,但也存在一些問題,如容易出現(xiàn)奇異值[3-4]。近年來,國內(nèi)基于上述兩種方法提出了一些優(yōu)化算法[5-8],取得了一定的效果。本文提出的算法是一種基于實踐工作中離子束拋光的過程求解駐留時間的方法,避免了方法一中變換后矩陣非常大而影響運算速度的問題,也不會產(chǎn)生方法二中容易出現(xiàn)奇異值的問題。通過該算法仿真得到的鏡面精度比拋光前提高了很多。
1 數(shù)學(xué)建模
1.1 離子源的運動模型
離子束拋光示意圖如圖1[9],離子源的運動有5個自由度,分別為沿X、Y、Z軸的平移和繞X、Y軸的轉(zhuǎn)動。拋光時,離子源打出離子束,電機帶動離子源移到對應(yīng)于鏡面需要拋光部分的加工位置,然后讓離子源停留一段時間 (根據(jù)駐留時間表),從而實現(xiàn)鏡面該局部區(qū)域的拋光。
1.2 離子源的掃描方式
如圖2[10],離子源的掃描方式一般分為兩種,直角坐標方式和極軸方式。極軸方式又分為螺旋線掃描和同心圓掃描兩種。一般采用直角坐標方式比較合適,因為這種方式的數(shù)學(xué)模型簡單,分析和實際運用都很方便;而且駐留時間采用的是矩陣運算,這和直角坐標方式是對應(yīng)的。如果用極軸方式掃描,為了和矩陣運算相對應(yīng),還需要進行坐標轉(zhuǎn)換,比較麻煩。
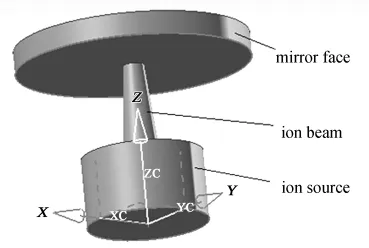
圖1 離子束拋光示意圖Fig.1 Illustration of ion-beam polishing
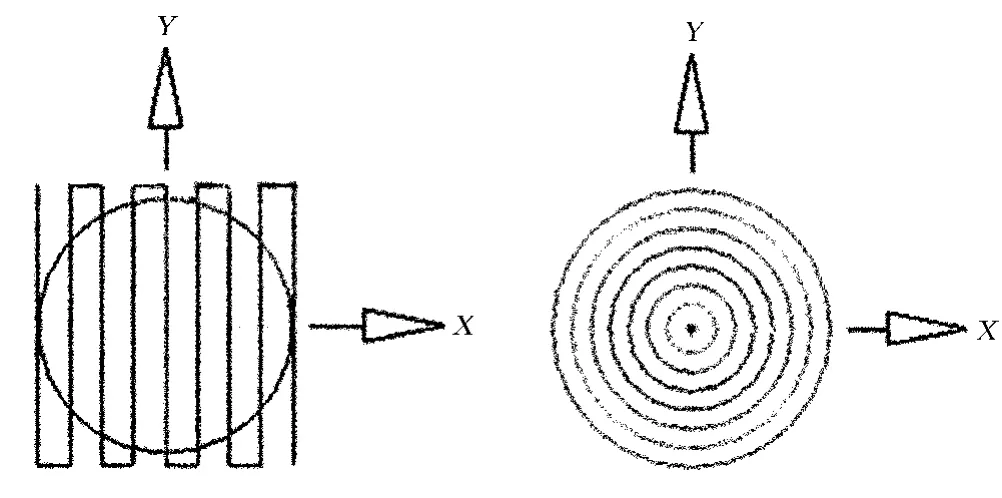
圖2 直角坐標方式與極軸方式Fig.2 The modes of cartesian coordinates and polar axis
1.3 駐留時間的求解方法
離子束拋光工藝的控制是依據(jù)公式

式(1)中,*為卷積;F(x,y)為離子束的加工函數(shù);t(x,y)為駐留時間;G(x,y)為去除量函數(shù)。式(2)中Gd(x,y)為待加工鏡面分布數(shù)據(jù);Gl(x,y)為加工完后的鏡面誤差分布數(shù)據(jù)。為了求解駐留時間,實際工作中可以根據(jù)測得的待加工鏡面分布數(shù)據(jù)Gd(x,y)和加工完后的鏡面理想誤差分布數(shù)據(jù)Gl(x,y),兩者相減得到去除量函數(shù)G(x,y)。再結(jié)合離子束的工作函數(shù)F(x,y),通過編程計算得到駐留時間t(x,y)。
駐留時間的常規(guī)求法是通過傅里葉變換把卷積運算轉(zhuǎn)換成矩陣點乘,先把F(x,y)和G(x,y)分別傅里葉變換成Ff(x,y)和Gf(x,y),用傅里葉變換后的Gf(x,y)點除Ff(x,y)得到tf(x,y),再把tf(x,y)傅里葉逆變換,解得駐留時間t(x,y)。這種解法因為MATLAB軟件中有優(yōu)化的算法,所以很便捷,運算速度快,缺點是得到的結(jié)果容易出現(xiàn)奇異值,實際運用中要在此基礎(chǔ)上進行優(yōu)化[4]。
另一種方法是利用傳統(tǒng)的矩陣運算解卷積。其過程是把卷積運算直接按照其計算法則轉(zhuǎn)換成矩陣的點乘運算,然后通過逆矩陣計算駐留時間。缺點是轉(zhuǎn)換后的矩陣非常大,占據(jù)計算機很多資源,運算時間很長。
本文提出的算法是通過工作實踐的。實踐中發(fā)現(xiàn)離子束修正鏡面的過程就是執(zhí)行公式(1)的卷積運算。參照加工過程,提出一種求解駐留時間的新的矩陣算法——分步消去法。通過計算機程序,先把待加工鏡面的誤差分布函數(shù)矩陣、離子束工作函數(shù)矩陣和一個與鏡面誤差函數(shù)矩陣一樣大小的空的駐留時間函數(shù)矩陣存起來,然后仿照離子束拋光的工作方式,用離子束的工作函數(shù)(一般情況下,這個函數(shù)矩陣比鏡面的誤差函數(shù)矩陣小得多)在鏡面誤差函數(shù)上試“加工”,根據(jù)誤差的大小在每個數(shù)據(jù)點“停留”一段時間,把這個停留時間值記到駐留時間函數(shù)矩陣中對應(yīng)的點上,同時把該時間段的去除量從鏡面誤差函數(shù)中減去。這樣周而復(fù)始,把計算得到的駐留時間累加到對應(yīng)點上,直到鏡面函數(shù)的誤差小于預(yù)定值,就得到了完整的駐留時間函數(shù)。
這個過程只用到矩陣運算中的加法和減法,所以運算過程非常簡單,對計算機資源的要求也很低。這種算法具體又可以分為順序分步消去、最高點分步消去和分層順序分步消去3種。
最高點分步消去法是每次找鏡面誤差分布函數(shù)矩陣的最大值點,用離子束的加工函數(shù)矩陣對以鏡面最大值點為中心的相同大小的鏡面分布數(shù)據(jù)矩陣進行減法運算,在鏡面誤差分布數(shù)據(jù)矩陣對應(yīng)各點位置上減去相應(yīng)的去除量,得到新的鏡面分布數(shù)據(jù)矩陣;相應(yīng)地在駐留時間矩陣上對應(yīng)于鏡面最大值點處加上加工時間,得到新的駐留時間矩陣;直到鏡面的最大值點低于規(guī)定值則停止加工,得到完整的駐留時間矩陣和拋光后的面型。
順序分步消去法是用離子束的加工函數(shù)矩陣從鏡面分布數(shù)據(jù)矩陣的左上角開始加工,每次加工完后向右移一小格繼續(xù)加工,如果到了右邊界,則向下移一小格再從左到右依次加工,加工過程同最高點分步消去法。
這兩種分步消去法的結(jié)合就是分層順序分步消去法,先根據(jù)鏡面需要去除的量適當?shù)胤謱樱缓笤诿恳粚由嫌庙樞蚍植较シā?/p>
分步消去法具有一定的創(chuàng)新性,避免了常規(guī)求法中奇異值的出現(xiàn),可按照設(shè)定的鏡面精度要求得到相應(yīng)的駐留時間矩陣,具有較好的可控性。理論上可以證明,這種算法與標準的矩陣算法是完全一致的。
2 實驗仿真
分步消去法中有兩個參數(shù)是要預(yù)先設(shè)定的。一個參數(shù)是每次離子束拋光的去除量,這個值設(shè)定得越小,加工后的精度越高,不過卻需要更長的時間來運算仿真。另一個參數(shù)是判斷加工結(jié)束的鏡面臨界高度。圖3為一塊鏡面加工前的面型。

圖3 加工前的鏡面面型Fig.3 Mirror surface before polishing
圖4為最高點分步消去法加工后的鏡面面型與駐留時間,鏡面面型的Ra值大約是原來的1/94,Rms值大約是原來的1/97,PV值大約是原來的1/59。

圖4 最高點分步消去法加工后的鏡面面型與駐留時間Fig.4 Mirror surface(left)after polishing with the method of stepwise elimination of error-matrix peaks and corresponding dwell time(right)
圖5為順序分步消去法加工后的鏡面面型與駐留時間,鏡面面型的Ra值大約是原來的1/38,Rms值大約是原來的1/23,PV值大約是原來的1/11。

圖5 順序分步消去法加工后的鏡面面型與駐留時間Fig.5 Mirror surface(left)after polishing with the method of sequential stepwise elimination and corresponding dwell time(right)
圖6為分層順序分步消去法加工后的鏡面面型與駐留時間,鏡面面型的Ra值大約是原來的1/384,Rms值大約是原來的1/339,PV值大約是原來的1/94。
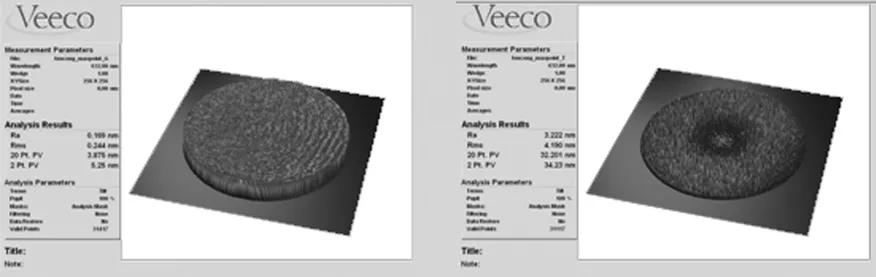
圖6 分層順序分步消去法加工后的鏡面面型與駐留時間Fig.6 Mirror surface(left)after polishing with the method of hierarchical stepwise elimination and corresponding dwell time(right)
3 結(jié)論
3種方法加工后的鏡面面型相關(guān)參數(shù)見表1。

表1 3種方法加工后的鏡面面型相關(guān)參數(shù)Table 1 Parameters of the mirror surfaces after polishing with the three methods
用最高點分步消去法算得的駐留時間矩陣中時間是離散的點,即不是矩陣上每一個點都要加工,這和該方法是一致的,因為最高點分步消去法是每次找鏡面的最高點加工,是離散的加工而不是連續(xù)的加工。在最高點加工的過程中,把最高點周圍的次高點也加工了,所以導(dǎo)致有些點沒有駐留時間。而實際加工過程必須是連續(xù)的,這些零值點也或多或少會被加工,解決的辦法是把駐留時間矩陣上各點都加上一個值,這樣就避免了離子束跳躍性的加工了,加工時離子束可以平滑地移到需要加工的點停留一段時間進行加工,然后再移至下一需要加工的點。
用順序分步消去法算得的駐留時間矩陣中的時間是連續(xù)的點,即相鄰點之間很平滑,差值不大,整個加工過程中離子束可以平滑地移動加工。駐留時間的三維圖和待加工鏡面的三維圖很相似,這和實際加工過程是吻合的。
比較上述4種方法可以看出,最高點分步消去法的算法效率比較高,加工后的面型精度高,缺點是駐留時間不夠平滑,實際加工得作相應(yīng)處理。順序分步消去法的駐留時間很平滑,便于實際加工,但算法效率比較低。分層順序分步消去法加工后的面型精度很高,駐留時間的平滑度介于前兩者之間。由上可以看出矩陣分步消去法是一種行之有效的算法。
在實際的鏡面加工過程中,如果鏡面在上一個加工環(huán)節(jié)后面型不好,導(dǎo)致面型出現(xiàn)鄰近點高度值差很大的情況,離子束拋光的效果會很不理想。在這種情況下,可以重復(fù)上一個加工環(huán)節(jié),使鏡面達到較好的面型再進行離子束拋光;或者通過減小離子束束斑來縮小局部加工范圍,降低面型不好造成的影響。但后者無法在本質(zhì)上解決影響,除非離子束束斑趨于無限小。該算法已經(jīng)在五軸控制系統(tǒng)中模擬運行了,效果良好,待整機裝配好后將做進一步實驗。
[1]Wilson S R,Mcneil J R.Neutral Ion Beam Figuring of Large Optical Surfaces[C]//Robert E Fischer,Warren J Smith.Current Developments in Optical Engineering II.SPIE Proceedings,1987,818:320-324.
[2]侯溪,伍凡,楊力,等.環(huán)形子孔徑拼接檢測大口徑非球面鏡的規(guī)劃模型及分析 [J].光學(xué)精密工程,2006,14(2):207-212.Wu Xi,Wu Fan,Yang Li,et al.Layout Model and Analysis of Subaperture Stitching Technique for Testing Large Aspheric Mirror[J].Optics and Precision Engineering,2006,14(2):207-212.
[3]康桂文.磁流變拋光硬脆材料去除特性及面形控制技術(shù)研究 [D].哈爾濱:哈爾濱工業(yè)大學(xué),2005:41-43,61-63.Kang Guiwen.Research on Material Removal Property and Surface Shape Control in Magnetorheological Finishing Hard-brittle Materials[D].Harbin:Graduate University of the Harbin Engineering University,2005:41-43,61-63.
[4]李梅.無譜逆反卷積算法的研究 [D].北京:北京工業(yè)大學(xué),2002:5-9.Li Mei.Research on Deconvolution Algorithm [D].Beijing:Beijing University of Technology,2002:5-9.
[5]彭小強,戴一帆,李圣怡,等.回轉(zhuǎn)對稱非球面光學(xué)零件磁流變成形拋光的駐留時間算法[J].國防科技大學(xué)學(xué)報,2004,26(3):89-92.Peng Xiaoqiang,Dai Yifan,Li Shengyi,et al.Dwell Time Algorithm for MRF of Axis-symmetrical Aspherical Parts [J].Journal of National University Defense Technology,2004,26(3):89-92.
[6]俞敏,楊力,萬勇建.駐留時間參數(shù)優(yōu)化分析 [J].光學(xué)與光電技術(shù),2006,4(1):5-7.Yu Min,Yang Li,Wan Yongjan.Optimizing Analyse on Dwell-Time Parameters [J].Optics &Optoelectronic Technology,2006,4(1):5-7.
[7]鄧偉杰,鄭立功,史亞莉,等.基于線性代數(shù)和正則化方法的駐留時間算法 [J].光學(xué)精密工程,2007,15(7):1009-1015.Deng Weijie,Zheng Ligong,Shi Yali,et al.Dwell Time Algorithm Based on Matrix Algebra and Regularization Method [J].Optics and Precision Engineering,2007,15(7):1009-1015.
[8]石峰,戴一帆,彭小強,等.基于矩陣運算的光學(xué)零件磁流變加工的駐留時間算法 [J].國防科技大學(xué)學(xué)報,2009,31(2):103-106.Shi Feng,Dai Yifan,Peng Xiaoqiang,et al.Dwell Time Algorithm Based on Vector for MRF Process of Optics[J].Journal National University Defense Technology,2009,31(2):103-106.
[9]周林,戴一帆,解旭輝,等.光學(xué)鏡面離子束加工的可達性 [J].光學(xué)精密工程,2007,15(2):160-166.Zhou Lin,Dai Yifan,Xie Xuhui,et al.Machining Reachability in Ion Beam Figuring [J].Optics and Precision Engineering,2007,15(2):160-166.
[10]焦長君,李圣怡,解旭輝,等.光學(xué)鏡面離子束加工系統(tǒng)設(shè)計和分析 [J].中國機械工程,2008,19(10):1213-1218.Jiao Changjun,Li Shengyi,Xie Xuhui,et al.Design and Analysis of Ion Beam Figuring Machine for Optics Components [J].China Mechanical Engineering,2008,19(10):1213-1218.