真空感應爐冶煉鋼錠常見缺陷成因分析
2011-01-23 06:08:54馮兆龍薛旭斌中國船舶重工集團公司第七二五研究所河南洛陽471027
鑄造設備與工藝 2011年6期
馮兆龍,薛旭斌(中國船舶重工集團公司第七二五研究所,河南 洛陽 471027)
由真空感應爐冶煉的鋼錠,具有能形成比較致密的組織、較低的雜質含量及氣體含量等優點。但是,由于冶煉材料不同,工藝參數的變化,會影響到鋼錠表面狀態,甚至產生缺陷,發生質量問題。另外,由于真空感應爐澆注的鋼錠要在真空室內澆注、冷卻、補縮等,無法像非真空一樣通過添加保溫劑來進行保溫、補縮,非常容易造成鋼錠頭部出現疏松、縮孔、分層等,大大影響了鋼錠的一次成品率。本文就在冶煉過程中出現的鋼錠表面缺陷、內部缺陷進行了分析,指出它的發生原因、形成過程和改進措施[1]。通過本文的分析,希望能對本專業出現的問題有一定的指導作用。
1 鋼錠表面出現蜂窩狀
這是一種最常見的鋼錠表面缺陷。在真空感應熔煉澆注開始時,在澆入的一瞬間發現真空度下降,但不久更恢復正常并穩定在一個數值,在以后的澆注過程中,所有的工藝參數并無異常反應,操作人員也無須采取其它任何措施。當澆注完畢,脫錠時即發現鋼錠表面形成了蜂窩狀缺陷。蜂窩狀出現在整個鋼錠表面,嚴重的蜂窩狀小孔甚至深入鋼錠數毫米,使鋼錠表面生成疏松。
通過分析整個澆注過程,查明了蜂窩狀表面生成的原因。主要是在鋼液接觸到鋼錠模底部及四周,導致鋼錠模表面包含的氣體、水分釋放出來,與鋼液接觸后迅速形成高溫蒸汽,在冷卻過程中不能及時排出導致的。另一種鋼液在熔化過程中本身即有部分氣體,接觸到冷的鋼錠模后氣體進行擴散。當氣體釋放完畢,蜂窩狀缺陷也即消失。這兩種形成蜂窩狀表面缺陷的嚴重程度與鋼液中的氣體含量多少有關,這種影響一般比較輕微,但鋼錠模的表面質量對此種缺陷的形成則起著主要作用。要消除這種現象,首先要對鋼錠模表面進行仔細清理,防止表面有鐵銹、水分及其它異物。其它在澆注之前盡量將精煉期進行適當延長,使鋼液中形成的微量氣體進行充分擴散并嚴格控制溫度。
全部蜂窩狀的形成,是由于氣體不斷的形成所造成的。其根源也是鋼錠模表面不干凈,在遇到高溫鋼液時發生物理、化學反應而形成。由于鋼錠模內的低壓及高溫,鋼錠模表面的水分、氧化物立即汽化,并與鋼液進行反應,使表面形成蜂窩狀。隨著鋼液的長高,由底部開始逐漸收縮,鋼錠與鋼錠模之間產生間隙,形成的水汽但沿著間隙不斷進入,上層高溫鋼液又不斷的進入到鋼錠模內,由此形成了分層的蜂窩狀表面缺陷。一旦鋼錠模表面含有水氣較大,則會在遇到高溫鋼液形成大量水蒸汽而導致真空度有所下降。有時會在鋼錠模內看到液態金屬發生激烈反應,有氣泡沸騰現象,真空度往往降低到10Pa以下。
圖1是全部表面蜂窩狀缺陷形成示意圖蜂窩狀缺陷形成過程說明:
a)起始澆注凝固期,高溫鋼液將鋼錠模底部進行高溫加熱后有氣體形成,一部分沿著鋼錠模內壁逸出,一部分向鋼錠模表面逸出而形成小孔。
b)隨著澆注過程的進行,隨著鋼錠凝固的不斷凝固、氣體從鋼錠模內壁、鋼液逸出,在鋼錠表面形成蜂窩狀小孔。
c)隨著鋼錠不斷長高,鋼錠模表面的水氣不斷形成氣體。鋼錠因四周凝固、冷卻而收縮,與鋼錠模內壁形成空隙,不斷澆注進來的鋼液再填充到空隙中,將會形成新的表面缺陷。若形成的氣體足夠壓力,將會穿透間距最小的固液相界面,進行熔池與液態金屬反應,生成鋼錠中的夾雜物。激烈時液態鋼液將會有沸騰現象。
d)澆注完畢,鋼錠全部凝固,待收縮時,鋼液內殘留的部分氣體形成,在凝固過程中由于表面首先凝固而無法排出,在沒有適當補縮手段的前提下形成心部疏松、縮孔。
蜂窩狀表面在輕度時,鋼錠表面僅生成小孔,氣體不滲入鋼錠內部對鋼錠表面質量無太大不良影響;在嚴重時,將在鋼錠表面形成兩層皮,而且深度較大,氣體與鋼錠表面及熔池金屬液反應,形成大量氣孔,必須仔細處理,在后續加生產流程中必須作質量跟蹤分析。
消除表面蜂窩狀缺陷的措施是在澆注之前將鋼錠模內壁進行仔細清理,必要時刷一層耐火涂料并進行適當溫度的烘烤,則此種蜂窩狀現象將會大大減少直到完全消失。
2 鋼錠表面出現冷豆現象

冷豆,是在鋼錠表面出現的一顆顆小凹沆,凹沆內有球狀金屬物出現,如圖2所示。往往使人認為是由于在冶煉過程中因為鋼液飛濺而引起的。其實不然,冷豆的形成主要是在澆注過程中高溫鋼液飛濺,遇到冷的鋼錠模而形成的。具體形成過程如圖2所示。
冷豆形成過程說明:
a)起始澆注時,鋼液由于落差原因發生飛濺,飛濺起來的鋼液遇到冷的鋼錠模發生凝固并附于鋼錠模內壁。
b)隨著鋼液的不斷上升,冷豆形成的高度也在不斷上升。由于澆注的鋼液遇到鋼錠模內壁凝固后所余熱量較少,已不足以將附著在鋼錠模內壁的冷豆進行重新熔化,最后澆注終了時就形成如圖2b)所示的鋼錠表面。
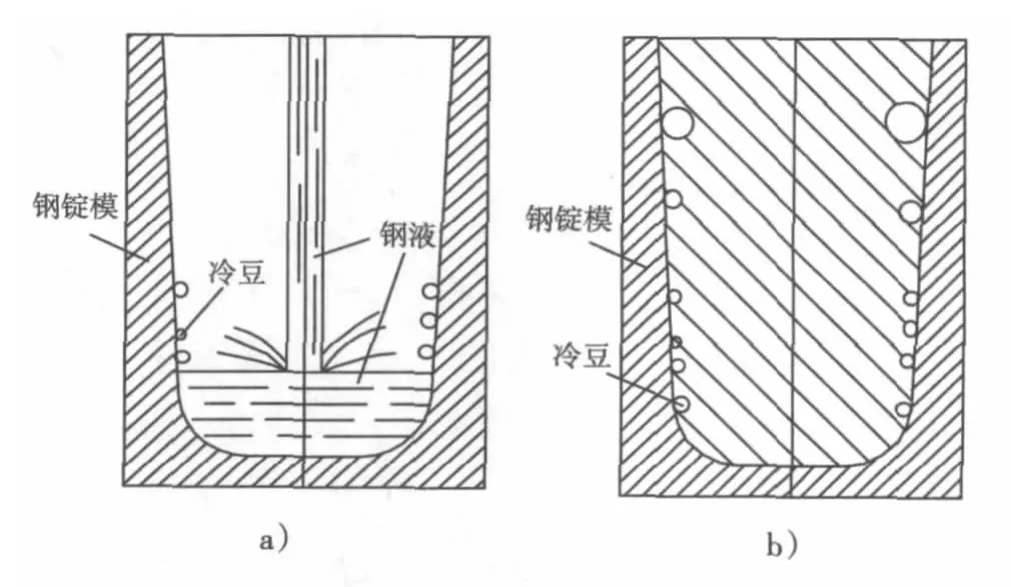
圖2 冷豆形成過程示意圖
分析原因,冷豆的形成主要是由于鋼錠模的高度太高,鋼液落差太大,導致鋼液產生飛濺。解決的方法就是將鋼錠模高度下降,此種現象就會有所改變。
3 鋼錠頭部縮孔、疏松
真空感應爐冶煉是在負壓條件下進行加熱、熔化、精煉、合金化和澆注的冶煉方法。由于全部冶金過程是在與大氣隔離的條件下進行的,因此避免了大氣對鋼液的污染。鋼液在真空下精煉,能顯著地提高其純度并能準確控制鋼的化學成分[2]。由于受真空室尺寸的限制,一般使用真空爐冶煉基本為毛坯料或者母合金,后續還要進行諸如電渣重熔、鍛壓、軋制等熱加工工序。我單位真空感應熔煉爐要主以生產鋼錠為主,然后進行軋制、拉拔,做成不同規格的焊絲。這就要求鋼錠要有比較好的澆注質量,內部不允許有疏松、夾雜、縮孔等。在大氣狀態下,可以通過添加覆蓋劑等進行補縮,使鋼錠的上表面最后凝固,從而形成橫截面如圖3a)所示的鋼錠。但在真空狀態下,由于缺少補縮手段,鋼液將從各個表面同時凝固,往往在心部出現不同程度的縮孔,如圖3(b)所示,大大影響了成品率。分析成因,主要是鋼錠上表面沒有適當的保溫材料進行保溫導致上表面凝固后而心部尚有鋼液沒有凝固,固態收縮后即形成了如圖2所示的心部疏松。
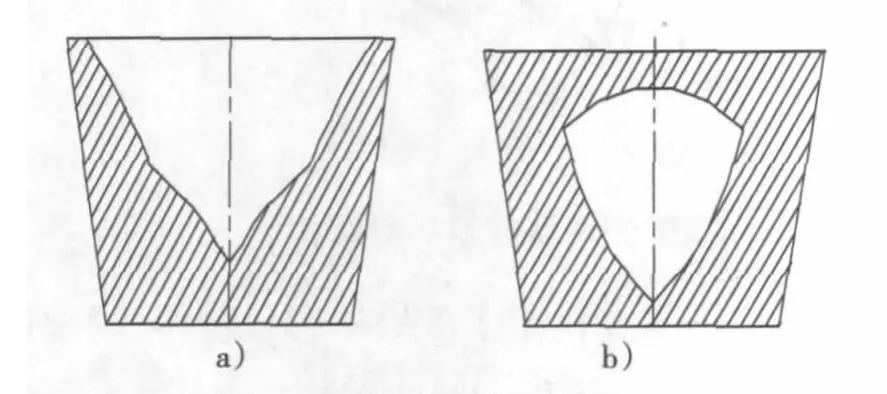
圖3 兩種冷卻方式的對比
通過分析真空澆注過程及特點,可以通過以下措施進行解決:
1)高溫慢澆,特別是在澆注的后期,將鋼液溫度保持的盡量高,以使其充分補縮。
2)使用保溫冒口,參照非真空澆注,將保溫冒口用在真空澆注中。如圖4所示。
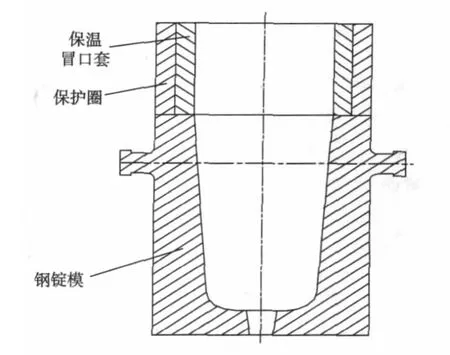
圖4 保溫冒口套的使用方法
4 結束語
真空感應熔煉時常見的鋼錠表面缺陷有蜂窩狀表面、冷豆狀表面。可以通過清潔鋼錠模內部、涂刷耐火涂料的方式解決蜂窩狀表面;可以通過降低鋼液澆注口至鋼錠模底部的高度差來防止鋼液飛濺以避免形成冷豆狀表面。
除表面缺陷外,在心部還會出現疏松、縮孔,可以通過增加保溫材料的方式進行解決。
解決了以上三種常見鋼錠缺陷,所澆注的鋼錠不僅表面質量好,而且心部缺陷將大大減少,對提高材料的成品率將有極大的幫助。
[1]王振東,曹孔健,何紀龍.感應爐冶煉[M].北京:化學工業出版社,2007.
[2]韓至成.電磁冶金技術及裝備[M].北京:冶金工業出版社,2008.