提高沖天爐熔煉水平的實踐
2011-01-24 00:39:46李婷婷
鑄造設備與工藝 2011年6期
李婷婷
(晉中職業技術學院機電工程系,山西 晉中 030600)
沖天爐熔煉在我國應用比較普遍,起步門檻也比較低。只要有了焦炭、鐵料和即使是用汽油桶搭起的沖天爐,一般人都會覺得已經具備了鐵水熔煉的條件。而且實際上很多鑄造車間就是這樣起步的,也還有很多鑄造車間還在這樣運行著。筆者曾接觸到一個個體企業的鑄造車間,一座3 t/h沖天爐,一天要用最少8 h、3 t多焦炭來熔化不足8 t鐵水,鑄件內在質量和浪費程度可謂觸目驚心。所以說,提高沖天爐熔煉水平的話題,遠遠不止于單純的技術層面上。
1 沖天爐選型
根據標準JB/T50155-1999,規定了機械工業企業以焦炭為燃料,熔化能力為1 t/h~20t/h,生產灰鑄鐵、馬口鑄鐵、球墨鑄鐵的沖天爐能耗分等標準,具體數據見表1。
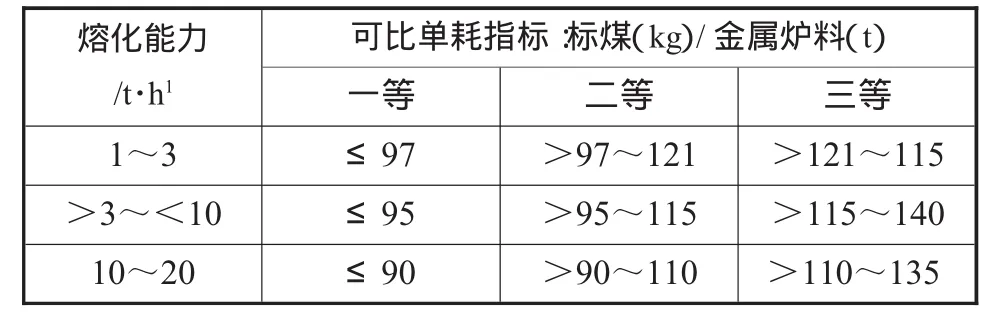
表1 沖天爐能耗分等標準
理論和實踐都證明,在滿足溫度要求的前提下,能耗愈少,元素氧化燒損愈少,鐵水質量也愈高。所以,為了達到上表的能耗指標要求,也為了提高沖天爐的熔煉水平,沖天爐選型應該從爐型、熔化能力、熔化工藝、余熱利用等方面多加考慮,具體的建議是:新上爐型盡量選擇熱風沖天爐,包括自熱式和外熱式沖天爐,這會大大提高鐵焦比,有效降低能耗;盡量選擇熔化能力大的爐型,因為一般來講,熔化能力大的沖天爐,熱量集中,散熱少,能耗較低;充分發揮沖天爐熔化能力強而電爐過熱升溫容易的特點,盡量選擇沖天爐-電爐雙聯工藝,那怕是部分雙聯;沖天爐-電爐雙聯工藝具有能耗少、鐵水質量高、組織生產容易等優點。有些情況下,即使鐵水等級要求不高,光從組織生產的角度考慮,選擇雙聯工藝也是很有優勢的。比如紡機類鑄件,就因為種類多、大小差別大而比較適合沖天爐-電爐的部分雙聯工藝,既沖天爐鐵水在成分、溫度滿足要求的情況下直接澆注,而在溫度低、成分不合適及熔化能力過剩的情況下進電爐調整。
沖天爐余熱可以考慮用作烘芯、熱處理、洗澡等用途。
2 原材料準備
沖天爐用原材料的選用標準比較容易查到。但是以下幾個問題雖然普通,在生產實際中對沖天爐熔煉水平的影響程度卻是比較大的。
爐料塊度:廢鋼、回爐料的塊度問題,是沖天爐生產管理中的一個大問題。沖天爐熔煉水平高的企業,在這個問題上一定處理的很好。而有些企業就沒有引起足夠的重視,以為大塊爐料最終還是會化下來的,因為這畢竟節省了破碎的費用。因此棚料成了正常現象。隱性的串料和計量誤差問題,更不容易被發現。溫度和成分的大副波動就是在這種情況下產生的。
除銹:由于增加除銹工序,會增加爐料的搬運次數,加大搬運工作量,同時也會產生粉塵污染,所以能夠堅持除銹的企業并不多。但是由于銹蝕引起的元素燒損、鐵水氧化和熱量損失,是限制鐵水質量進一步提高的一道門檻,在熔煉高牌號鐵水時,這道工序是成功的關鍵。
爐料隔離:一般有幾種牌號的產品,就會有幾種不同成分的回爐料。能夠做到將不同牌號的回爐料隔離使用,不僅減少了成分波動,而且有利于最大限度的利用回爐料中的原有元素,做到最大程度的降本增效。
及時供料:沖天爐熔化能力強,吞吐爐料的速度很快。原輔爐料種類較多,缺一不可。沖天爐熔化是一個不可逆的連續的過程,所以對連續供料的要求是很高的。任何原因引起的放風、停風,都會對鐵水質量和能耗造成影響。
3 熔煉操作
沖天爐熔煉的過程復雜,因此按規程操作應該做到一絲不茍。其中以下幾點比較容易忽視,要提高沖天爐的熔煉水平,應該引起足夠的重視。
滿爐熔化:由于加料口爐氣溫度高,料位控制比較困難。再者料位愈高愈容易造成棚料。所以實際生產中低料位熔化的時間比例很高。爐料預熱不充分,風壓風量不穩定,細碎焦粒被吹走,爐氣氧化氣氛增加,熱量大量損失。筆者在某廠做過統計,只采取滿爐熔化一項措施,就使熔化速度提高20%以上,鐵焦比提高將近0.5。
勤捅風眼:焦炭灰分高、熔劑量少、爐襯脫落等多種原因都會引起風眼堵塞。風眼堵塞后使風口比例發生變化,不僅影響鐵水溫度和熔化速度,還會使爐內冶金反應氛圍改變,使爐況惡化。個別風眼長時間的堵塞,會使爐形變化,嚴重時曾有化穿爐壁的現象。
少放風:放風就是減小風量。在遇到造型設備故障,需要減慢熔化速度的情況下,應該是寧可停風,也不放風。停風能養爐,冶金反應氛圍變化小,而放風會造成嚴重的元素燒損和成分波動。雖然通過最佳風量圖,理論上可以通過改變層焦比例和風量大小兩個辦法來達到最佳爐況的目的,但是實際上直接定量控制風量很難實現,精度也很不理想。生產實際中,將風量恒定,然后通過加減層焦、補焦、隔離焦等手段,能達到很好的調節爐況的目的。
前爐調均:沖天爐熔化過程中,由于計量誤差、爐料熔點不一樣、爐料塊度過大等原因,造成的串料現象在所難免。單批爐料的成分值很不穩定,也就是說從過橋獲得的鐵水成分是很難控制的。前爐積攢較多的鐵水,可以起到很好的成分調均作用。尤其是使用轉包的車間,更應該注意有意多存鐵水,以減少成分波動。
4 爐前處理
鐵水在爐前比較有效的處理工藝就是加硅鐵孕育。也就是說,熔化好的鐵水在爐前比較容易向增硅的方向調整,而向相反的方向調整卻沒有有效的辦法。所以,在配料階段就要考慮到爐前處理的操作,有意將鐵水成分向含硅量較低的水平計算,以免出現因含硅量過高而無法處理的情況發生。
盡管熱分析、光譜儀、快速碳硫儀等爐前鐵水快速化驗儀器的應用愈來愈成熟,但是三角試樣檢驗法仍然是最快、最有效的爐前檢驗手段。要掌握好三角試樣檢驗技術,穩定的淬火手法是關鍵。值得推薦的方法是在濕砂中反復翻抄試樣,以求冷卻速度穩定。
5 結 論
提高沖天爐的熔煉水平,不一定非要更換更復雜的熔化設備,也不一定非得采用更先進的檢測設備。把基礎的工作做到位,使關鍵的操作做到受控,就能使沖天爐熔化技術提高到一個穩定的水平。
[1]梁秋生.沖天爐微機自動加料的精度分析與實踐[J].鑄造技術,2005(3):178-180.
[2]宋強.我國沖天爐現狀及發展趨勢[J].鑄造設備與工藝,2009(3):1-2.
[3]梁秋生.沖天爐熔煉控制新思路[J].鑄造設備研究,2008(5):1-4.