編碼器原理及鑄造工程應用分析
2011-01-23 06:08:56盧銘
鑄造設備與工藝 2011年6期
盧 銘
(廣西玉柴機器股份有限公司,廣西 玉林 537005)
在鑄造車間造型線分箱機、主機、下箱機、下芯機等重點設備中,大量使用德國福瑞巴(FRABA)公司的編碼器,其編碼器是集光機電技術于一體的速度位移傳感器,具有高分辨率,高抗干擾,高穩定性等特點,在苛刻的工業現場中顯示出其較為優異的性能,為廣大工業廠商所選用和認可。
1 編碼器概述
1.1 增量型編碼器
如圖1,每轉一周產生一系列脈沖,脈沖的數量表示角位移的測量。其內有一圓盤——編碼盤,通常為一光學玻璃,碼盤最外圈的碼道上均布有相當數量的透光與不透光的扇形區域,用來產生記數脈沖的增量碼道。碼盤刻線間距均等,對應每一個分辨率區間,可輸出一個增量脈沖。光源發出平行且定向的光束照到碼盤上,光敏元件接受被調制的光線,獲得四組正弦波信號組合成A、B、C、D,每個正弦波相差90°相位差,如將C、D信號反向,疊加在A、B兩相上,可增強穩定信號;另每轉輸出1一個Z相脈沖以代表零位參考位。
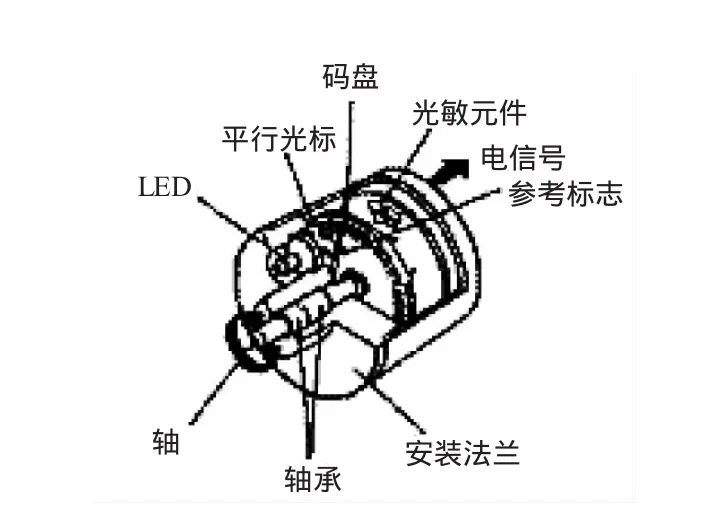
圖1 增量型編碼器結構
扇形區的多少決定了編碼器的分辨率,扇形區越多分辨率越高。輸出的脈沖需要一個計數系統進行累計計數,一般還需要基準數據即零位基準才能完成角位移測量。
正轉與反轉的判別方法:由于A、B兩相相差90°,可通過比較A相在前還是B相在前。同時通過零位脈沖,可獲得編碼器的零位參考位。
辨向原理:如圖 2a)、2b)、2c)有 A 相、B 相和 Z相三條環帶,A相和B相在碼盤上互相錯半個區域,在相位上相差1/4周期。利用B相的上升沿觸發檢測A相的狀態,由此判斷旋轉方向。當碼盤以某個方向勻速旋轉時(如CW),A相超前B相首先導通;當碼盤反方向(CCW)勻速旋轉時,A相滯后于B相。
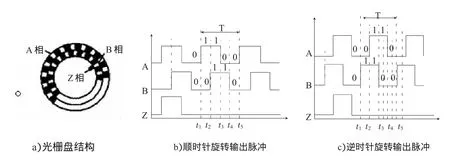
圖2 辨向原理
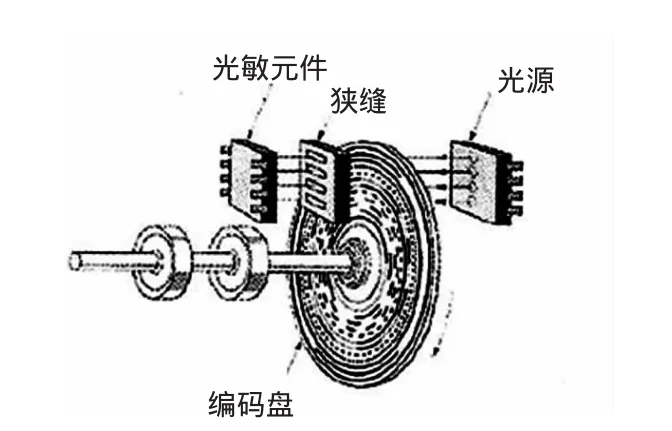
圖3 光電編碼器
其優點是原理構造簡單,機械平均壽命幾萬小時以上,抗干擾能力強,可靠性高,適合于長距離傳輸,缺點是無法輸出軸轉動的絕對位置信息。
1.2 絕對型編碼器
其碼盤上有許多道光通道刻線,每道刻線依次以2線、4線、8線、16線……編排。通過讀取每道刻線的通、暗,獲得一組從2的0次方到2的n-1次方的唯一的2進制編碼(格雷碼),這稱為n位絕對編碼器。
其機械位置決定每個位置是唯一的,無需記憶,無需找參考點,不用一直計數,什么時候想知道其位置,什么時候讀取其位置,不受停電、干擾的影響,抗干擾特性強,數據可靠性大,
1.3 光電型編碼器
如圖3所示,主要由安裝在旋轉軸上的編碼盤、狹縫、圓盤兩邊的光源和光敏元件等組成。當光源將光投射在碼盤上時,轉動碼盤,通過亮區的光線經狹縫后,由光敏元件所接收。光敏元件的排列與碼道一一對應,對應于亮區和暗區的光敏元件輸出的信號,前者為“1”,后者為“0”。當碼盤旋至不同位置時,光敏元件輸出信號的組合反映出按一定規律編碼的數字量,代表了碼盤軸的角位移大小。
2 編碼器在造型線中的應用
2.1 技術參數
造型線自動化程度高,機械定位準確,機器運行過程受程序控制,編碼器絕對定位的位置精度在1mm,德國福瑞巴(FRABA)公司編碼器OCD光電系列(如圖4)發揮了良好的作用。
應用場所:緊湊牢固適用于重型工業;DPV2功能:可實現循環通訊、非循環通訊以及從站之間的通信;外徑尺寸:58mm;實心軸徑:6mm,10mm;空心軸徑:15mm;單圈分辨率:最大 65536(16位);圈數:16384(14位);輸出編碼:二進制;工作溫度:-40℃~+85℃;防護等級:外殼IP65軸部IP64。
2.2 接線方式及程序實現
接線方式:FRABA編碼器是數字量的,它連接到PLC的數字量模塊,編碼器出來的1顆線對應模塊的1位。一共連接了23顆線,其中,2顆電源線,21顆信號線。21顆信號線中,用于每轉的分辨率為13顆線;用于最大轉數為8顆線。
程序實現:首先讀取編碼器的21位二進制值,并把它存放到32位DWORD型變量中假設用MD0,如圖 5。

圖4 絕對型編碼器(PROFIBUS-DP接口)
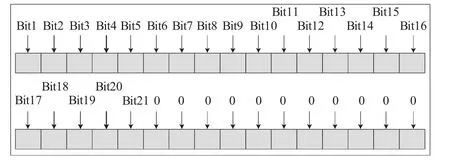
圖5 MD0變量數據位
PLC程序構建:要想在生產實際中使用此絕對型編碼器,還需要在PLC硬件布局Hardwar configure中進行操作、編寫,把編碼器添加到現場總線PROFIBUS的DP MASTER SYSTEM中,如圖6。
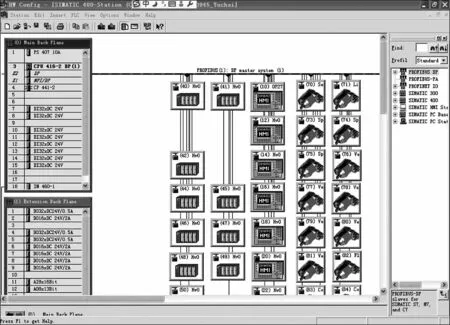
圖6 編碼器被添加到硬件布局
編碼器地址定位:為了讓PLC識別現場工作環境下的編碼器,并能讀取其中的數據,必須根據PLC中給出的地址對每一個編碼器進行設置,如圖7,如編碼器地址為74,則在圖7中:X10把旋鈕撥到7位置,X1把旋鈕撥到4位置。
2.3 編碼器故障分析
編碼器在連入PROFIBUS現場總線中,經過PROFIBUS OLM光纖鏈路模塊后,把造型線1#、2#鉆氣孔機和銑口機組成串聯形式,如圖8。
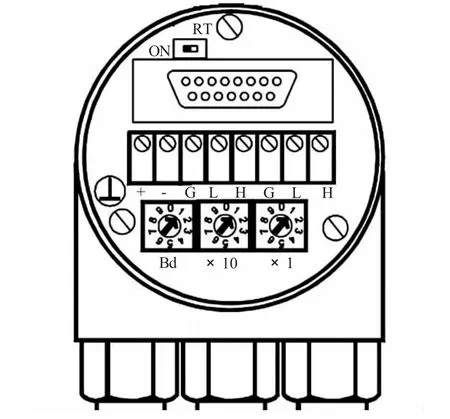
圖7 編碼器地址設置
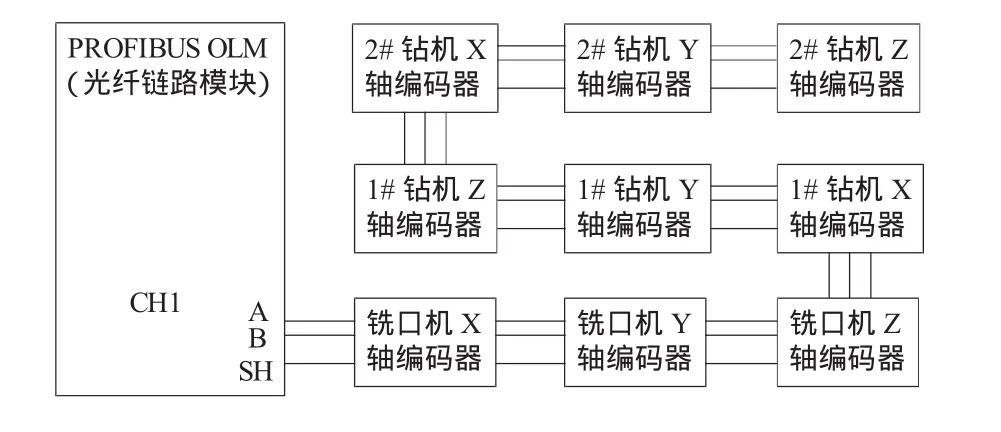
圖8 編碼器與PROFIBUS OLM模塊連接
1#、2#鉆孔機負責鉆通上型砂模36個孔,平均每臺機器鉆18個孔,按每天800箱計算,一天內鉆孔機必須鉆通18×800=14400個孔,一年內就是14400×365=5256000個孔。高密度的工作節奏考驗著機器耐用度和使用壽命,連接編碼器的通訊線路和電源線往往成為電氣故障的根源所在。
實踐經驗表明,通過觀察編碼器表面端蓋的信號燈指示,如圖9,能夠迅速理清編碼器工作情況,找到問題點,排除故障恢復生產流水線。
紅燈滅、綠燈暗:表示編碼器電源缺失;
紅燈滅、綠燈亮:表示通訊數據交換模式中,處于正常工作狀態;
紅燈滅、綠燈閃爍:表示通訊數據交換前,正在處于啟動編碼器狀態;
紅燈亮、綠燈閃爍:表示參數或布局設置錯誤;
紅燈亮、綠燈滅:表示編碼器幾乎很長時間(約40s)沒有接受到交換數據;
紅燈閃爍、綠燈亮:表示編碼器準備運行,但沒有被主機(PLC)所響應。
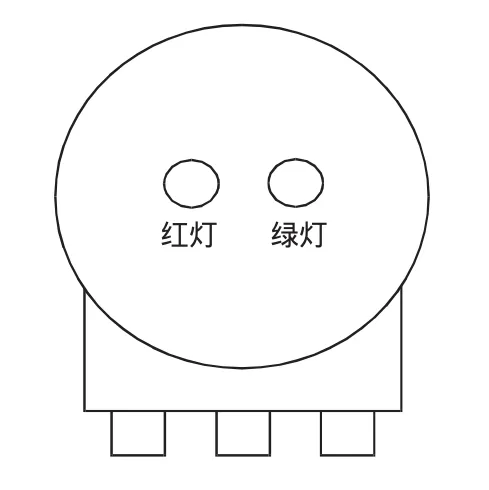
圖9 編碼器表面端蓋信號燈
3 結 論
1)編碼器將機械轉動的模擬量(位移)轉換成以數字代碼形式來表示電信號,經工業通訊(如PROFIBUS現場總線)后被PLC進行數據處理,到達閉李環控制,完成預設目標定位。
2)編碼器的現場定位必選依托PLC地址預設,兩者一致才能順利讀取數據。
3)編碼器故障可以通過指示燈及說明書提示,迅速找到根源進行排除。
[1]蔡崧.傳感器與PLC編程技術基礎[M].北京:電子工業出版社,2007.