鐵路貨車車鉤鉤舌S面下芯工藝的研討
2011-01-23 06:08:54劉喜林張代河
鑄造設備與工藝 2011年6期
劉喜林,張代河
(齊齊哈爾軌道交通裝備有限責任公司二鋼車間,黑龍江 齊齊哈爾 151000)
鐵路是國民經濟的大動脈,而鐵路行車的安全則關系到國民經濟的穩定。中國鐵路先后經過了六次大提速,鐵路貨車速度從40km/h~50km/h提高到現在的70km/h~80km/h,載重量從 50t/輛 ~60t/輛提高到現在的70t/輛~80t/輛。中國鐵路貨車現在用的聯掛部分,60t級以及60t級以下的貨車主要用13A型車鉤,80t級以及80t級以上的貨車主要用16、17型車鉤,根據不同車型、不同的使用條件使用不同的車鉤。在貨車的鉤緩部分主要部件為車鉤部件,而在車鉤部分主要的部件是鉤舌。根據設計理念,鉤舌為車鉤的保險絲,設計強度最低。所以在提速重載的情況下,鉤舌卻成為行車安全的主要隱患。為此車鉤設計人員在確保鉤舌是鉤緩保險絲的情況下,適當提高鉤舌的強度以進一步提高行車的安全性。
一個鑄件的強度體現在兩個方面,一方面是此鑄件的結構強度,結構強度又是由鑄件的設計來決定;另一方面是此鑄件的材質強度,比如說同等結構、同等尺寸、同等鑄造工藝的鑄件E級鋼材質的強度要比C級鋼材質強度高。現行的貨車用的鉤舌已經采用E級鋼材質,而E級鋼材質是現行材質中強度最高的,所以鉤舌想在材質方面提高強度已經不大可能,所以鉤舌要提高強度只能從結構方面來考慮,以適應鐵路貨車的提速重載要求。
1 鉤舌在貨車上的作用
鉤舌的作用是連接兩輛貨車,也是貨車之間連接的唯一部位,如果鉤舌發生斷裂,貨車就會出現脫離事件,嚴重的話會出現貨車運行事故。我國鐵路貨車車鉤均采用關節式車鉤,鉤舌雖有多種不同的型號,但是其結構基本相同。每一種鉤舌都是由鉤舌銷孔、牽引臺、沖擊臺、鉤舌S面以及其他輔助結構組成,其結構如圖1所示。其中鉤舌銷孔與鉤體銷連接;牽引臺傳導整個貨車的牽引力;沖擊臺負責貨車制動時產生的沖擊力;鉤舌S面負責把牽引臺傳導的牽引力最終傳導給前一節貨車或者機車本身。
2 鐵路貨車裝用鉤舌現狀
鐵路貨車隨著提速重載的要求,鉤舌在鐵路運營中也受到前所未有的考驗。大秦運煤專線是我國鐵路運行環境最惡劣的路線之一,2003年9月以前鉤舌承載牽引噸位為5000t,從2003年9月~2006年5月期間鉤舌承載的牽引噸位提高至10000t,從2006年5月以來鉤舌承載牽引噸位升為20000t。由此可見,鉤舌在4 a之間所承受的牽引噸位提高了4倍。隨著鉤舌牽引噸位的提高,在運行中也出現了不少問題,其問題主要集中在兩個方面,一是S面上的運用裂紋,二是鉤舌從S面處斷裂。大同車輛段的統計結果顯示,鉤舌S面的裂紋率為90%,鉤舌也時常斷裂。
3 鉤舌原有鑄造工藝的分析
3.1 工藝方案確定及優點
鉤舌結構如圖1a)所示,在設計鉤舌鑄造工藝時,由于S面處于鉤舌的外形部位,采用中間分型的方式,在上型和下型采用正常的拔模斜度。這樣的優點是工藝簡單,可操作性強;鑄件表面光潔,外形美觀;少用砂芯,節約成本;后道工序清理簡單方便。更重要的是此種工藝方案滿足了鐵路貨車重載提速、抗沖擊、抗擠壓、頻繁拉伸的使用要求。
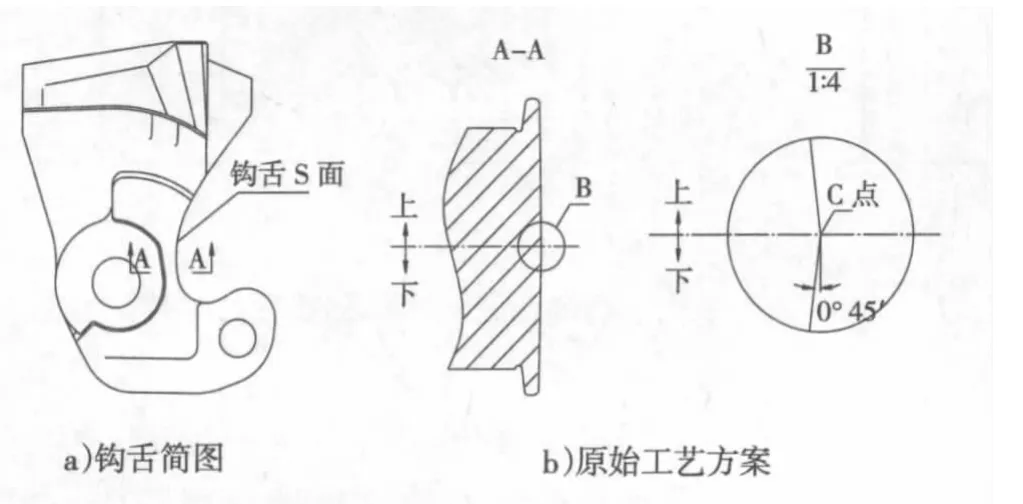
圖1 鉤舌與原始工藝簡圖
3.2 原有工藝方案的缺陷
雖然這種鑄造工藝制造的鉤舌在鐵路上運用了幾十年,但隨著鐵路貨車的提速重載,此工藝暴露了它的不足之處。由于鉤舌S面有拔模斜度的存在,這樣在鉤舌S面的分型部位(圖1b)的C點)形成了一個最高點。而鉤舌在運行中,S面又是承載面,這樣在尖點處易出現應力集中現象,鉤舌在運行中反復承受牽引力和沖擊力的交替作用,最終在鉤舌S面處出現了疲勞裂紋。
4 鐵路貨車用鉤舌新工藝的探討
從設計角度出發,消除鉤舌S面形成的應力集中點,便可以消除鉤舌S面中間部位產生的應力集中現象。在鑄造工藝方案的選擇上,要取消鉤舌S面的拔模斜度,只能夠在S面處采用下芯工藝。
4.1 鉤舌S面下芯的工藝方案
由于鉤舌S面為一承載面,因此在此面的上下邊緣各有一個R5的圓角,以減少S面在受力狀態下邊緣的應力集中傾向。根據鉤舌的這一結構特點,其下芯工藝可采用三個方案。如圖2所示。
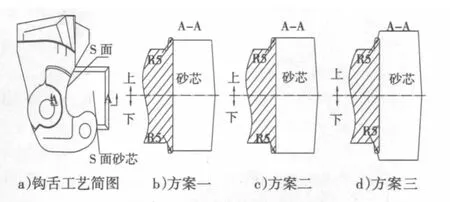
圖2 鉤舌新的鑄造工藝圖
方案一:砂芯設計在鉤舌S面,S面的一部分以及鉤舌的R5圓角由上下模樣帶出。
方案二:砂芯上平面與鉤舌的上下模樣平面設計為同一平面,鉤舌的R5圓角由砂芯帶出。
方案三:砂芯的上下平面高出鉤舌的上下平面,整個砂芯包住了鉤舌的R5圓角。
4.2 工藝方案比較及選擇
4.2.1 方案一
該方案優點是工裝制作簡單,在后期清理過程中可以通過觀察砂芯帶出的“S”面與外模帶出的圓角的相接是否錯位來判斷“S”面與鉤舌其余部位的相對位置是否準確,從而提高成品的質量保證能力。
4.2.2 方案二
若采取由砂芯帶出圓角方式,由于砂芯圓角部位出現薄邊砂尖易于損壞,在生產過程中易造成成型不良及砂眼等鑄造缺陷;若采取圓角不鑄出的方式,一方面人工打磨精度不高,另一方面增加了清理及檢查過程中的人力成本。因此,不建議采取該方案。
4.2.3 方案三
該方案的優點是鉤舌“S”面與過渡圓角的連接順暢,有利于減少連接部位的鑄造缺陷及應力集中現象。但由于砂芯上圓角的存在,在模具制作、砂芯打制及保存中略為復雜。
綜上,可依據模具精度、型芯砂種類及下芯精度等具體生產工藝及質量控制能力選擇方案一或方案三作為最終方案。
5 鉤舌采用新工藝后的試驗結果
5.1 鉤舌的樣板檢測
由于取消了“S”面的拔模斜度,鉤舌輪廓樣板通過更為順暢,并且更好的保證了“S”面上、下兩端的壁厚,解決了以往存在的分型面部位樣板通過困難、兩端壁厚偏小的問題。
5.2 靜載荷試驗
送鐵道部產品質量監督戚墅堰檢驗站做拉噸試驗,在鉤舌允許最小破壞載荷未發生破壞,檢驗合格。
5.3 鐵路上運營狀態
經對新工藝生產的鉤舌在線路上運用的跟蹤反饋,相同運行條件下,“S”面產生的運用裂紋數量及裂紋長度均明顯減少。
質保期內鉤舌發生斷裂的數量也相對減少。
6 結論
作為一名鑄造工藝人員來說,只能在有限的范圍內提高產品的強度,而提速重載則是一無限的過程,要徹底解決鉤舌強度不斷滿足鐵路貨車的實際需要問題,最終只能依靠新產品、新鋼種、新結構來徹底解決此問題
[1]王文.鑄造工藝學[M].北京:機械工業出版社,2009:365.
[2]李慶春.鑄件形成理論[M].北京:機械工業出版社,1989:70-150.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
云南畫報(2021年12期)2021-03-08 00:50:54
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
鐵道通信信號(2018年7期)2018-08-29 01:17:04
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
通信電源技術(2016年4期)2016-04-04 02:58:04
工程建設與設計(2016年3期)2016-02-27 10:50:46
銅業工程(2015年4期)2015-12-29 02:48:39