對武漢石化廠蒸汽流量測量準確度問題的分析
2011-01-04 07:09:52熊翼
石油工程建設 2011年5期
關鍵詞:測量
熊 翼
(武漢檢安石化工程有限公司,湖北武漢 430082)
對武漢石化廠蒸汽流量測量準確度問題的分析
熊 翼
(武漢檢安石化工程有限公司,湖北武漢 430082)
針對蒸汽流量測量不準確的問題,結合武漢石化廠已有的蒸汽流量測量手段和蒸汽密度計算方法,分析了影響蒸汽流量測量的主要因素及原因,提出了提高蒸汽流量測量準確度的改進措施,包括:節流元件改用標準噴嘴,節流裝置整套加工,采用正確的公式計算蒸汽密度,合理選用量程。武漢石化廠蒸汽流量儀表改造后,蒸汽計量誤差顯著減小,效果比較理想。
蒸汽流量;測量;準確度;分析;改進措施
在武漢石化廠熱力管網中,蒸汽流量測量不準確是經常出現的問題,而蒸汽流量的準確計量,多年來一直是儀表專業人員所追求的目標,但是蒸汽分為過熱蒸汽和飽和蒸汽,其性質復雜,目前人們還未能建立一個純理論的狀態方程來準確計量蒸汽。由于蒸汽高溫高壓的特殊性質,因此能用于流量測量的儀表目前只有少數幾種,主要有:標準節流式差壓流量計;非標準節流式差壓流量計;渦街流量計;旋翼式流量計;金屬浮子流量計等。其中渦街、浮子、旋翼流量計因為受到溫度、口徑、精度等限制,所以主流儀表還屬于標準和非標準節流式差壓流量計。
1 影響蒸汽流量測量準確度的主要因素
影響蒸汽流量測量準確度的因素主要有:測量元件、測量管、密度、相關系數、量程等。
1.1 測量元件
測量元件磨損、臟污、變形都會影響蒸汽流量測量的準確度。由于武漢石化廠的節流裝置大部分采用孔板作為一次測量元件,因此孔板的好壞就成了影響計量準確度的重要因素之一。在實際使用中,孔板入口邊緣會出現磨損、氣蝕、前后直管段內結垢、粗糙程度改變等,這些都能影響到測量的準確度。另外由于節流裝置的計算數據是在規定的標準條件下得到的,如果裝置中節流元件的實際條件達不到標準條件或偏離規定,也會導致測量誤差。
1.2 測量管
測量管是節流裝置的重要組成部分,其結構尺寸對流體流動狀態有重要的影響,流體流經彎頭、閥門、縮徑管、擴徑管等阻流件后,會產生速度畸變、旋轉流及非定常流,由于標準節流裝置的各項參數是在充分發展管流、無旋轉流以及定常流的參考工作條件下實驗得出的,如果不滿足規定的條件,就會造成流出系數偏離正常值,影響測量準確度。另外,測量管沒有按規定要求安裝,安裝測量元件時直管不符合要求,內徑D數值不準確等,都會造成測量誤差。
在武漢石化廠的許多裝置中,有的節流件上下游直管段不滿足要求,沒有考慮節流裝置的具體情況,例如彎頭、三通的數量及分布,直管段上縮管、擴管以及閥門的開度等情況,大部分采取直管段前10 D后5 D進行安裝,甚至在直管段小于前10 D后5 D的情況下安裝。關于直管段內徑D的數值,按規定應該采取實測值,而實際情況是基本不進行實測,有的采用工藝提供的數據,有的是查以前資料,甚至有的用公稱通徑代替D值作為設計計算的依據,從而給測量準確度埋下隱患。
測量管內表面的粗糙度對測量的影響是最為復雜的,也最容易被忽略,特別是在設備投用時間比較長的情況下,管內結垢、磨蝕等都會使管道比新投用時粗糙。即使是管流已達到充分發展管流時,粗糙度對流體仍是有影響的,見圖1。

從圖1中可以看出:粗糙管的流速分布與光滑管是有區別的,因此流出系數也不會相同。武漢石化廠大部分的蒸汽測量管都是直接采用工藝管道,沒有在定貨時與節流裝置整體加工,投用時粗糙度是否符合要求也不清楚,況且經過多年的運行也沒有進行過檢查和清理,所以粗糙度對測量準確度肯定有影響。
1.3 蒸汽密度計算
對于蒸汽的流量測量,一般都要進行壓力和溫度補償,但是由于對蒸汽性質的復雜程度了解不夠,在實際工作中往往存在一些不正確的做法。武漢石化廠大部分蒸汽儀表測量是用DCS(集散控制系統)氣體補償方式,或用智能流量二次儀表的氣態方程來計算蒸汽的密度,再就是根據工藝車間提供的數據直接作為蒸汽密度的參考值,雖然測量系統或多變量變送器 (Honeywell SMV3000系列)有壓力溫度補償,但因為計算公式或組態軟件使用不正確,使補償失準。
蒸汽是比較特殊的介質,一般情況下所說的蒸汽是指過熱蒸汽。而過熱蒸汽是由飽和蒸汽加熱升溫獲得。其中絕不含液滴或液霧,屬于實際氣體。過熱蒸汽的溫度與壓力是兩個獨立參數,其密度應由這兩個參數決定。
過熱蒸汽在經過長距離輸送后,隨著溫度、壓力的變化,特別是在過熱度不高的情況下,會因為熱量損失溫度降低而使其從過熱狀態進入飽和狀態或過飽和狀態,轉變成飽和蒸汽或帶有水滴的過飽和蒸汽。飽和蒸汽容易凝結,在傳輸過程中如有熱量損失,蒸汽中便有液滴或液霧形成,俗稱溫蒸汽。這時它已不屬于嚴格意義上的氣體,其密度也發生了很大變化。所以,不同狀態下不能用同一氣體狀態方程來描述。
在日常的流量測量中,大家往往只重視差壓信號的準確與否,并常常使用高精度的差壓變送器,而忽略了密度在測量中的重要地位。節流裝置的流量方程為:
式中qm——質量流量/(kg/s);
c——流出系數;
β——直徑比,d/D;
d——工作條件下節流件的孔徑/m;
D——工作條件下上游管道內徑/m;
ε——可膨脹性系數;
△P——差壓/Pa;
從上式可以看出,差壓與密度在測量中是處于同等地位的。然而在實際使用中由于忽視了密度對流量測量的影響,因此往往不重視對密度的認真研究和分析。
我們知道:對氣體流量的測量,如果沒有溫壓補償,測量結果是不準確的。因此無論是以前的電III型儀表,還是近些年廣泛使用的智能儀表、DCS,乃至武漢石化廠新安裝的多變量儀表(HoneyWell SMV3000),都有不同的補償方式。目前仍沒有一個統一的氣體狀態方程,只有眾多的實際氣體狀態方程。本文所討論的蒸汽就沒有專用的方程,主要是因為蒸汽在工作過程中有物質狀態的變化,與理想的氣體性質有很大差別,它的物理參數比理想氣體要復雜,不能用簡單的數學方程式表達出來。而在實際生產中,蒸汽流量密度的計算,大多數采用的恰恰是簡單的數學表達式。另外由于使用測量的儀表不統一,僅智能流量二次表就有不同的型號,對密度的計算也各不相同,加上DCS、多變量等儀表的計算方式也不盡相同,造成密度計算的不準確,因此密度計算不準確對蒸汽流量測量準確度的影響不亞于用一臺精度差的差壓變送器帶來的誤差。
1.4 相關系數的影響
流出系數c的定義是:將節流裝置的實際流量與理論流量的比值應用到理論方程中,以獲得實際的流量。在一定的安裝條件下和給定的節流裝置,c值僅與雷諾數有關。
在節流裝置計算書中,根據提供的工藝條件計算出的c值是一個固定值,在DCS或智能二次表中又無修正功能,都將流出系數c作為固定值參與流量計算,而實際上流出系數c只有雷諾數在規定的范圍內才可視為常數,實際使用中當雷諾數不在這個范圍時,流出系數c就不能視為常數。特別是當小流量時,隨著雷諾數變小,流出系數c將有較大的變化,流出系數c與雷諾數Re的變化關系見圖2。
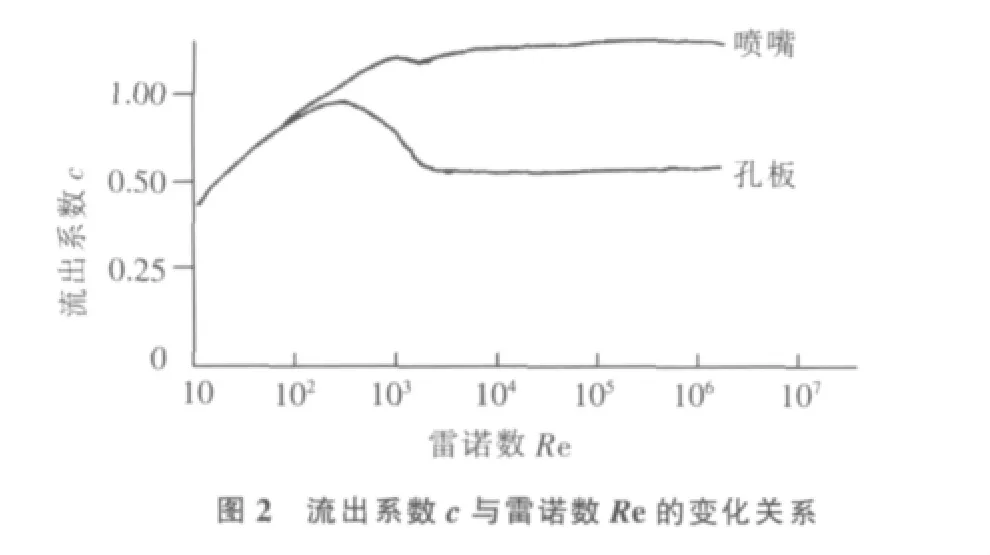
從圖2可以看出:只有雷諾數Re≥104時,流出系數c才可以是一個常數。據有關資料介紹,當Re=103時 (β=0.6),附加誤差可達-19%,而當Re=250時,附加誤差增加到-26%。在實際測量中,由于流量變化而使雷諾數小于界限值的情況時有發生。武漢石化廠熱電車間某蒸汽流量,最小可達1 t/h,而最大時可達28 t/h,實際量程比達到了28∶1。在低限流量時流出系數c將變化很大,如果不進行修正,仍按計算書的c值來計算流量,會帶來較大的誤差。在武漢石化廠大部分DCS和二次儀表中,都沒有對流出系數c的修正功能,由此可見流出系數c對測量系統的影響是普遍存在的。
實際上,孔板從安裝使用開始,其入口銳邊就開始經歷由尖銳到平鈍的一個變化過程,對儀表準確度的影響是一個從小到大的緩慢過程,常常被忽視。如果被測介質是高流速的流體,影響可能會更為顯著。根據某專業雜志報道,在流體高度臟污的場合,流出系數c變化百分之十幾也不足為奇,而武漢石化廠使用的孔板時間最長達10年以上,短的也用了3~4年,因此流出系數c帶來的測量誤差是可想而知的。
1.5 儀表量程設置
在武漢石化廠計量儀表完善項目施工中,筆者發現,有部分車間選用的儀表量程過大,使儀表經常工作在量程的50%甚至20%以下,這樣就造成了相對誤差變大的后果。我們都知道,一般儀表的準確度等級都用引用誤差表示,其實引用誤差是一種簡化的相對誤差。若儀表的準確度等級為0.2、0.5或1.0級,所標明的是儀表的引用誤差不能超過的界限,也就是說合格儀表最大引用誤差不會超過0.2%、0.5%、1.0%,而不能認為它的各刻度點上的示值都具有0.2%、0.5%、1.0%的準確度。
設一臺儀表的準確度為S%,量程為0~Xn,測量點為X,相對誤差應按下式求得:
相對誤差≤Xn/X×S%
如果這臺儀表的量程是0~150,準確度是0.5%,用上式計算測量點75、50、30、15的相對誤差分別為:1.0%、1.5%、2.5%、和5.0%。由此可見,當測量值越接近滿度值,其準確度越高。這就是我們在選用儀表量程時,盡可能選擇接近儀表量程的上限值或儀表滿量程值的2/3以上的原因。
2 解決問題的方法
2.1 節流元件改用標準噴嘴
對于大多數節流元件孔板入口磨損及臟污等問題,應該選用標準噴嘴。由于噴嘴入口是一個光滑的曲面,它的抗磨損、抗積污、抗變形程度遠好于孔板,流出系數穩定性也比孔板好,在相同流量和相同β值條件下,阻力損失也比孔板小的多 (只有孔板的30%~50%),而且它的檢定周期為4年,大大減少了維護費用。
2.2 節流裝置整套加工
對于測量管的影響問題,應該采取指定專業生產廠家,統一加工節流元件、法蘭、直管段和冷凝罐,統一壓力溫度取樣點,統一整體組裝。在武漢石化廠計量儀表完善項目中,有許多節流裝置就采用了這種辦法進行定貨,雖然費用高了一些,但是由于測量準確度的提高,所產生的經濟效益遠遠大于多花的費用。
2.3 采用正確公式計算蒸汽密度
關于蒸汽密度的計算,針對計算公式不統一的問題,在這次武漢石化廠計量儀表完善項目中,統一采用了美國HoneyWell公司的SMV3000系列多變量儀表,而且蒸汽的測量信號 (差壓、壓力、溫度)先進入SMV3000儀表進行運算,計算后的流量信號再根據需要送至DCS或全廠計量儀表系統進行顯示、累積。
2.4 量程選用盡量合理
關于量程選用的問題,根據生產的實際情況,在滿足工藝要求的前提條件下,盡量使儀表工作在滿量程的2/3以上。但因有些生產工藝的特殊性,在低流量下運行的情況還是存在的。
3 效果評價
武漢石化廠蒸汽流量儀表在改造前,熱電車間與工藝車間的蒸汽計量誤差在10%~20%,改造后,蒸汽計量誤差已經小于6%,效果還是比較理想的。
目前使用流量儀表測量蒸汽流量,由于被測介質的特殊性,對于相流經常變化的蒸汽,肯定會存在測量不準確的情況,而解決這一問題的根本辦法是開發一種可測兩相流動介質的流量儀表。隨著科學技術的不斷進步以及提高測量水平的呼聲越來越高,針對生產實際情況,經過儀表專業技術人員的不懈努力,一定會探索出一條蒸汽流量測量的成功之路。
[1]陸德民.石油化工自動控制設計手冊(第三版)[M].北京:化學工業出版社,2000.
[2]蔡武昌,孫淮清,紀綱.流量測量方法和儀表的選用[M].北京:化學工業出版社,2000.
Analysis on Accuracy of Vapor Flowrate Metering at Wuhan Petrochemical Factory
XIONG Yi(Wuhan Overhaul and Installation Engineering Company,Wuhan 430082,China)
Combined with vapor flowrate metering means available at Wuhan Petrochemical Factory and the vapor density calculation method used,the main factors and reasons affecting vapor flowrate metering are analyzed.The improvement measures to raise the metering accuracy are put forward including substituting standard nozzle for throttle component,fabricating throttle equipment in a complete set,using correct formulas to calculate vapor density and choosing reasonable measuring range.The vapor flowrate apparatus at Wuhan Petrochemical Factory has been reformed and the metering error has been reduced significantly.
vapor flowrate;metering;accuracy;analysis;improvement measure
TF068.23
B
1001-2206(2011)05-0077-04
熊 翼 (1973-),男,湖北武漢人,助理工程師,1993年畢業于武漢測繪科技大學,現從事儀表維護工作。
2010-11-07;
2011-06-29
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
