煉鋼氧槍系統(tǒng)的改造及應(yīng)用
2010-12-08 06:37:30王建峰張彩軍王超
河南冶金 2010年6期
關(guān)鍵詞:效果
王建峰 張彩軍 王超
(1.河鋼集團(tuán)宣化鋼鐵公司; 2.河北理工大學(xué))
煉鋼氧槍系統(tǒng)的改造及應(yīng)用
王建峰1,2張彩軍2王超2
(1.河鋼集團(tuán)宣化鋼鐵公司; 2.河北理工大學(xué))
煉鋼廠轉(zhuǎn)爐擴(kuò)容后對氧槍系統(tǒng)進(jìn)行了改造,重新設(shè)計(jì)了氧槍尺寸及噴頭,改造了氧槍輸送管路與控制系統(tǒng),優(yōu)化了各項(xiàng)工藝參數(shù)。氧槍改造后,提高了供氧強(qiáng)度,縮短了冶煉周期,濺渣效果良好,增加了經(jīng)濟(jì)效益。
氧槍 改造 冶金效果
0 前言
河北鋼鐵集團(tuán)宣化鋼鐵集團(tuán)有限責(zé)任公司煉鋼廠 4#、5#兩座轉(zhuǎn)爐于 2006年底進(jìn)行了擴(kuò)容改造,轉(zhuǎn)爐出鋼量由 95 t增至 105 t,轉(zhuǎn)爐正常冶煉時純供氧時間由原來的 13 min延長到 16 min以上。由此引發(fā)的供氧強(qiáng)度不足、攪拌能力弱、化渣效果差等問題限制了轉(zhuǎn)爐利用率的進(jìn)一步提高。因此對原 Ф219 mm氧槍的改造顯得極為迫切。
1 改造原因
轉(zhuǎn)爐擴(kuò)容后導(dǎo)致純供氧時間增長,氧槍管徑偏小,不能滿足供氧強(qiáng)度的要求。此外,起渣時間長,濺渣效果差,爐渣返干率、噴濺率與粘槍率偏高等現(xiàn)象隨之而來,嚴(yán)重影響了正常的冶煉節(jié)奏與煉鋼成本。
由于生產(chǎn)節(jié)奏的要求,為縮短轉(zhuǎn)爐冶煉周期,只能采用提高工作氧壓的方式吹煉,轉(zhuǎn)爐吹氧壓力由設(shè)計(jì)值 0.82 MPa提高到 1.20 MPa。氧槍吹氧壓力偏離設(shè)計(jì)氧壓后,造成冶煉過程不平穩(wěn)、轉(zhuǎn)爐噴濺增加、冶金效果變差,嚴(yán)重影響轉(zhuǎn)爐氧耗、鋼鐵料消耗等重要經(jīng)濟(jì)技術(shù)指標(biāo)。氧槍是氧氣轉(zhuǎn)爐煉鋼中的主要工藝設(shè)備之一,其性能特征直接影響到冶煉效果和吹煉時間,從而影響到鋼材的質(zhì)量和產(chǎn)量。氧槍對吹煉的影響作用是通過氧氣射流流股與熔池的相互作用來實(shí)現(xiàn)的,而這種作用主要取決于射流到達(dá)熔池表面時的速度大小及其分布,因此氧槍及噴頭的各項(xiàng)工藝參數(shù)的尋優(yōu)與結(jié)構(gòu)的優(yōu)化設(shè)計(jì)非常重要。
2 改造方案及實(shí)施
2.1 氧槍的結(jié)構(gòu)及設(shè)計(jì)
氧槍又稱吹氧管或噴槍,它是氧氣頂吹轉(zhuǎn)爐煉鋼過程中向熔池供氧的主要設(shè)備。氧槍是由噴頭,槍身和槍尾三部分組成,如圖 1所示。

圖1 氧槍結(jié)構(gòu)圖
槍身由直徑不同的三根無縫的鋼管同心套裝在一起,內(nèi)層管又叫中心氧管,是氧氣的通道,中層管和外層管分別叫中層套管和外層套管,中心氧管和中套管之間形成的環(huán)縫為冷卻水通道,中層套管和外層套管之間形成的環(huán)縫為冷卻水的回水通道、噴頭用紫銅鍛造后切削加工而成或鑄造成型。槍尾結(jié)構(gòu)由包括氧氣及冷卻水的進(jìn)出水管接頭、吊環(huán)、法蘭盤和高壓軟管組成。
2.2 工藝參數(shù)的確定
原 Ф219 mm氧槍內(nèi)氧氣流速己接近國家標(biāo)準(zhǔn)最高氧氣流速 60 m/s,再提高流速極易發(fā)生事故,因此必須對氧槍進(jìn)行改造、調(diào)整基本參數(shù)。由于套管間隙小,冷卻水阻力大,冷卻水使用壓力較高,與當(dāng)前氧槍水泵揚(yáng)程不符。通過論證,決定改為 Ф245 mm氧槍,在保證安全的前提下,氧槍設(shè)計(jì)氧流量由21000 m3/h,提高到 24000 m3/h,降低氧槍工作壓力,穩(wěn)定轉(zhuǎn)爐操作并適當(dāng)提高轉(zhuǎn)爐效率,達(dá)到安全穩(wěn)定增產(chǎn)的目的。Ф245 mm,Ф219 mm新舊氧槍的基本參數(shù)對比見表 1。

表1 氧槍參數(shù)對比
2.3 氧槍尺寸的確定及噴頭的選用
為滿足工藝生產(chǎn),確定氧槍槍身套管尺寸如下:氧槍外管 Ф1=245×10,中套管 Ф2=203×6,內(nèi)管Ф3=159×6;氧槍槍身總長度與現(xiàn)使用的 Ф219 mm槍相同,為 17.93 m。
氧槍噴頭又稱槍頭或噴嘴。高壓氧氣在輸氧管道中的流動速度較低,一般在 60 m/s下。氧氣流通過噴頭后,形成超音速的氧射流,流速為 500 m/s~600 m/s,為音速二倍左右。噴頭能最大限度地將氧氣的壓力能轉(zhuǎn)化為動能獲得超音速流股,借此向熔池供氧并攪動金屬熔池以達(dá)到吹煉目的,采用合理的噴頭結(jié)構(gòu)是氧氣頂吹轉(zhuǎn)爐煉鋼的關(guān)鍵問題之一。噴頭設(shè)計(jì)如下[1]:
1)計(jì)算氧流量。取噸鋼耗氧量為 57 m3,垂氧時間定為 14 min,則氧流量為:
qν=57 ×110/14=448 m3·min-1
選用噴孔。出口馬赫數(shù)M=1.98,采用四孔噴頭,噴孔夾角為 12°。
設(shè)計(jì)工況氧壓。查等熵流表,當(dāng) M=1.98時,P/P0=0.1318,,定 P膛=1.3 ×105Pa,則:

2)計(jì)算喉口直徑。每孔流量為:
q=qν/4=112 m3·min-1
利用公式:

令:CD=0.90,T0=290K,P設(shè)=9.86 ×105Pa,

求得:dγ=39mm
3)計(jì)算 dm。依據(jù) M=1.98,差等熵流表知 A出/A喉=1.660

4)計(jì)算擴(kuò)張段長度。取半錐角為 5°,則擴(kuò)張段長度為:

經(jīng)計(jì)算,噴頭的主要技術(shù)參數(shù)如下:采用四孔噴頭;馬赫數(shù):1.98;工作氧壓:0.8~0.9(閥后壓力);噴頭喉口直徑 D喉=39 mm,出口直徑 D出=50 mm,擴(kuò)張段長度 L=63 mm,孔傾角α=12°。經(jīng) FLUENT軟件模擬噴頭距熔池 0.5 m和 1.5 m時鋼液受沖擊的情況如圖 2所示。
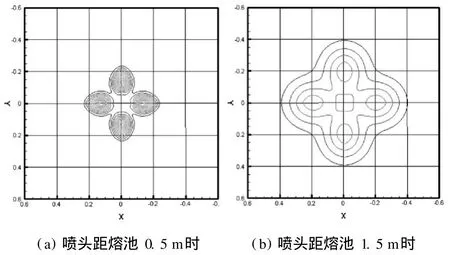
圖2 噴頭距熔池不同距離鋼液受沖擊情況
由圖 2可知,相對于熔池直徑 D=2.62+0.0147 t=4.16 m(t為平均出鋼量)而言,所設(shè)計(jì)的噴頭對鋼液的沖擊情況非常好。
2.4 氧槍輸送管路及控制系統(tǒng)的改造
由于氧槍管徑的加粗,對應(yīng)的氧槍總管進(jìn)、出口水流量,氧氣支管流量都需要加大才能滿足生產(chǎn)需要,故對上述管徑進(jìn)行了相應(yīng)的改造,將進(jìn)出口水管由直徑 Ф140 mm×5 mm改造成 Ф159 mm×5 mm水管,將氧氣支管管徑由 Ф133 mm×5 mm改造成Ф159 mm×5 mm的管道。將直徑為 Ф100 mm、Ф150 mm菲舍爾調(diào)節(jié)閥都改造成直徑 Ф200 mm調(diào)節(jié)閥,Ф150 mm菲舍爾切斷閥改為 Ф200 mm切斷閥。
優(yōu)化氧槍控制程序,將制動系統(tǒng)采用雙控制回路,同時對氧槍限位位置及編碼器進(jìn)行相應(yīng)改造。氧槍編碼器是在轉(zhuǎn)爐吹煉過程中進(jìn)行槍位檢測的最重要部件,我廠 80噸爐區(qū)自投產(chǎn)以來一直使用 P+F和圖爾克的普通增量型編碼器,采用六線制現(xiàn)場接線方式,采用普通屏蔽電線和模塊連接。在通過PLC的高速記數(shù)模塊記錄編碼器給的脈沖數(shù) (每圈1000個脈沖),判斷氧槍槍位,完成下槍過程中的高低速轉(zhuǎn)換和自動開氧、閉氧、刮渣等工藝過程。由于原普通增量編碼器信號容易被強(qiáng)電流干擾,導(dǎo)致脈沖數(shù)不準(zhǔn)確,丟轉(zhuǎn)現(xiàn)象嚴(yán)重,并且與減速機(jī)連接連軸器也不很牢固,為此經(jīng)過多方考察交流,將普通編碼器淘汰,更換成長驅(qū)增量型編碼器,將普通的接線方式改造成通過焊接航空插頭來連接編碼器,并將現(xiàn)場線路換成抗干擾強(qiáng)的 10芯線,該線內(nèi)芯互相絞合增強(qiáng)了抗干擾能力。氧槍制動系統(tǒng)改造成雙路控制,通過采用雙接觸器、雙繼電器控制,PLC輸出雙點(diǎn)控制,增加了系統(tǒng)出現(xiàn)故障的補(bǔ)救措施,增加了系統(tǒng)的可靠性。對氧槍上下限位和撞尺進(jìn)行改造,將原來氧槍限位南北向改為東西向安裝,使得氧槍限位和撞尺之間的距離不會因槍位的變化而變化。增加氧槍升降操作手柄,形成操作站、操作臺兩地操作,并針對上述一切的硬件改造在系統(tǒng)控制程序中進(jìn)行了相應(yīng)的優(yōu)化。
3 改造后的效果分析
3.1 冶煉效果
氧槍改造后,供氧制度趨于合理,加快了吹煉節(jié)奏。提高了終點(diǎn)控制水平,新型 Ф245 mm四孔氧槍使用以來,對終點(diǎn)硫、磷的控制效果較好。由于吹煉平穩(wěn),化渣良好,爐渣返干減少,所以脫硫、脫磷效果比原氧槍好,一次倒?fàn)t硫、磷合格率均提高 3%以上。新型氧槍化渣效果好,冶煉中脫碳速度快,供氧時間縮短,對終點(diǎn)溫度控制更易掌握。氧槍改造后的數(shù)據(jù)對比見表 2和表 3。

表2 吹煉效果對比

表3 化渣效果對比

表4 終渣成分
改造后的新型氧槍在相同的工作氮壓下,在濺渣過程中,爐口可觀察到渣滴飛濺,說明能夠?qū)t渣濺至爐襯各個部分包括爐帽部位。使用新型 Ф245 mm氧槍后經(jīng)統(tǒng)計(jì)濺渣率達(dá)到了 83%,較原 Ф219 mm氧槍 78%的濺渣率有了大幅提高,轉(zhuǎn)爐費(fèi)用比原來下降了 1.7元 /t鋼,大大減少了耐材消耗,而濺渣時間更短,有利于生產(chǎn)節(jié)奏加快。
4 結(jié)論
1)氧槍系統(tǒng)經(jīng)過改造后槍齡達(dá)到了 295次,平均冶煉周期縮短至 36 min,加快了生產(chǎn)節(jié)奏,實(shí)現(xiàn)了轉(zhuǎn)爐與連鑄的合理匹配,提高了生產(chǎn)效率;
2)吹煉過程中爐渣返干率較以前降低 2百分點(diǎn),為 13%,粘槍率僅為 1%,平均去磷率達(dá)85.63%,噴濺率降至 4%,吹損下降,節(jié)約了鋼鐵料消耗;
3)滿足了濺渣護(hù)爐工藝要求,濺渣率達(dá)到了83%,降低了補(bǔ)爐材料消耗,轉(zhuǎn)爐費(fèi)用比原來下降了1.7元 /t鋼,提高了爐齡,增加了經(jīng)濟(jì)效益。
[1] 馮聚和.煉鋼設(shè)計(jì)原理[M].北京:化學(xué)工業(yè)出版社,2005:86-87.
REFORMATION AND APPL ICATION IN OXYGEN LANCE SYSTEM
Wang Jianfeng1,2Zhang Chaijun2Wang Chao2
(1.Xuanhua Steel Group HB IS; 2.Hebei Polytechnic University)
Lance and nozzle were redesigned,lance pipeline and control system were reformed and various process parameterswere opt imized after the converter capacity extension reformation,which increasing oxygen feed capacity,shortening tapping cycle,thus slag splash results is better and the economic benefit is increased.
oxygen lance reformation metallurgical results
*
2010—7—30
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
好日子(2021年8期)2021-11-04 09:02:46
小學(xué)生學(xué)習(xí)指導(dǎo)(爆笑校園)(2020年6期)2020-07-03 10:01:10
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
中華詩詞(2018年11期)2018-03-26 06:41:34
小學(xué)生學(xué)習(xí)指導(dǎo)(低年級)(2017年11期)2017-10-23 01:32:36
Coco薇(2016年8期)2016-10-09 02:11:50
中國醫(yī)藥科學(xué)(2015年19期)2015-02-27 12:33:11
