1780 mm熱連軋精軋溫度控制系統的設計與應用
2010-12-08 06:37:38李亞杰徐斌李艷芳王新彥
河南冶金 2010年6期
關鍵詞:模型
李亞杰 徐斌 李艷芳 王新彥
(安陽鋼鐵股份有限公司)
1780 mm熱連軋精軋溫度控制系統的設計與應用
李亞杰 徐斌 李艷芳 王新彥
(安陽鋼鐵股份有限公司)
控制軋制和控制冷卻是現代化卷板材的主導生產工藝,用于生產優質的板卷產品。精軋終軋溫度冷卻控制系統的控制精度直接影響產品的性能,本文介紹了安鋼 1780 mm熱連軋精軋冷卻控制系統的構成和基本參數,及針對安鋼實際情況對終軋溫度模型控制系統的設計和應用。
終軋溫度 終軋溫度模型 全長溫度控制
0 前言
根據鋼的內部組織和性能要求,對不同的鋼種及規格有不同的軋制溫度范圍,其中最重要的是保證終軋溫度及卷取溫度。終軋溫度的高低,在很大程度上決定了軋后鋼材內部的金相組織和力學性能。終軋溫度過低,鋼的內部混合晶粒組織不均勻,力學性能變差;終軋溫度過高,使帶鋼表面產生氧化鐵皮多,影響成品帶鋼的表面質量。將帶鋼終軋溫度控制在由鋼的內部金相組織所確定的范圍內,是帶鋼質量控制的關鍵之一。因此,1780 mm熱連軋精軋溫度控制系統的研究,對提高鋼卷產品終軋溫度的質量指標,提高產品的性能有著重要的理論實踐意義。
1 概況
安鋼 1780 mm熱連軋工程設計年產熱軋鋼卷350萬 t,主體設備國內制造商供貨,是我國投產的第一條主體設備國內供貨的 1780 mm大型熱連軋生產線。自動化系統采用自主集成的建設模式,傳動、一二級、三級系統分包。安鋼熱連軋 2007年 6月 12日熱負荷試車,當年達產。精軋溫度控制作為熱連軋機組重要的工藝控制環節,直接影響最終產品的性能。精軋溫度控制系統是一個及儀表控制、以及自動化控制、模型控制為一體的復雜控制系統。
熱連軋生產線帶鋼的終軋溫度取決于加熱溫度、板坯的厚度、運輸時間、壓下制度、軋制速度,以及冷卻水的流量與溫度等一系列因素。其中,板坯厚度、運輸時間、壓下制度、冷卻水溫度以及速度制度 (如恒速軋制)等,在原料與成品帶鋼規格確定的條件下,是一些較穩定的因素。鋼坯加熱溫度、機架間冷卻水的流量等,則可以作為對終軋溫度進行控制的手段。但在實際生產中,用加熱溫度 (即板坯出爐溫度)來控制終軋溫度,對某些規格產品,存在熱能消耗加大、加熱爐能力降低及鋼坯過燒等不利因素。因此,充分利用機架間冷卻水來加強對終軋溫度的調控能力,是合理的控制方案。故精軋控溫控軋系統對終軋溫度控制具有顯著的效果。在實際軋制過程中,板坯出爐溫度一般應控制在 1150℃~1200℃;精軋出口鋼板溫度一般應控制在 800℃~950℃。
2 精軋控溫控軋系統的設計
精軋控溫控軋系統包括三部分組成:現場儀表控制系統,一級自動化控制系統和模型控制系統。下面從幾個方面分別對上述三個系統進行分析和研究和它們在安鋼 1780 mm熱連軋終軋溫度控制系統中的應用。
2.1 精軋控溫設備及功能
從工藝角度,精軋控溫設備分別承擔著不同的功能和作用,安鋼 1780 mm熱連軋精軋控溫設備簡介如下:
1)F1-F7工作輥冷卻控制:向精軋各機架工作輥供送軋輥冷卻水,用于冷卻工作輥和軋制過程中的潤滑,開關控制、可調節,對軋輥溫度、磨損、熱輥型和鋼帶熱穿帶的計算有影響。
2)F1-F7支撐輥冷卻控制:向精軋各機架支撐輥供送冷卻水,開關控制、不調節,對支撐輥溫度、磨損有影響。
3)F1-F6后機架間鋼板冷卻控制:精軋機架間鋼板冷卻,開關控制、可調節,用于帶鋼溫度的控制和防止帶鋼二次氧化,為工作輥供送軋輥冷卻水,用于冷卻工作輥和軋制過程中的潤滑,可調節,對軋輥溫度、磨損、熱輥型和鋼帶熱穿帶的計算有影響。
4)F1-F7前和 F7后的帶鋼縱向噴淋控制:該系統逆軋制方向噴水,利用噴出的高壓水清除帶鋼表面殘留的工作輥冷卻水、機架間冷卻水以及鋼板表面氧化鐵皮。
5)F7后橫向側噴冷卻控制:F7后設置兩個帶鋼橫向側噴,利用噴出的高壓水清除帶鋼表面殘留的工作輥冷卻水、機架間冷卻水以及鋼板表面氧化鐵皮,保證終軋溫度檢測的精度。
6)F1-F4前輥縫噴淋控制:帶鋼咬入后向輥縫噴冷卻水,主要防止工作輥雜質剝落。
7)F1-F6后活套和導板冷卻控制:用于機架導板和活套的冷卻。
8)F5-F7后的煙塵抑制控制:高速軋制時產生大量煙塵,尤其在軋制薄規格和不銹鋼品種時,該系統通過水幕抑制煙塵的產生。
9)精軋入口高溫計和精軋出口高溫計:及時有效的反饋中間坯和 F7出口帶鋼的表面溫度情況。
10)電磁流量計:測量水的流量,用于流量準確控制。
11)調節閥:根據流量反饋進行流量調節。
2.2 終軋一級自動化控制系統
安鋼 1780 mm熱連軋一級自動化系統采用東芝V3000系列控制器,用于精軋一級控制的控制站15個,分別實現速度主令、AGC等功能,現場遠程 I/O采用 DEV ICE-NET總線技術,控制器之間通過TCNET網絡通訊,一級工程師站利用 ENtherNET網絡連接 PLC控制站,一級控制器與二級系統通過EGD網絡交換數據。其中實現精軋冷卻水控制的控制站是 ROT_M站中 FMSPY控制器,該 S3控制器完成冷卻水的邏輯控制和水流量的閉環控制等功能。
2.3 終軋溫度控制模型
作為終軋溫度控制的核心系統,終軋溫度控制的精度和指標直接取決于模型系統的控制水平,下面從幾方面對精軋溫度控制模型進行簡要的介紹。
2.3.1 模型的基本功能
為了實現板帶通長的溫度控制,完成精軋穿帶速度的設定計算和帶鋼全長溫度控制,模型需要完成三項主要功能:數據的獲取、帶鋼頭部溫度設定的計算、帶鋼全長溫度控制。
數據的獲取:作為模型計算和控制的基礎,模型必須獲得足夠信息輸入,例如,板帶目標數據、鋼坯PD I數據、中間坯數據、軋機狀態數據、冷卻水設定數據、其他輸入數據等。這些數據作為模型計算的基礎數據非常重要,如冷卻水設定數據要能清楚表達冷卻水的人工設定,是否使用強冷水、是否使用機架間冷卻水、使用哪些機架間的冷卻水、機架間冷卻水的流量設定等信息。
頭部溫度設定的計算:精軋溫度控制模型主要功能之一就是根據工藝設置計算精軋的穿帶速度,當然穿帶速度的設定計算要考慮到很多的因素,終軋目標溫度設定、冷卻水的配置情況、來料的溫度、各機架的壓下量、通過精軋的時間等影響。模型根據實際工藝條件,利用各種數學模型對精軋的穿帶速度進行設定計算,以期達到最佳的頭部溫度命中率。
帶鋼全長溫度控制:由于帶鋼的頭部、中間和尾部在進入軋機前等待的時間有差異,帶鋼溫度的散失尾部大于頭部,越到尾部溫降越大。為了保證板帶全長溫度的一致性,1780采用了兩種處理方式,第一:加速度反饋控制,利用軋制溫升平衡帶鋼溫度的散失,終軋溫度及時反饋調節;第二:加速度、冷卻水調節前饋和反饋控制,在這種控制方式下,精軋前帶鋼入口溫度實時采集作為前饋預估控制條件,機架間冷卻水調節追求最大軋制速度,終軋溫度反饋控制。
2.3.2 主要的數學模型
鋼板因為輻射損失的熱量,主要考慮其上下表面向周圍環境輻射引起的熱量損失,可以用如下方程來表示:

其中:εplece——鋼板輻射系數,又稱黑度 (ε﹤ 1);
Tsurround——周圍環境的絕對溫度;
Tsurf——鋼板的表面絕對溫度;
Fplece——鋼板的表面積;
σ——指斯蒂芬—玻爾茲曼常數;
Δτ——散熱時間。
鋼板和冷卻水接觸造成的熱量損失是通過鋼板上下表面冷卻水的強迫對流傳熱造成的,假設鋼板所有的熱量損失全部轉移到了冷卻水中,則損失的熱量可以由以下熱量對流方程計算:

其中:Tsurf——鋼板的溫度;
Tw——冷卻水的溫度;
Fplece——鋼板的表面積;
αH——強迫對流交換系數;
Δτ——鋼板接觸冷卻水時間。
鋼板軋制過程中發生塑性變形,產生塑性變形熱,塑性變形熱可以由以下方程計算:

其中:η——吸收率,即變性熱轉化為軋件發熱部分占總變形熱的百分比;
pc——冷卻水的溫度;
V——體積;
Jl——熱功當量。
2.3.3 模型的基本控制策略
精軋溫度控制模型不同于一般的設定模型,它不僅僅計算設定,然后根據數據反饋進行自適應學習,而且承擔著板帶全長溫度控制的功能,需要在板帶全長溫度控制過程中實時反饋控制,這必然要求該模型具備相應的處理機制,1780 mm終軋溫度控制模型采用如圖 1所示的人物處理機制,完成頭部和全長的溫度控制。
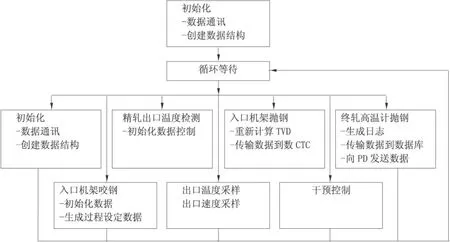
圖1 終軋溫度控制人物框圖
3 精軋控溫控軋系統的應用
3.1 精軋冷卻水的參數、分布情況及流量控制的實現
安鋼 1780 mm熱連軋精軋軋機冷卻水包括兩大水系統,一個低壓 0.4 MPa(DC2)和一個高壓1.0 MPa(DC3)直接冷卻水系統,各路冷卻水供水總管上設置冷卻水壓力調節裝置,自勵調節實現管路水的恒壓控制,壓力檢測裝置檢測水壓。精軋冷卻水系統檢測和控制流程如圖 2所示,流程圖比較清晰地表示了各冷卻水的分布情況和基本控制參數。
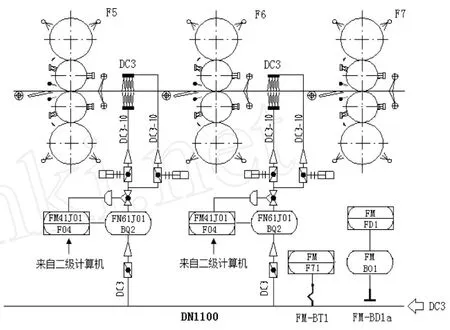
圖2 精軋冷卻系統 F5-F7檢測和控制流程
由圖 2可以看出,機機架間冷卻、工作輥冷卻和帶鋼噴淋等由高壓系統供水,其他冷卻水采用低壓水。其中,機架間帶鋼冷卻水,水量調節范圍 88 m3/h~350 m3/h,整個工作范圍內連續調節水量,水量檢測精度:0.25%。精軋冷卻水中工作輥、機架間冷卻水水量可調節,該冷卻水配套有一個閥門位置控制回路實現閥位,自動化控制系統根據流量設定生成模擬閥門開度基準值被轉換成為啟動驅動信號,通過位置傳感器探測實際閥門開度位置,位置、流量雙閉環調節實現流量控制。工作輥冷卻水在軋制期間長開,根據軋制情況調節流量。機架間冷卻水軋制過程中,開關閥打開冷卻帶鋼,軋制間隙開關閥關閉切斷冷卻水。為實現冷卻水流量的快速和高精度調節,控制系統根據調節閥門流量曲線圖可以生成一個近似的流量值,提高水量控制的速度和精度,流量曲線可在調試期間進行調整。
3.2 終軋溫度控制模型的應用
安鋼 1780 mm熱連軋生產線使用的精軋溫度模型,是由 T M-GE提供的 FTC(Finish Temperature Control)終軋溫度控制模型。該模型分為 FTC-1和 FTC-2兩種控制模式。其中 FTC-1是固定精軋機冷卻設備出水量,以速度為控制手段達到目標終軋溫度的策略;FTC-2是進行固定的高加速,以精軋機架間出水量的改變為控制手段達到目標終軋溫度的策略。FTC模型擁有三個模型表,包括了不同鋼種不同規格的最大加速率、減速率、自學習值等參數,模型人員根據實際生產反饋數據對這些參數進行優化和調節。T M-GE的 FTC模型提供了 9個噴水代碼供模型人員進行 配置,每個代碼都可以配置一組噴水模式。根據不同的鋼種和規格可以選擇不同的精軋機架間冷卻水噴水組合。
4 控制系統應用效果
安鋼 1780 mm熱連軋于 2007年 6月順利投產,該冷卻水系統在調試和生產過程中完全滿足使用要求 (溫度控制偏差在 ±15℃以內),終軋溫度控制水平和精度位列同類機組前茅,經統計:2009年安鋼1780 mm熱連軋終軋溫度全年指標達到 98.98%。
作為衡量 1780 mm熱連軋生產線鋼卷產品質量的重要指標之一,高指標的終軋溫度控制水平,使帶鋼得到了很好的金相組織和力學性能,提高軋制速度使帶鋼通板性能均勻,除鱗水的投用大大提高了帶鋼表面質量,保證了鋼卷產品質量。由于精軋控制系統的投用大大提高了帶鋼的軋制速度,因此縮短了軋件的軋制時間,提高了軋制節奏增加產量。終軋溫度控制系統的投用對關鍵產品的開發提供了很大幫助,有利于品種鋼的相變控制、細化晶粒,保證產品質量。目前與終軋溫度控制相關的所有指標均已通過考核與驗收,為安鋼取得了良好的社會及經濟效益。
[1] 孫一康.帶鋼熱連軋的模型與控制.北京:冶金工業出版社,2002:105-114.
DESIGN AND APPL ICATION ON FINISHING TEM PERATURE CONTROL SYSTEM OF 1780mm M ILL
Li Yajie Xu Bin Li Yanfang Wang Xinyan
(Anyang Iron&Steel Stock Co.,Ltd)
Thermo mechanical control processwas commonly used in high quality coil and plate’s production,performance of productwas directly influenced by the precision of quench controlmodel.The composing and basic parameter ofAnyang 1780 mm HS M finishing temperature control system were briefly introduced.Also it introduced the design and application of the finishing temperature model control system.
finishing temperature finishing temperature model whole length temperature control
*
:2010—5—6
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
