提高數控加工精度方法的研究
2010-10-30 09:09:08福建呂明霞
職業技術 2010年5期
關鍵詞:測量
福建 呂明霞
提高數控加工精度方法的研究
福建 呂明霞
數控機床在職業院校實訓場所和相應機械加工企業中的應用越來越廣泛,對于數控機床加工的精度要求也越來越高,筆者對影響數控加工精度的因素進行了多方位分析,并在此基礎上對提高數控機床加工精度常見的方法進行了詳細的闡述。對于正確選擇和應用數控機床有一定的指導作用。
數控機床;加工精度
前言
隨著制造業的發展,數控機床在工業中的應用已越來越廣泛,但與普通機床一樣也存在著加工誤差。誤差不僅在加工過程中由于機床的精度而形成,而且還受控制器插補精度、反向偏差、定位精度和重復定位精度、工藝措施、程序編制等因素的影響。我們可以通過采取適當的措施,來減小這些誤差,并提高機床的加工精度,更好地保證零件的加工質量。
一、插補精度
1.插補誤差
插補就是根據零件輪廓的形狀,在已知的特點之間插入一些中間點的過程,以此來協調各控制軸的運動軌跡。在插補過程中,由于插入的中間點經常處在理論輪廓之外,而導致加工出的實際輪廓與理論輪廓不一致,由此產生插補誤差。
2.減小插補誤差的措施
用減小插補間距來減小近似運算的誤差。插補誤差是由許多因素決定的,有些因素是硬件方面的,例如:機床的分辨率太小等。有些則是軟件方面的。硬件上則可選擇精度高的數控系統、控制單元和伺服電動機;軟件上則可通過改變插補的形式及運算方法加以控制。
二、反向偏差和定位精度
數控機床的位置標準通常指各數控軸的反向偏差和定位精度,對于這二者的測定和補償是提高加工精度的必要途徑。
1.反向偏差
在數控機床上,由于各坐標軸進給傳動鏈上傳動副的反向間隙等誤差的存在,造成各坐標軸在由正向運動轉為反向運動時形成反向偏差,通常也稱反向間隙或失動量。反向偏差會影響到機床的定位精度和重復定位精度。
(1)反向偏差的測定
在所測坐標軸的行程內,預先向正向或反向移動一段距離并以此停止位置為基準,再在同一方向給予一定移動指令值,使之移動一段距離,然后再往相反方向移動相同的距離,測量停止位置與基準位置之差。在靠近行程的中點及兩端的三個位置分別進行多次測定(一般為七次),求出各個位置上的平均值,以所得平均值中的最大值為反向偏差測量值。測量直線運動軸的反向偏差時,測量工具通常采有千分表或百分表,若條件允許,可使用雙頻激光干涉儀進行測量。
(2)反向偏差的補償
一般的數控機床,通常數控裝置內存中設有若干個參數地址,專供存儲各軸的反向間隙值。當機床的某個軸被指令改變運動方向時,數控裝置會自動讀取該軸的反向間隙值,對坐標位移指令值進行補償、修正,使機床準確地定位在指令位置上,消除或減小反向偏差對機床精度的不利影響。圖1為GSK928TC反向間隙補償參數列表,將所測得的Z、X軸反向間隙誤差,存入P07、P08兩個補償參數中,重新上電即可。
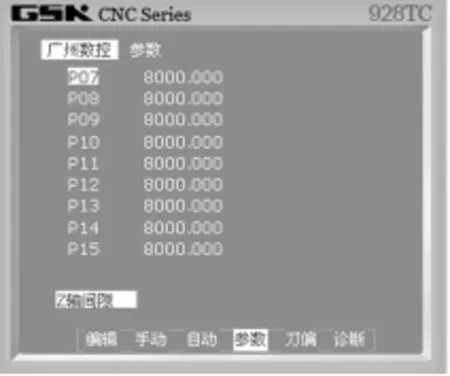
圖1GSK928TC反向間隙補償
2.定位精度
定位精度是指所測量的機床運動部件在數控系統控制下運動所能達到的位置精度,它與機床的幾何精度共同對機床切削精度產生重要的影響。
(1)定位精度的測定
目前多采用雙頻激光干涉儀對機床檢測和處理分析,利用激光干涉測量原理,以激光實時波長為測量基準,所以提高了測試精度及增強了適用范圍。檢測方法如下:
①安裝雙頻激光干涉儀;
②在需要測量的機床坐標軸方向上安裝光學測量裝置(如圖2);

圖2 軸方向光學測量裝置的安裝
③調整激光頭,使測量軸線與機床移動軸線共線或平行,即將光路預調準直;
④待激光預熱后輸入測量參數;
⑤按規定的測量程序對運動機床進行測量;
⑥數據處理及結果輸出。
(2)定位精度的補償
若通過RS232接口將計算機與機床CNC控制器聯接起來,用自動校準軟件控制激光干涉儀與數控機床同步工作,實現對數控機床定位精度的自動檢測及自動螺距誤差補償(如圖3),其補償方法如下:備份CNC控制系統中的已有補償參數:由計算機產生進行逐點定位精度測量的機床CNC程序,并傳送給CNC系統;自動測量各點的定位誤差:根據指定的補償點產生一組新的補償參數,并傳送給CNC系統,螺距自動補償完成;重復進行精度驗證。
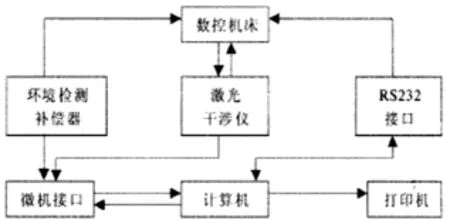
圖3 數控機床精度測試和補償系統框圖
采用以上方法對機床各坐標軸的定位精度進行準確測量和補償,可以很好地減小或消除機床誤差對機床精度的不利影響,提高機床的定位精度,使機床處于最佳精度狀態,從而保證零件的加工質置。
三、編程注意事項
程序可以由手工編制,也可以由計算機編程軟件自動編程。各數控系統的編程方法均大同小異,但計算機執行程序是機械的,對于經濟型數控系統,其加工能力相對較低。所以其程序必須通過精心編制,以提高其加工精度。
1.盡量用絕對方式編程,可減小數控系統的累積誤差
絕對方式編程以某一固定點 (工件坐標原點)為基準,每一段程序和整個加工過程都以此為基準。而增量方式編程,是以前一點為基準,連續執行多段程序必然產生累積誤差。
2.插入回參考點指令
機床回參考點時,會使各坐標清零,這樣便消除了數控系統運算的累積誤差。在較長的程序中適當插入回參考點指令有益于保證加工精度。有換刀要求時,可回參考點換刀,這樣一舉兩得。
四、合理加工路線提高加工精度
合適的加工路線是提高加工精度的重要保障,刀具的切向切入和切向切出是始終要堅持的一個原則。另外,在鉆孔、鏜扎時要正確考慮刀具的引入長度和超出長度,特別是在數控車床上車削螺紋時,要有合適大小的引入長度和超出長度,這樣才能避免在進給機構加速或減速階段進行切削,保證主軸轉速和螺距之間的速比關系。
五、結束語
影響數控機床加工精度的因素主要存在于電氣和機械甚至編程和工藝措施上。但只要我們充分利用各種監測、測量儀器,結合多種學科知識,從多方面綜合考慮分析,經過深入的檢查、分析,應用軟件補償、工藝編程、機械調整等措施還是可以保證數控機床的精度的。
福建省廈門技師學院)
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
