葉片鍛模曲面數控加工程序編制
2010-09-29 12:17:32郭建燁李景奎
制造技術與機床 2010年2期
于 超 郭建燁 李景奎
(沈陽航空工業學院,遼寧沈陽 110136)
1 鍛模曲面
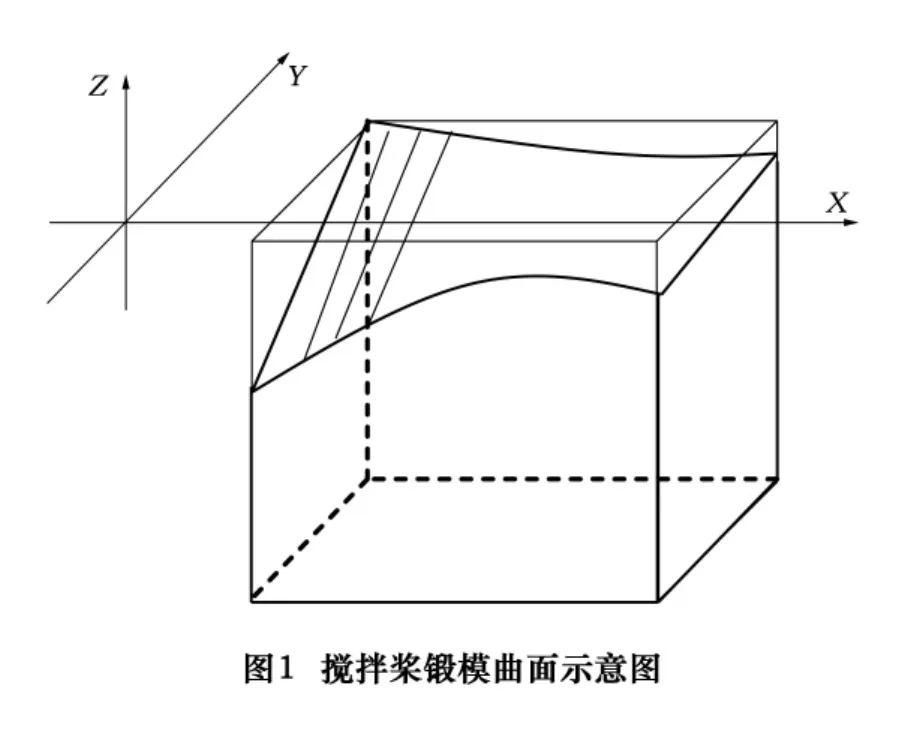
圖1為加工某設備攪拌槳葉片型面的鍛模曲面示意圖,曲面方程為z=ay/x,其中a=42.5/π =13.535,加工范圍x∈[30,108],y∈[-30,30]。工件材料為Cr12,單件生產。
用XA5032AK數控銑床加工曲面,在加工曲面之前,上表面已加工完畢。選用半徑為5 mm的球頭銑刀,3軸加工。
2 工藝處理
由于是單件生產,工件裝夾在銑床用平口臺虎鉗上。
2.1 確定編程原點
工件坐標系如圖1所示。用試切法對刀,工件毛坯如圖1細線所示,以毛坯上表面左側棱邊中心為對刀點。對刀方法如下:用球頭銑刀的圓周刃分別試切毛坯的前面和后面,得到的兩個y坐標取平均值即為對刀點在機床坐標系中的y坐標值;用球頭銑刀的圓周刃試切毛坯左側面,得到的x坐標值加上銑刀半徑即為對刀點在機床坐標系中的x坐標值;用銑刀球頭試切毛坯上表面得到的z坐標值(球心為刀位點)即為對刀點在機床坐標系中的z坐標值;至此,對刀點在機床坐標系中的坐標值為已知數。現在假設曲面的最高點(X30,Y30,Z13.535)與毛坯上表面等高(如圖 1 所示),如果將刀具移動到對刀點上方10 mm處,則設置工件坐標系指令為G92 X30.Y0 Z23.535。需要注意的是,加工過程是逐層切削的,要搞清起刀點z向距上表面高度值與切削深度的關系。
2.2 確定加工方法和走刀路線
刀具選用半徑為5 mm的整體硬質合金球頭立銑刀,刀具型號為 F4AL1000ADN30(齒數 4,直徑 10 mm,直柄,螺旋角30°)。主軸轉速選擇2 000 r/min(圓周最大切削速度約為63 m/min),進給速度為200 mm/min(每轉進給量為0.1 mm/r)。
由曲面方程可知,當x為一定值時,z與y是線性函數關系。為了編程方便,行循環選在x軸方向,考慮到加工后的表面粗糙度,精銑時行距選為0.5 mm,步長選為1 mm。首先令x=30(第1行),考慮到切入段,刀具要避讓開工件,y取-37。這樣切入點(第1個節點)為(X30,Y-37),y坐標依次增加步長直到37,第一行切削完畢,抬刀,回到第一行起點(第1個節點)的上方。x坐標加一個行距,切削第2行,以此類推,依次銑削完整個曲面。對于每一行都是從y的負值處開始向正值方向銑削,是為了每一行都是順銑。
3 數學處理
三坐標聯動加工曲面,不能使用刀偏指令,要用球心軌跡編程。球頭刀的中心要落在上述各個節點處曲面的法線上,并且與該節點距離為球頭半徑5 mm。由空間解析幾何與向量代數可知,在各個節點處球頭刀中心點坐標值可以通過該點的法向量方向余弦求出。計算過程如下:
曲面方程為

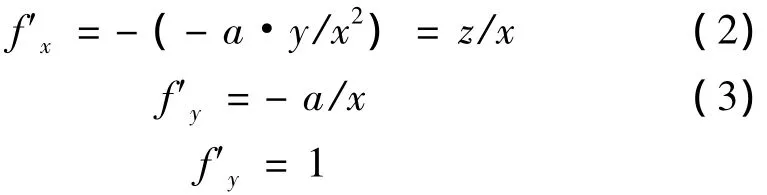
式(1)分別對x、y、z求一階偏導數得:
法矢量的模為

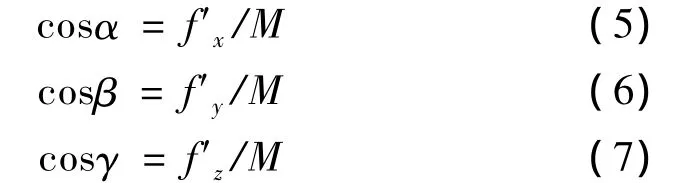
法矢量的方向余弦為
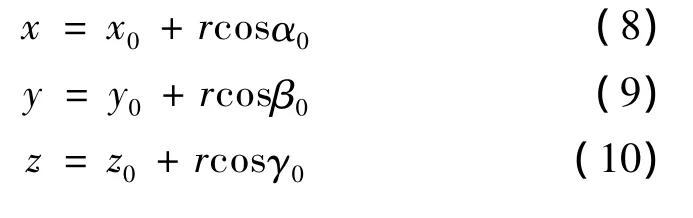
設r為球頭銑刀半徑值,x0、y0、z0為曲面上一個節點的坐標值,則與該點對應的球刀中心坐標值為
4 編制程序
在三坐標聯動行切中,在同一行上,每次增加一個步長得到下一個節點,一行加工完成后,增加一個行距得到下一行,按公式可計算每個節點坐標值,所以,可以應用宏指令中的計算功能和循環功能編程。加工程序如下:

在程序中,變量#30為球頭刀半徑;#1、#2、#3分別表示曲面節點坐標值;#4、#5表示該節點的X、Y一階導數,Z一階導數為1;#6為該節點處法矢量的模;#7、#8、#9為該節點處法矢量的X、Y、Z方向余弦;#10、#11、#12為該節點對應的球頭刀中心的坐標值。
循環1為行循環(X軸方向),由30到108,每次增加0.5;循環2為步循環(Y軸方向),由-37到37,步長為1。
5 結語
用上述程序加工出的模具表面完全符合設計要求。
1 楊有君.數字控制技術與數控機床.北京:機械工業出版社,1999.
2 范炳炎.數控加工程序編制(第二版).北京:航空工業出版社,1995.
3 同濟大學數學教研室.高等數學(上冊).北京:人民教育出版社,1981.
4 王先逵.機械加工工藝手冊.北京:機械工業出版社,2007.
