基于Multi-agent的曲軸隨動(dòng)磨削參數(shù)智能決策系統(tǒng)
2010-08-07 02:29:08沈南燕何永義
制造技術(shù)與機(jī)床 2010年2期
關(guān)鍵詞:模型
沈南燕 李 靜 何永義
(上海大學(xué)CIMS&機(jī)器人中心,上海200072)
隨動(dòng)磨削是一種高精度、高效率的曲軸和凸輪軸類零件的加工方法,通過(guò)控制工件的旋轉(zhuǎn)運(yùn)動(dòng)和砂輪的橫向進(jìn)給運(yùn)動(dòng),使砂輪外圓與工件表面輪廓始終相切,實(shí)現(xiàn)異形零件加工。同普通外圓磨相比,隨動(dòng)磨削中影響加工結(jié)果的因素更多,需要決定的磨削參數(shù)也更為繁雜。韓秋實(shí)選取部分凸輪隨動(dòng)磨削條件參數(shù),建立磨削用量和條件參數(shù)之間的神經(jīng)網(wǎng)絡(luò)模型,運(yùn)用BP神經(jīng)網(wǎng)絡(luò)的非線性映射能力求解最佳磨削用量[1]。
目前磨削參數(shù)智能決策研究基本限于內(nèi)、外圓磨削,且都是基于某種人工智能技術(shù)的[2]。對(duì)于隨動(dòng)磨削參數(shù)智能決策這個(gè)復(fù)雜問(wèn)題,理想的解決方案是集合多種人工智能技術(shù),互相取長(zhǎng)補(bǔ)短來(lái)避免僅采用某一技術(shù)所帶來(lái)的局限。本文利用Multi-Agent系統(tǒng)各Agent間的相互調(diào)度、相互合作協(xié)同,解決單個(gè)決策A-gent的知識(shí)、能力難以應(yīng)對(duì)的隨動(dòng)磨削參數(shù)智能決策問(wèn)題。
1 曲軸隨動(dòng)磨削相關(guān)參數(shù)
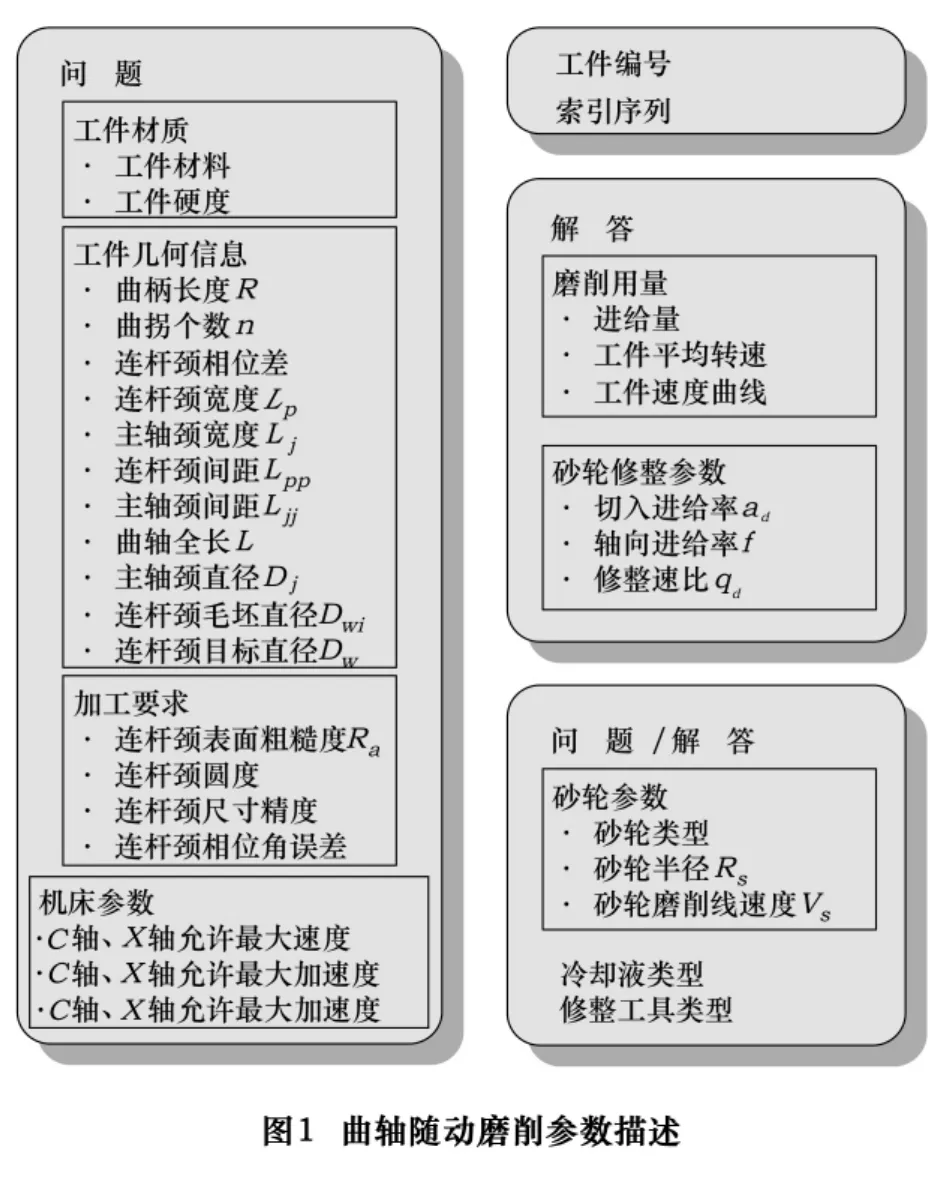
曲軸隨動(dòng)磨削中涉及的參數(shù)主要包括:工件材質(zhì)、工件幾何信息、加工要求、機(jī)床參數(shù)、砂輪參數(shù)、冷卻液和修整工具類型、磨削用量和砂輪修整參數(shù)。
如圖1所示,根據(jù)參數(shù)在決策過(guò)程中的角色,將其劃分成描述決策問(wèn)題的條件參數(shù)和需要決策解答的未知參數(shù)。其中,認(rèn)為工件材質(zhì)、工件幾何信息、加工要求和機(jī)床參數(shù)是描述問(wèn)題的必要參數(shù);磨削用量和砂輪修整參數(shù)是決策解答的必要組成;而砂輪參數(shù)、冷卻液和修整工具類型可給定作為問(wèn)題描述參數(shù),缺省時(shí)也可通過(guò)系統(tǒng)決策解答。
2 基于Multi-agent的參數(shù)決策系統(tǒng)
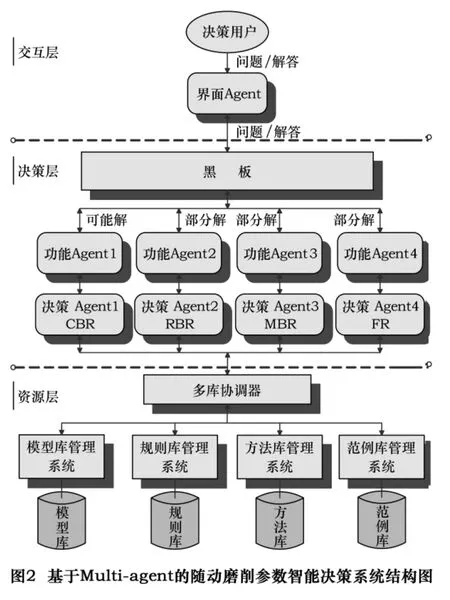
如圖2所示,交互層、智能決策層以及資源層的三層體系構(gòu)成了基于Multi-agent的隨動(dòng)磨削參數(shù)智能決策系統(tǒng)[3]。
2.1 黑板結(jié)構(gòu)
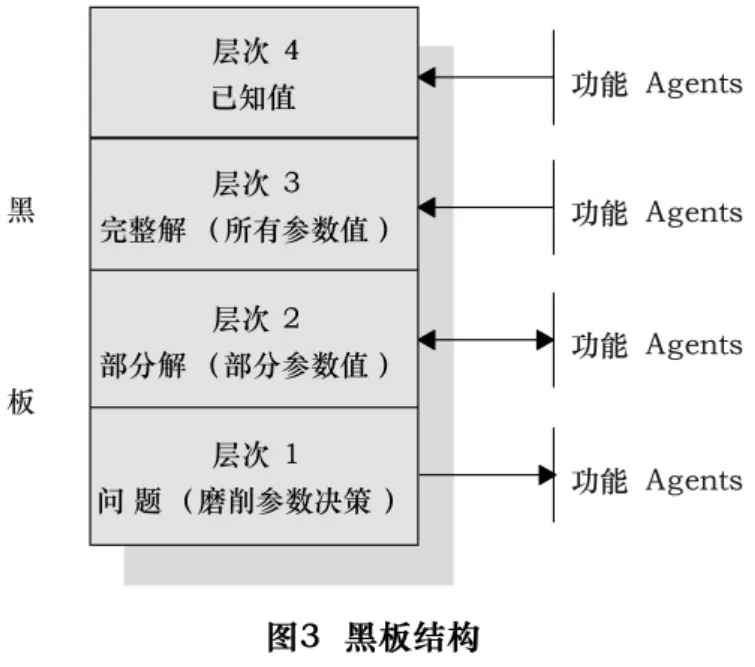
黑板是一個(gè)全局?jǐn)?shù)據(jù)庫(kù),用來(lái)存放原始數(shù)據(jù)、問(wèn)題求解過(guò)程中的部分解及完整解,由圖3所示的四層工作內(nèi)存區(qū)域構(gòu)成。黑板上的信息被劃分成若干層次,不同的層次代表對(duì)問(wèn)題及其解的不同詳細(xì)程度的描述。黑板是各個(gè)決策Agent之間通訊與相互作用的媒介,黑板上的信息由功能Agent來(lái)增加、刪除和修改。
2.2 功能Agent
本系統(tǒng)共有四個(gè)功能Agent,相互獨(dú)立,互相之間不能直接調(diào)用,只能通過(guò)黑板進(jìn)行通訊。各功能Agent對(duì)黑板數(shù)據(jù)平面的變化進(jìn)行監(jiān)督,對(duì)各決策Agent的激活條件和黑板各平面信息進(jìn)行匹配,如果匹配,則進(jìn)一步分析,決定是直接激活相應(yīng)的決策Agent讀取黑板信息完成相應(yīng)的任務(wù)或者是做其它操作。各功能Agent的事件驅(qū)動(dòng)規(guī)則具有統(tǒng)一形式,以表1所示附加子任務(wù)的驅(qū)動(dòng)規(guī)則為例:
當(dāng)黑板上存在未解決的附加子任務(wù)時(shí),服務(wù)于RBR Agent的功能Agent就會(huì)根據(jù)規(guī)則[RBR_DRIVER_1]執(zhí)行相關(guān)動(dòng)作。
2.3 決策Agent
本系統(tǒng)根據(jù)不同的決策方法設(shè)計(jì)了四個(gè)決策A-gent,分別是:CBR(基于范例推理)Agent、RBR(基于規(guī)則推理)Agent、MBR(基于模型推理)Agent以及FR(模糊推理)Agent。每個(gè)決策Agent在某個(gè)領(lǐng)域有解決問(wèn)題的知識(shí)和技能,在功能Agent的控制和監(jiān)督下,通過(guò)相互間的協(xié)調(diào)合作,解決曲軸隨動(dòng)磨削參數(shù)決策問(wèn)題。
2.4 資源層
資源層包含模型庫(kù)、規(guī)則庫(kù)、范例庫(kù)和方法庫(kù)及其各自的管理系統(tǒng),并通過(guò)多庫(kù)協(xié)同器對(duì)各庫(kù)進(jìn)行總控調(diào)度、通信聯(lián)絡(luò),實(shí)現(xiàn)對(duì)各庫(kù)的管理及資源共享。其中模型庫(kù)是各種模型的集合,包括曲軸隨動(dòng)磨削運(yùn)動(dòng)模型,磨削力、表面粗糙度模型以及曲軸旋轉(zhuǎn)速度曲線優(yōu)化模型等;規(guī)則庫(kù)主要用來(lái)存放具有很強(qiáng)結(jié)構(gòu)性、特別適合描述前提和結(jié)論的因果關(guān)系和非解析映射關(guān)系的產(chǎn)生式規(guī)則;范例庫(kù)將獲得的曲軸非圓磨削原始數(shù)據(jù),按照決策要求重新組織,形成標(biāo)準(zhǔn)的磨削參數(shù)范例(如圖1所示),并生成相應(yīng)的索引序列;方法庫(kù)是方法的匯集,主要為模型求解提供算法基礎(chǔ)和方法支持。
2.5 決策系統(tǒng)控制策略
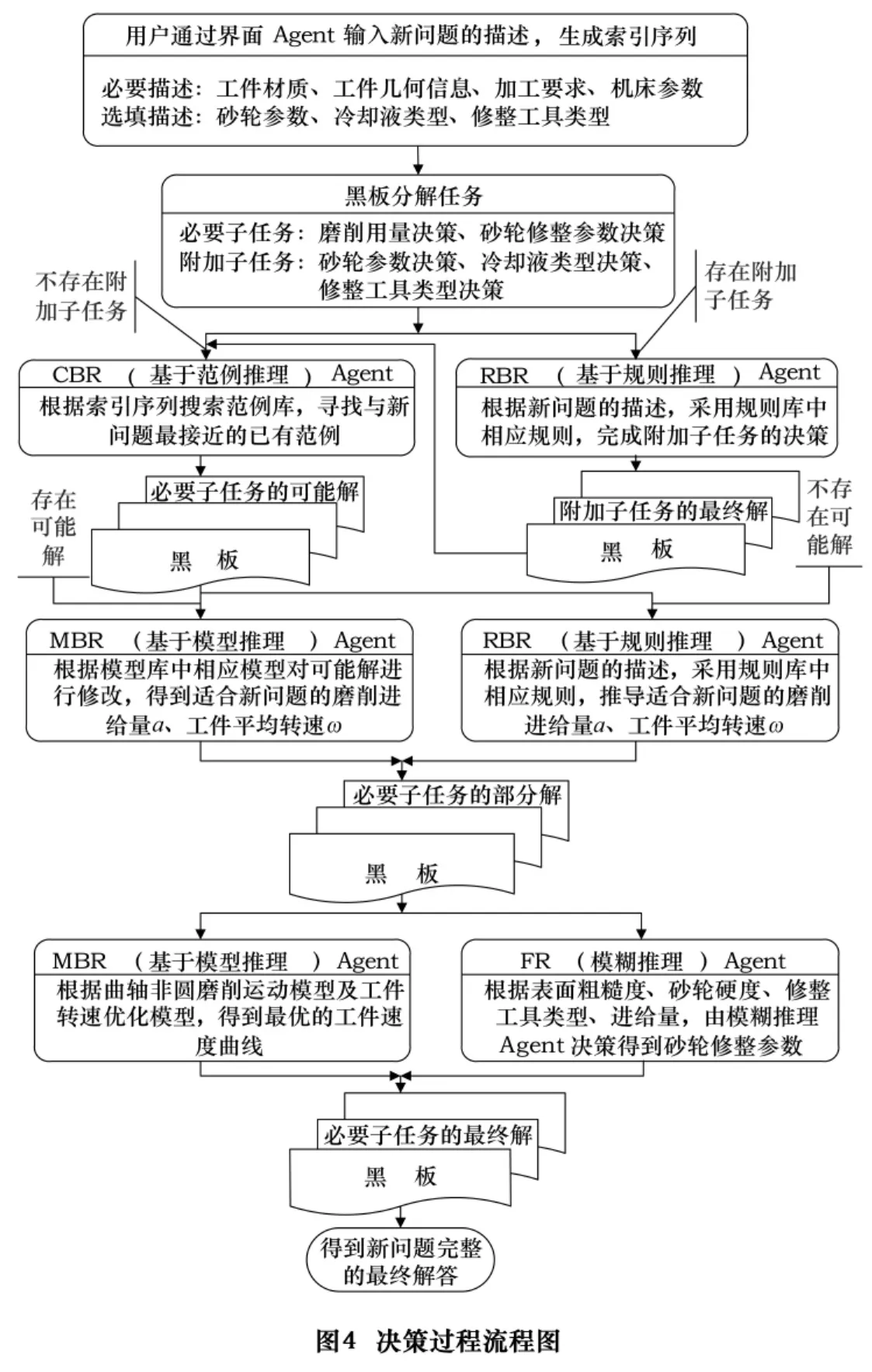
曲軸隨動(dòng)磨削參數(shù)決策系統(tǒng)的控制流程如圖4。
(1)決策者和界面Agent進(jìn)行交互,輸入隨動(dòng)磨削決策新問(wèn)題的必要描述和選填描述。
(2)在決策者的參與下,黑板把參數(shù)決策問(wèn)題分解為必要子問(wèn)題(磨削用量以及砂輪修整參數(shù)決策)和附加子問(wèn)題(冷卻液、修整工具類型以及砂輪參數(shù)決策)。
(3)各功能Agent監(jiān)督黑板各平面的信息:
如果存在附加子任務(wù),功能Agent 2激活RBR A-gent,根據(jù)新問(wèn)題的必要描述,通過(guò)規(guī)則推理出附加子問(wèn)題的解答,并改變黑板上相關(guān)信息;
如果不存在附加子任務(wù),功能Agent 1激活CBR Agent,根據(jù)索引序列搜索范例庫(kù),尋找與新問(wèn)題最接近的已有范例,得到進(jìn)給量a和工件平均轉(zhuǎn)速ω的可能解,并改變黑板上有關(guān)信息;
如果存在可能解,功能Agent 3激活 MBR Agent,根據(jù)模型庫(kù)中相應(yīng)模型修改可能解,得到適合新問(wèn)題的磨削進(jìn)給量a、工件平均轉(zhuǎn)速ω,并改變黑板上有關(guān)信息;
如果不存在可能解,功能Agent 2激活RBR Agent,根據(jù)新問(wèn)題的描述,推導(dǎo)適合新問(wèn)題的磨削進(jìn)給量a、工件平均轉(zhuǎn)速ω,并改變黑板上有關(guān)信息;
如果存在工件平均轉(zhuǎn)速ω,功能Agent3激活MBR Agent,根據(jù)曲軸非圓磨削運(yùn)動(dòng)模型及工件轉(zhuǎn)速優(yōu)化模型等,得到最優(yōu)的工件速度時(shí)變曲線,并改變黑板上有關(guān)信息;
如果存在磨削進(jìn)給量a,功能Agent 4激活FR Agent,根據(jù)表面粗糙度、砂輪硬度、修整工具類型、進(jìn)給量a,由模糊推理得到砂輪修整參數(shù),并改變黑板上有關(guān)信息。
(4)黑板合成各決策Agent的決策結(jié)果,形成完整的曲軸隨動(dòng)磨削參數(shù)決策方案。
3 CBR(基于范例推理)Agent[4]
CBR(基于范例推理)Agent利用范例庫(kù)中的成功范例,為相近零件的磨削參數(shù)提供決策參考。范例庫(kù)的存在使得CBR決策Agent具有自學(xué)習(xí)的能力。一個(gè)范例由問(wèn)題、解答以及索引序列(如圖1所示)三個(gè)主要部分組成。
索引序列利用一組關(guān)鍵字和數(shù)值來(lái)描述問(wèn)題的關(guān)鍵特征,采用指數(shù)化的方法來(lái)衡量、判斷各個(gè)范例間的相似性。表2列出了曲軸隨動(dòng)磨削中,對(duì)磨削用量決策有重要影響的特征參數(shù),其重要程度由表中權(quán)值表示。以表2中特征參數(shù)值為例,則該問(wèn)題的索引序列可以表示為Index=(P1,P2,…,P11)=(HS,CBN,67.5,76,600,100,0.32,6,25,1,5)。
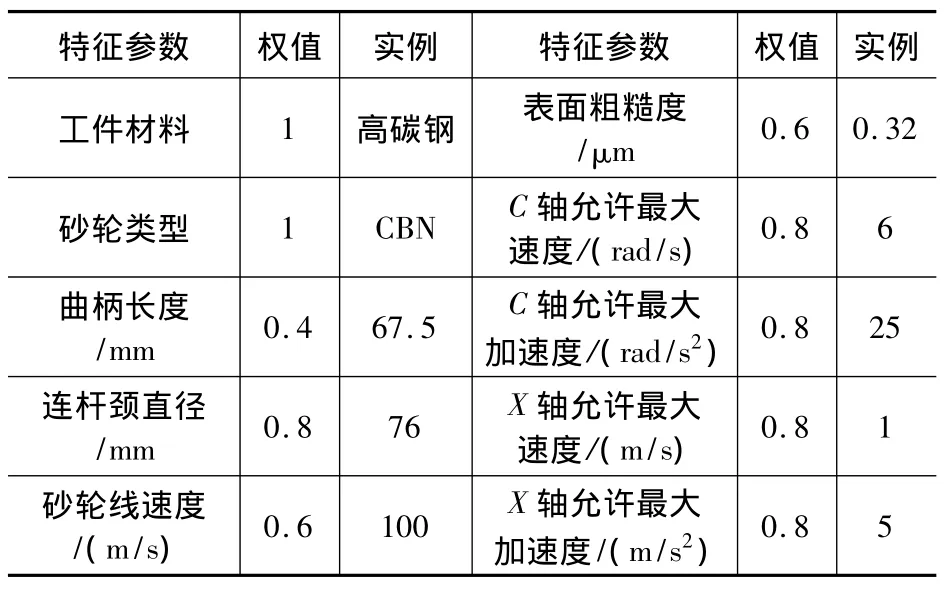
表2 特征參數(shù)值
范例與新問(wèn)題的相似程度可以由公式(1)表達(dá)。
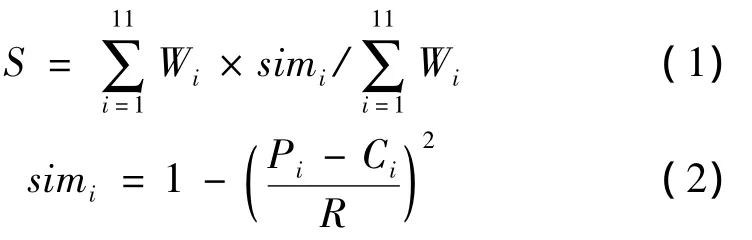
其中,除了工件材料和砂輪類型兩個(gè)特征參數(shù)是當(dāng)材料和類型完全一致時(shí),simi才能取1。其余特征參數(shù)的simi定義如公式(2),Pi和Ci分別是新問(wèn)題和范例中第i項(xiàng)特征參數(shù)的值,R是此特征參數(shù)的取值范圍;Wi是其相應(yīng)的權(quán)值。
CBR Agent搜索范例庫(kù),尋找S值最大的范例(即與新問(wèn)題最接近的范例),將該范例的進(jìn)給量a以及工件平均轉(zhuǎn)速ω作為新問(wèn)題的可能解通過(guò)功能Agent 1寫(xiě)到黑板上。但是如果S的最大值小于0.5,就認(rèn)為不存在與新問(wèn)題相似的范例,CBR Agent決策失敗。
4 RBR(基于規(guī)則推理)Agent
RBR(基于規(guī)則推理)Agent用模式匹配技術(shù)尋找合適的產(chǎn)生式,如果已知的條件參數(shù)使某個(gè)產(chǎn)生式前提為真,則這個(gè)產(chǎn)生規(guī)則可以作用在這個(gè)新問(wèn)題上,即規(guī)則被激活,從而推導(dǎo)出有待決策的未知參數(shù)。
規(guī)則主要來(lái)源于經(jīng)驗(yàn)判斷、對(duì)磨削手冊(cè)和相關(guān)文獻(xiàn)內(nèi)容的收集整理。每條規(guī)則的基本形式為:IF(條件)THEN(結(jié)論)。例如:
IF 連桿頸直徑Dw≤140 mm
AND 曲柄長(zhǎng)度R≤130 mm
AND 主軸頸直徑Dj≤300 mm
THEN 砂輪選擇:CBN
AND 冷卻液選擇:磨削油
AND 修整工具選擇:單點(diǎn)金剛石修整筆
AND 砂輪直徑 Ds∈[500 mm,900 mm]
AND 砂輪線速度 Vs∈[100 m/s,120 m/s]
本系統(tǒng)中的RBR Agent主要用于附加子問(wèn)題中冷卻液、修整工具類型以及砂輪參數(shù)的決策;另外,當(dāng)范例庫(kù)的資源不夠充足時(shí),CBR Agent決策可能失敗,它還要負(fù)責(zé)磨削進(jìn)給量a、工件平均轉(zhuǎn)速ω的決策任務(wù)。
5 MBR(基于模型推理)Agent
MBR(基于模型推理)Agent主要根據(jù)存儲(chǔ)在模型庫(kù)中的模型進(jìn)行隨動(dòng)磨削參數(shù)選取和優(yōu)化工作。
一方面,在磨削運(yùn)動(dòng)學(xué)模型基礎(chǔ)上,MBR Agent遵循保持平均磨削層長(zhǎng)厚比、當(dāng)量磨削層厚度不變的原則修改可能解[5]。當(dāng)工件直徑、砂輪直徑、砂輪線速度由近似范例中的 Dwo、Dso、Vso變?yōu)樾聠?wèn)題中的 Dwn、Dsn、Vsn時(shí),適合新問(wèn)題的工件平均轉(zhuǎn)速由 ωo變?yōu)?ωn,則有

磨削進(jìn)給量由ao變?yōu)閍n,則有

另一方面,MBR Agent還要根據(jù)曲軸非圓磨削運(yùn)動(dòng)模型及工件轉(zhuǎn)速優(yōu)化模型,得到最優(yōu)的工件速度時(shí)變曲線:

其中,a1,a2,…,an為待優(yōu)化的參數(shù),也是確定工件轉(zhuǎn)速曲線的參數(shù)。通過(guò)使目標(biāo)函數(shù)F(a1,a2,…,an)最小化(即,使影響磨削加工精度的消極因素最小化)[6],來(lái)尋找由 a1,a2,…,an表述的最優(yōu)轉(zhuǎn)速時(shí)變曲線,從而提高曲軸隨動(dòng)磨削精度。
6 FR(模糊推理)Agent
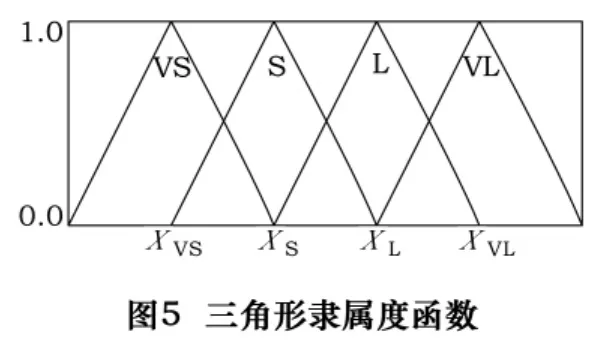
針對(duì)砂輪在線修整最常用的兩種工具:單粒金剛石修整筆和金剛石滾輪,分別設(shè)計(jì)了兩個(gè)模糊推理系統(tǒng)用來(lái)選取相應(yīng)的修整參數(shù)。系統(tǒng)有三個(gè)輸入量:表面粗糙度Ra、進(jìn)給量a以及砂輪硬度Hs。其中前兩項(xiàng)是精確數(shù)字量,將其模糊劃分為VS、S、L、VL四個(gè)等級(jí),它們的隸屬度函數(shù)如圖5所示。而砂輪硬度直接用模糊量表示,無(wú)需模糊化。
使用滾輪修整需要決策的參數(shù)有砂輪每轉(zhuǎn)切入進(jìn)給率ad、軸向進(jìn)給率fd及修整速比qd,使用修整筆則只需前兩項(xiàng)參數(shù)。以金剛滾輪修整器為例,表3列舉了相關(guān)參數(shù)使各隸屬度函數(shù)值為1.0時(shí)的精確數(shù)值。
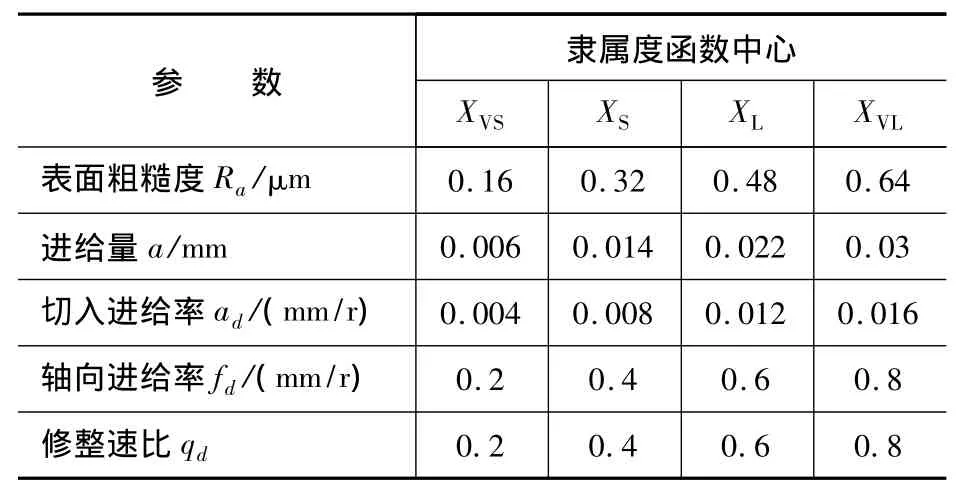
表3 相關(guān)參數(shù)的精確數(shù)值
FR Agent的模糊規(guī)則具有如下形式:
IF(Ra=VL)AND(a=VL)AND(Hs=S)
THEN(ad=S)AND(fd=L)AND(qd=VL)
FR Agent將多輸入多輸出轉(zhuǎn)化為多輸入單輸出,并按多規(guī)則模糊推理先推理后聚合原則,用Mamdani方法進(jìn)行模糊推理,最后用重心法對(duì)輸出模糊集去模糊化,就可得到適應(yīng)新問(wèn)題的砂輪修整參數(shù)精確值。
7 結(jié)語(yǔ)
本文采用基于黑板的多Agent技術(shù)構(gòu)建了曲軸隨動(dòng)磨削參數(shù)智能決策系統(tǒng),制定了滿足隨動(dòng)磨削參數(shù)決策要求、系統(tǒng)負(fù)載輕的協(xié)調(diào)控制策略,通過(guò)四種推理技術(shù)的協(xié)同,提高了系統(tǒng)利用知識(shí)和自學(xué)的能力,實(shí)現(xiàn)了復(fù)雜隨動(dòng)磨削參數(shù)的智能決策。如何根據(jù)本系統(tǒng)實(shí)際應(yīng)用的反饋信息,更加充分發(fā)揮決策Agent良好的可擴(kuò)展性,并進(jìn)一步優(yōu)化各Agent間的協(xié)調(diào)機(jī)制,以提高系統(tǒng)的整體性能,需要進(jìn)一步研究、完善。
1 王紅軍,韓秋實(shí),李光林.數(shù)控凸輪軸磨床磨削參數(shù)智能化選擇模型研究[J].制造技術(shù)與機(jī)床,2003(11):34~37
2 W.B.Rowe,Y.Li,B.Mills.Application of intelligent CNC in grinding[J].Computers in Industry,1996,31:45-60
3 孫喁喁,黃光球.基于黑板的多Agent智能決策支持系統(tǒng)的研究[J].現(xiàn)代電子技術(shù),2007(20):85~87,93
4 R.Cai,W.B.Rowe,J.L.Moruzzi,et al.Intelligent grinding assistant(IGA)-system development part I intelligent grinding database[J].International Journal of Advanced Manufacture Technology,2007,35:75-85
5 Y.Li,W.B.Rowe,B.Mills.Study and selection of grinding conditions Part 1:grinding conditions and selection strategy.Proceedings of the Institution of Mechanical Engineers,Part B:Journal of Engineering Manufacture,1999,213:119-129
6 李勇,段正澄,胡倫驥.基于粒子群算法的數(shù)控凸輪軸磨削指令優(yōu)化[J].機(jī)械制造,2006,44(8):16 ~19
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(bào)(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(bào)(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
