車載IGBT器件封裝裝片工藝中空洞的失效研究
2010-07-02 05:44:02施建根孫偉鋒景偉平孫海燕高國華
電子與封裝 2010年2期
施建根,孫偉鋒,景偉平,孫海燕,高國華
(1. 東南大學,南京 210096;2. 南通大學,江蘇 南通 226019;3. 南通富士通微電子股份有限公司,江蘇 南通 226006)
1 引言
汽車電子對產品的可靠性和品質要求很高,通常要達到長于汽車本身的壽命。IGBT器件給汽車電子半導體廠家帶來的首要挑戰是熱管理,因此首先要改善功率半導體器件IGBT的封裝工藝[1]。在汽車用IGBT器件的生產工藝中,塑料封裝體內的IGBT器件在工作時有工作溫度高、散熱條件差但功率耗散大等特點,這決定了IGBT器件的高要求封裝過程[2]。
車載IGBT器件利用塑料封裝技術把IGBT芯片封裝在一個小尺寸的特殊TO-220封裝體內。在該封裝中,為了減少接觸電阻和提高散熱性能,IGBT器件通過焊料裝片工藝來實現芯片與引線框架散熱片的連接[3],裝片層中空洞的存在嚴重影響了IGBT器件的質量,導致熱阻過大和散熱性能差等,而這些性能的好壞將直接影響器件的可靠性,如焊料層的老化與分層等,最終導致IGBT器件功能失效。車載IGBT器件的應用環境惡劣,其設計工作環境溫度為-40℃~165℃,并且產品在應用過程中總是處于功率循環中等特點決定了需要盡可能的提高IGBT器件封裝體散熱性能。
本文分析了IGBT器件在TO-220封裝裝片時所產生的空洞的形成機制,建立空洞的熱學模型,采用有限元分析方法分析空洞對其溫度的影響。同時借助工程樣品失效分析結果,研究TO-220封裝的IGBT器件在經過功率循環后,空洞對于IGBT器件性能的影響。最后根據有限元分析和失效分析結果確立空洞尺寸的控制標準。
2 IGBT器件裝片工藝
TO-220封裝結構如圖1所示,其焊料裝片的工藝過程是在無氧環境下,液態焊料分別與金屬引線框架載片臺表面和IGBT芯片背面金屬層相互反應經冷卻后牢固結合在一起[4]。
在裝片過程中,裝片設備的軌道腔體內充滿著氮氫保護氣體,保護銅引線框架不被氧化。首先對引線框架加熱,同時焊料焊絲接近引線框架,固態的焊料迅速融化在熱引線框架的載片臺上,然后用壓膜壓成合適的形狀,最后芯片被放置在液態焊料上,冷卻后實現IGBT芯片與引線框架載片臺的連接。焊料可以是不同金屬的合金,其合金成分決定了裝片工藝溫度和器件的封裝機械性能以及可靠性。

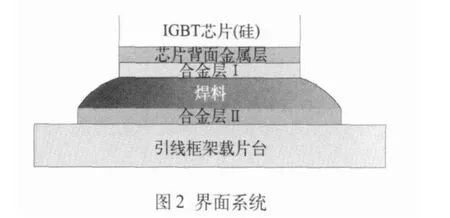
完成裝片工藝后的TO-220的橫截面圖如圖2所示。
與封裝過程中裝片工藝有關的可靠性主要集中在合金層Ⅰ、合金層Ⅱ與焊料層中。在裝片工藝中用到的焊料一般會摻雜有揮發性有機物,引線框架載片臺金屬和IGBT芯片背面金屬層中金屬氧化物的存在及各個物質中極少量雜質的存在,都會在焊料冷卻后導致空洞的形成。摻雜的揮發性有機物的本意是改善焊料的浸潤性,但是如果在受熱過程中沒有完全揮發而殘留在焊料中,會形成空洞。同時,不完全還原的金屬氧化物和雜質在液態熱焊料中聚集也會形成空洞。
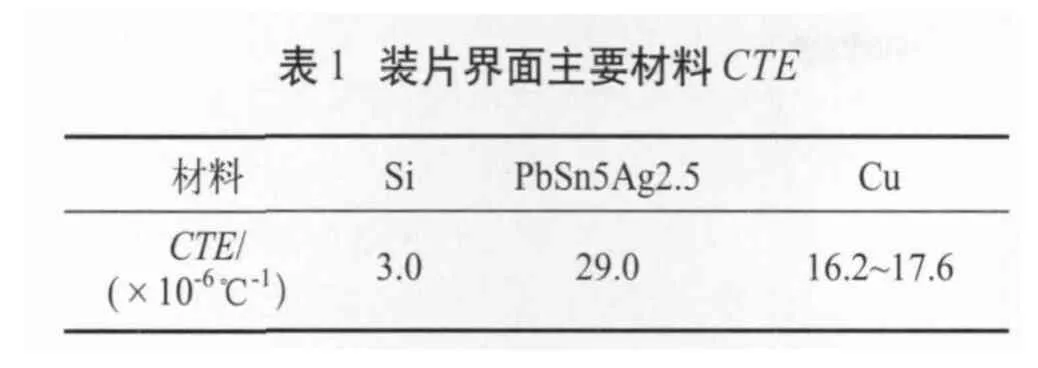
由于車載IGBT器件的應用環境惡劣,并且產品在應用過程中總是處于功率循環中,焊料層界面的溫度膨脹系數(CTE)失配會導致界面的老化,最終導致很小的空洞有擴散和增大的趨勢。由表1可以看出,引線框架載片臺銅的膨脹系數比IGBT芯片的硅大得多,裝片焊料層在整個TO-220封裝體內可以吸收應力,具有緩沖作用。可靠性試驗項目熱沖擊循環可以加速產品老化,在經過多個熱沖擊循環后,焊料裝片層的空洞處就會擴大導致分層,最終導致產品功能失效。如果在IGBT器件封裝時沒有很好地控制好焊料層的空洞,產品在使用過程中經過若干次的功率循環后同樣會導致產品功能失效。
3 IGBT器件封裝熱性能有限元分析
熱阻是IGBT器件眾多封裝特性中最重要的參數,根據JESD51測試標準進行建模分析,獲得單位功率條件下由芯片結面到封裝體所屬環境中的某一固定位置的溫度差值[5]。IGBT TO-220封裝模型的熱阻是決定其散熱性能的參數,其表達式定義如下式:

式(1)中:TJ為工作結溫;TA為環境溫度;P為功耗。對于IGBT TO-220封裝模型,芯片、芯片背面金屬層、合金層Ⅰ、焊料、合金層Ⅱ、引線框架載片臺與塑封料的熱阻都不同。由于芯片背面金屬層、合金層Ⅰ與合金層Ⅱ的厚度與芯片、焊料、引線框架載片臺、塑封料相比可以忽略不計,為了簡化封裝模型,主要考慮芯片、焊料、引線框架與塑封料熱阻的影響。這些材料會儲存熱量,所以在分析瞬態熱分布時熱容也需要考慮:

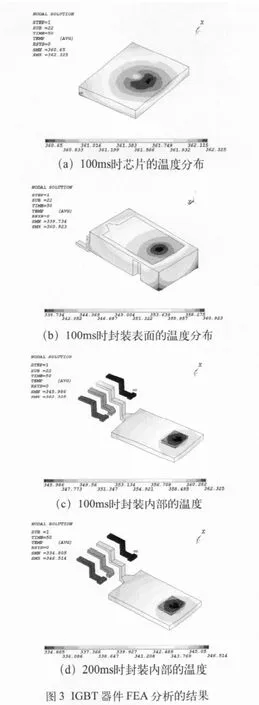
式(2)中:Cθ為熱容,CT為比熱,ρ為材料密度,V為體積。針對圖1所示的IGBT TO-220封裝模型,利用FEA方法建立了熱學模型,分析了溫度的變化與分布,并對比考慮了不同含量空洞時的溫度變化,結果如圖3與圖4所示。
設IGBT器件工作時的功率為5W,環境溫度為25℃,持續工作100ms,在這個工作過程中,IGBT器件溫度的變化和分布通過該模型進行模擬,考慮PCB的影響,其余外界是空氣。當焊料層中有2%大小的單個空洞時,在100ms時,器件的溫度到達極值,其芯片的溫度和這個封裝的溫度如圖3所示。在100ms時,芯片溫度達到最高點89.2℃,而引線框架載片臺、引線框架引線和焊料裝片層的溫度要低,因熱量還沒有及時耗散出;在200ms時,由于沒有新的熱量增加,而散熱足夠,所以芯片溫度和引線框架載片臺的溫度已經一致,只有73.4℃。由圖3的FEA分析結果可以看出,芯片邊緣散熱更容易,溫度比較低;由于TO220封裝所用環氧樹脂的散熱性能很差,散熱通道主要是通過IGBT芯片背部的焊料裝片層和引線框架載片臺,EMC熱阻太大,其散熱能力可忽略不計。在這種工作模式下,IGBT器件內部溫度對于環境溫度能上升64.2℃,在功率消耗更大時,器件隨溫度上升會更高,如果系統散熱性能差,該功率IGBT則會超出其安全工作區,導致損壞。
如果在焊料裝片層中有更大的空洞,由于空洞中氣體的導熱性不好,其溫度上升則會高很多。如圖4所示,在焊料裝片層中,如果空洞的含量占了整個器件體積的10%,在上述同樣的工作模式下,其芯片的最高溫度比沒有空洞高近28.6℃,在器件沒有功耗時也需要更長的時間來耗盡熱量。從圖4中發現,溫度的上升斜率基本相同,但是隨著焊料層中空洞體積的增大,結溫會按一定比例增加,也就是說當焊料層中空洞含量較高時,焊料層熱阻就會增大很多,整個器件的散熱性能下降,造成IGBT器件工作時很多參數溫度漂移或超出其安全工作區域。
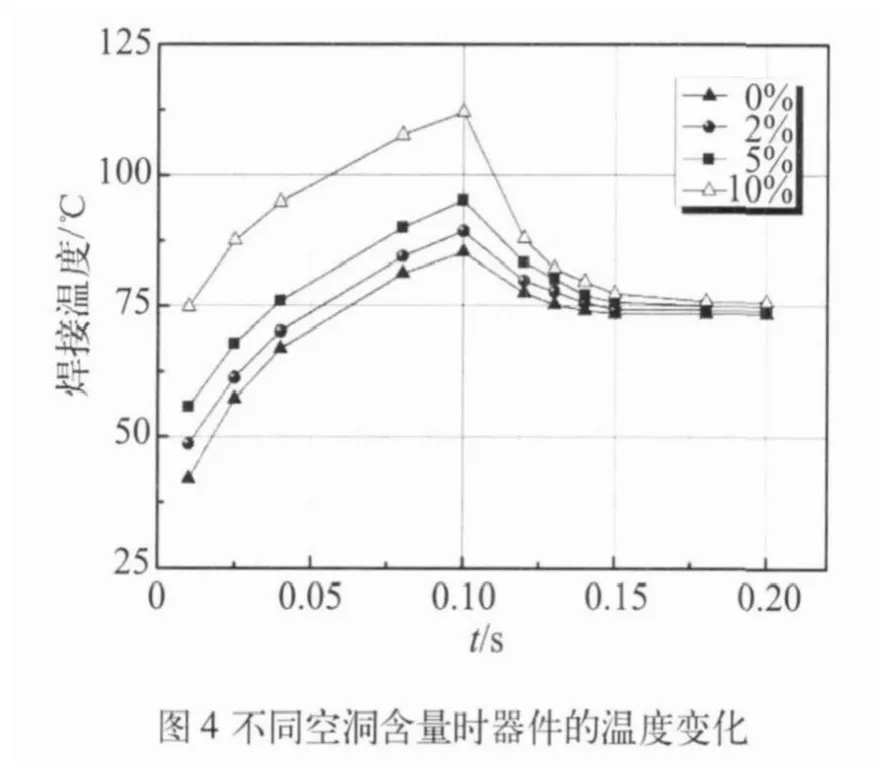
對于IGBT芯片及其封裝材料一定的情況下,應該盡可能控制封裝工藝中裝片時在焊料層中產生的空洞大小,這樣可以盡可能減小焊料層的熱阻,提高整個IGBT器件的熱阻,確保器件工作在安全溫度區域。
4 空洞對車載IGBT器件性能的影響
IGBT器件功率消耗大,并且車載IGBT器件的工作環境溫度高,而IGBT芯片在塑料封裝外形TO-220中主要的散熱途徑是通過IGBT芯片底部的焊料層再到引線框架載片臺再到器件外部環境。當焊料裝片層中單個空洞很大或總的空洞很大時,IGBT器件的機械性能、熱學性能、散熱性能就會隨之下降,并且器件的可靠性也會變差。空洞的增加導致器件的散熱效果變差,在熱沖擊試驗后會導致焊料分層,使IGBT器件功能失效。
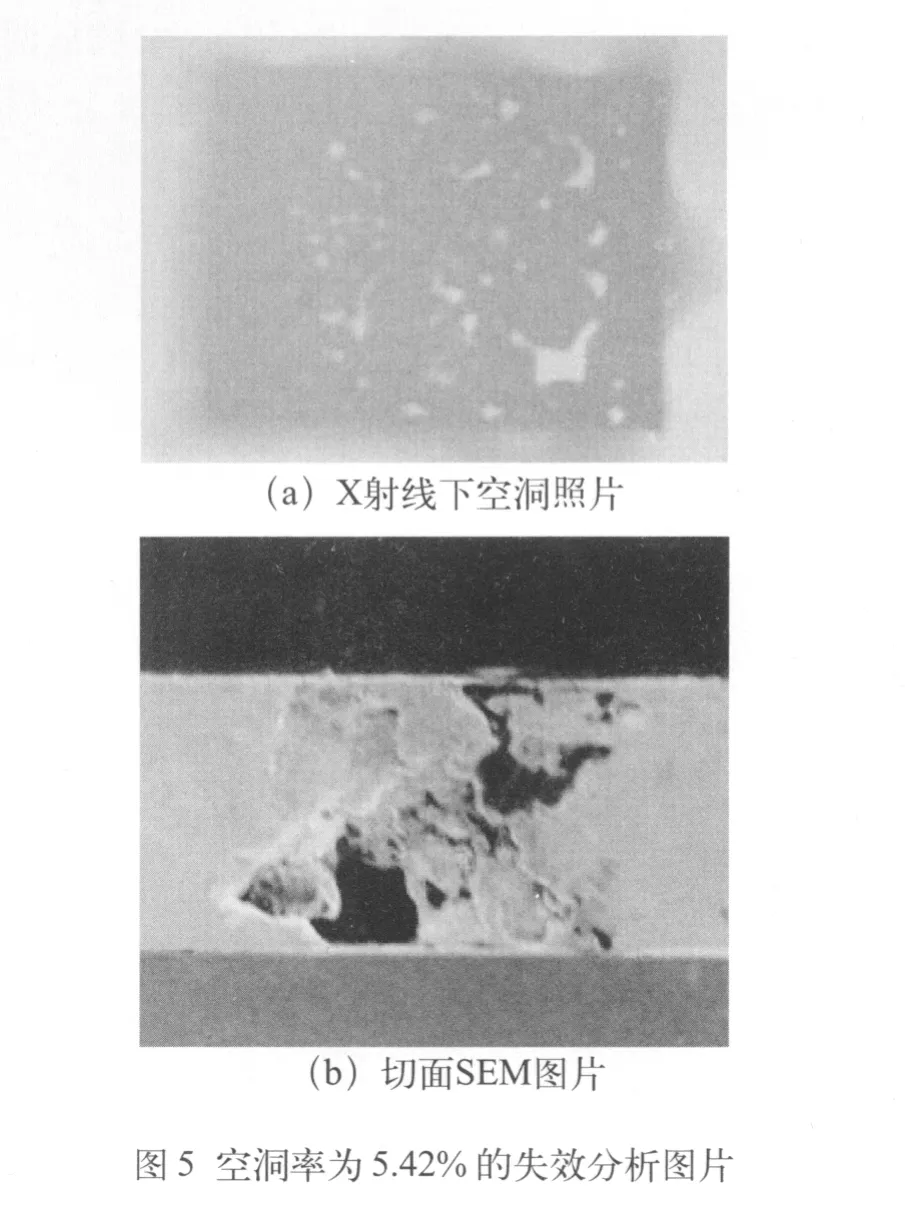
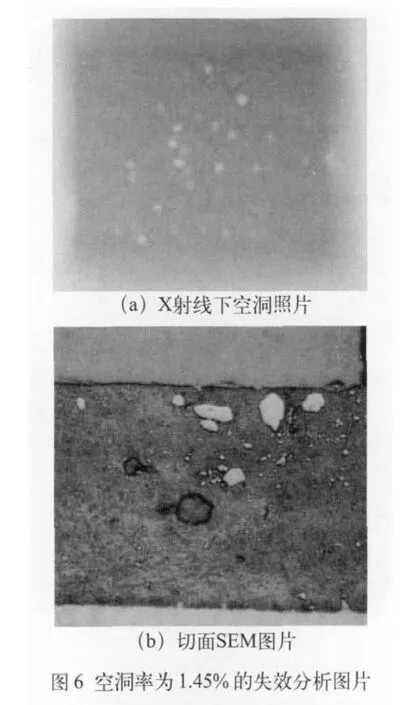
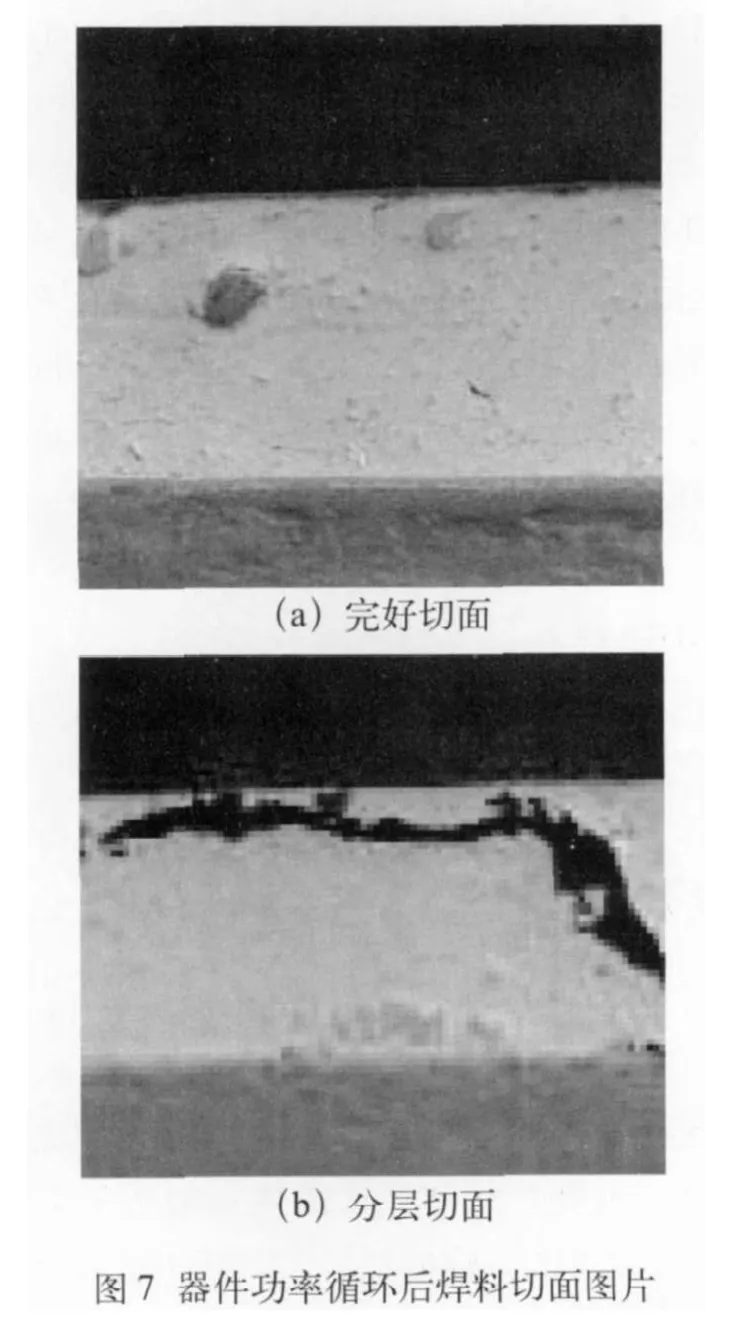
對于不同空洞大小的IGBT器件進行功率循環老化試驗,我們發現空洞確實對其IGBT器件有很大的影響,表2是不同空洞率的器件可靠性實驗對比結果。前面討論到焊料界面材料的CTE不匹配,FEA熱分析發現空洞大小影響散熱的規律,導致了機械性能的下降,也就是說空洞大的IGBT器件可靠性比空洞小的器件差。對整體空洞率分別是如圖5所示5.42%與如圖6所示1.45%的IGBT產品進行一萬次功率循環老化試驗,最后我們發現,空洞率為5.42%的IGBT器件在試驗后出現了功能失效問題,并且如圖7(b)所示焊料切面產生了分層,而1.45%空洞率的產品最終通過了功率循環老化試驗,焊料層狀況良好,如圖7(a)所示。
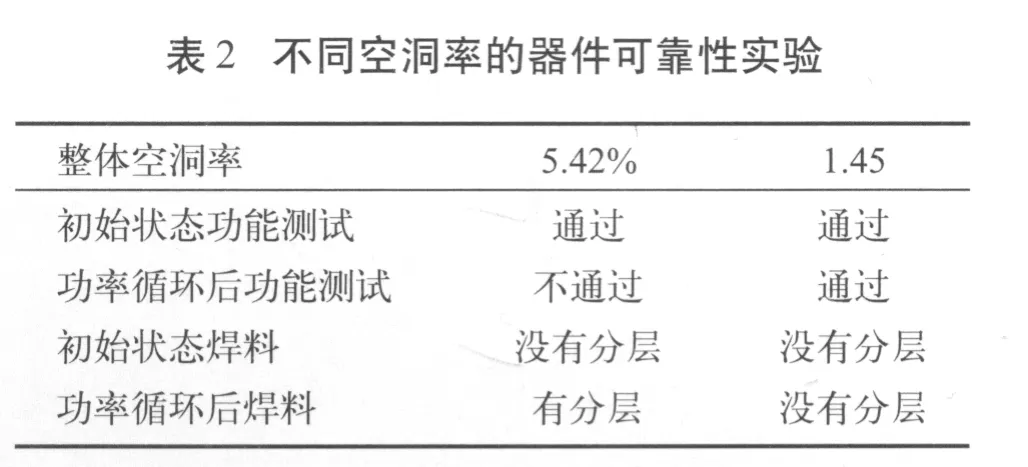
FEA熱分析發現空洞大小影響散熱,焊料層界面CTE不匹配導致了整個IGBT器件機械性能下降,也就是說IGBT器件焊料層中的空洞越大,其可靠性越差。同時,借助不同空洞率IGBT器件功率循環可靠性實驗結論,我們確立了裝片工藝空洞控制標準,即空洞體積單個小于2%,總數小于5%。
5 結論
FEA分析能夠對功率IGBT器件的TO-220封裝結構的熱阻模型和溫度分布進行準確的模擬,熱阻會隨著焊料空洞尺寸的增大而相應增大。IGBT器件的TO-220封裝的裝片工藝影響著功率IGBT產品的機械、熱學與電性能,特別是焊料層中的空洞會嚴重降低器件的機械性能和散熱性能,甚至引起焊料分層,造成電學參數安全工作區的縮小。由可靠性實驗結果可知,空洞含量較大時,如5.42%能直接造成器件的失效,對于裝片空洞的控制應該結合焊料裝片的特點,科學選擇焊料、引線框架等裝片材料,合理確立焊料裝片工藝所必須的保護氣體含氧量,最大程度地控制好單個空洞和整體空洞的尺寸,確立裝片工藝空洞控制標準,即空洞體積單個小于2%,總數小于5%,提高IGBT產品的可靠性。
[1]Thomas Theobald, et al. An Ignition IGBT with Smart Functions in Chip on Chip Technology [J]. Proceedings of 2001 International Symposium on Power Semiconductor Devices& ICs, Osaka.
[2]Jack Wojslawowicz, et al. 分立元件IGBT應用趨勢汽車點火裝置向小型化和智能化方向發展[J].電子與電腦,2005(9).
[3]Charles A. Harper. Electronic Materials and Processes Handbook [M]. McGraw-Hill Companies, Inc., 2004: 219-300.
[4]ESEC Corporation. Soft Solder Die Attach Tutorial [M].ESEC, 2001.
[5]Intergrated Circuits Thermal Test Method Environment Conditions-Natural Convection(Still Air)[S]. EIA/JEDEC standar-JESD51-2.