熱軋D級(jí)船用鋼板焊接接頭的力學(xué)性能與顯微組織
2010-06-03 03:39:28倪棟
質(zhì)量技術(shù)監(jiān)督研究 2010年4期
倪 棟
(廈門市產(chǎn)品質(zhì)量監(jiān)督檢驗(yàn)院,福建 廈門 361004)
熱軋D級(jí)船用鋼板焊接接頭的力學(xué)性能與顯微組織
倪 棟
(廈門市產(chǎn)品質(zhì)量監(jiān)督檢驗(yàn)院,福建 廈門 361004)
采用CO2氣體保護(hù)焊法對(duì)16mm厚的熱軋態(tài)D級(jí)船用鋼板進(jìn)行焊接,通過(guò)拉伸、沖擊和金相檢驗(yàn)等試驗(yàn)方法對(duì)焊接接頭的力學(xué)性能與顯微組織進(jìn)行了研究。結(jié)果表明:采用YCJ501-1焊材對(duì)D級(jí)船用鋼板進(jìn)行焊接時(shí),接頭具有較高的抗拉強(qiáng)度和較好的低溫沖擊韌性;焊縫組織主要為針狀鐵素體、先共析鐵素體和少量粒狀貝氏體;熱影響區(qū)組織主要為鐵素體、珠光體和少量針狀鐵素體,針狀鐵素體的存在是接頭具有良好力學(xué)性能的主要原因。
熱軋;D級(jí)船用鋼;CO2氣體保護(hù)焊;顯微組織
一、前言
焊接技術(shù)是現(xiàn)代工業(yè)的基礎(chǔ)工程技術(shù)之一,焊接技術(shù)是在20世紀(jì)20年代開(kāi)始用于造船,如今已日益顯示出是現(xiàn)代船舶建造工程的關(guān)鍵工藝技術(shù)。在船體建造中,焊接工時(shí)約占船體建造總工時(shí)的30%~40%,焊接成本約占船體建造總成本的30%~50%。船舶焊接質(zhì)量是評(píng)價(jià)造船質(zhì)量的重要指標(biāo)[1],焊接生產(chǎn)效率是影響造船產(chǎn)量與生產(chǎn)成本的主要因素之一。因此,船舶焊接技術(shù)的進(jìn)步對(duì)推動(dòng)造船生產(chǎn)的發(fā)展具有十分重要的意義。
眾所周知, 力學(xué)性能是決定一個(gè)構(gòu)件使用安全性的主要因素之一。對(duì)于焊接結(jié)構(gòu)件來(lái)說(shuō),其安全性主要取決于焊接接頭是否具有足夠高的強(qiáng)度和良好的韌性,而這些主要取決于焊接接頭的顯微組織。
自上世紀(jì)80年代以來(lái),我國(guó)造船業(yè)得到迅速發(fā)展,是近十幾年迅速崛起的行業(yè)之一,同時(shí)一般強(qiáng)度船體D級(jí)鋼板已被廣泛應(yīng)用于船體結(jié)構(gòu)的建造。本文針對(duì)熱軋態(tài)D級(jí)鋼板的CO2氣體保護(hù)焊焊接接頭,通過(guò)拉伸、沖擊和金相檢驗(yàn)等實(shí)驗(yàn)手段,研究其綜合力學(xué)性能及顯微組織。
二、試樣制備和試驗(yàn)方法
(一)焊接工藝的制定和實(shí)施
試驗(yàn)所用材料是某船廠提供的D級(jí)鋼,熱軋態(tài)供貨,鋼板厚度為16mm。本實(shí)驗(yàn)采用CO2氣體保護(hù)焊,將母材加工成350mm×150mm×16mm的試樣進(jìn)行焊接,焊接接頭為V型對(duì)接,焊接電壓27~33V,焊接電流171~209A,焊接速度250mm/min,設(shè)備采用KRII500型CO2氣體保護(hù)焊機(jī),焊接材料選用φ1.2mm的YCJ501-1焊絲。
(二)焊接接頭的顯微組織和性能檢測(cè)
按文獻(xiàn)[2]的要求對(duì)焊后鋼板進(jìn)行取樣并制成標(biāo)準(zhǔn)試樣。拉伸試驗(yàn)在WEC600液壓式萬(wàn)能材料試驗(yàn)機(jī)上進(jìn)行。利用JB-30B型沖擊試驗(yàn)機(jī)進(jìn)行沖擊試驗(yàn),沖擊試樣V型缺口分別開(kāi)在焊縫、熔合線和熱影響區(qū)(距熔合線2mm處)上,試驗(yàn)溫度為0℃。采用LEICA DMIRM金相顯微鏡觀察焊接接頭的金相組織,利用HVA-10A型維氏硬度計(jì)測(cè)試焊接接頭的硬度。
三、實(shí)驗(yàn)結(jié)果與分析
(一)拉伸試驗(yàn)結(jié)果
焊接接頭試樣的抗拉強(qiáng)度分別為465MPa和500MPa,且拉伸標(biāo)樣均是在離焊縫位置較遠(yuǎn)的母材上斷裂,表明母材區(qū)是其易斷裂區(qū),說(shuō)明在該試驗(yàn)條件下,D級(jí)鋼焊接接頭的室溫抗拉強(qiáng)度高于母材金屬。
(二)沖擊試驗(yàn)結(jié)果
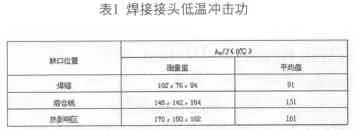
焊接接頭沖擊試驗(yàn)結(jié)果見(jiàn)表1,可見(jiàn)當(dāng)試驗(yàn)溫度為0℃時(shí),焊縫、熔合線和熱影響區(qū)(距熔合線2mm處)的平均沖擊功值分別為91J,151J和161J,均高于文獻(xiàn)[2]中對(duì)船用D級(jí)鋼焊接接頭的沖擊功標(biāo)準(zhǔn)值47J的要求。結(jié)果表明,采用YCJ501-1焊絲在該試驗(yàn)工藝條件下,D級(jí)鋼焊接接頭的沖擊韌性能夠滿足相關(guān)標(biāo)準(zhǔn)要求。
?
(三)焊接接頭的顯微硬度
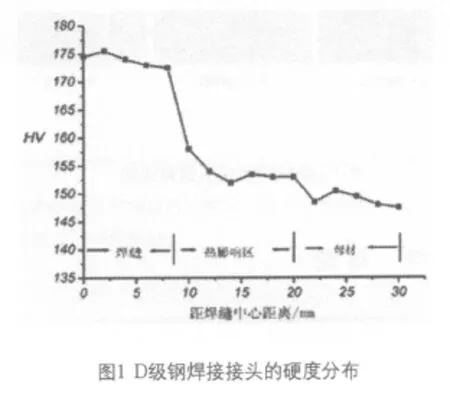
對(duì)焊接接頭對(duì)稱區(qū)域進(jìn)行了顯微硬度的測(cè)定,即以焊縫中心為原點(diǎn),沿焊縫一邊水平取1條硬度測(cè)量線,圖1顯示了從焊縫到熱影響區(qū)再到母材區(qū)域顯微硬度的變化情況,可見(jiàn)焊縫的硬度在HV173~176,熱影響區(qū)的硬度在HV152~158,母材的硬度在HV147~151,焊縫的硬度最高。總體來(lái)看,接頭各特征區(qū)的硬度沿著整個(gè)接頭的分布比較均勻,最大硬度遠(yuǎn)遠(yuǎn)低于文獻(xiàn)[2]中規(guī)定的硬度值HV350。
(四)顯微組織
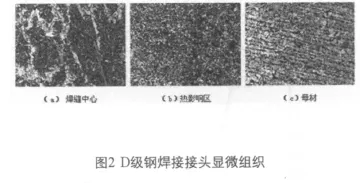
圖2為D級(jí)鋼焊接接頭的顯微組織。焊縫組織為針狀鐵素體、先共析鐵素體和少量粒狀貝氏體,熱影響區(qū)組織為鐵素體、珠光體和少量針狀鐵素體,母材組織為整體呈帶狀分布的鐵素體和珠光體。焊接工藝參數(shù)是影響組織轉(zhuǎn)變的一個(gè)重要因素,不同的焊接工藝,會(huì)有不同的焊接熱輸入,對(duì)應(yīng)不同的冷卻時(shí)間,得到不同的組織[3]。焊縫韌性取決于針狀鐵素體和先共析鐵素體組織所占的比例,在該試驗(yàn)工藝條件下,D級(jí)鋼焊縫組織主要是晶內(nèi)的大量針狀鐵素體和沿奧氏體晶界析出的條狀先共析鐵素體。焊縫中存在大量的針狀鐵素體是焊縫具有良好的低溫韌性的重要原因。針狀鐵素體是中溫(600~500℃)轉(zhuǎn)變產(chǎn)物,高倍顯微鏡下它是一種非常細(xì)小而又互相“聯(lián)鎖”的板條狀組成物,板條間為大角度晶界,一般在20°以上。板條間的位錯(cuò)密度是各類鐵素體中最高的,達(dá)108~1016條/cm2。由于針狀鐵素體晶粒細(xì)小,發(fā)生解離斷裂裂紋的位移很小,約為1μm,裂紋擴(kuò)展速率小,又因?yàn)獒槧铊F素體的晶界是高能量的大角度晶界,解離時(shí)跨越晶界需要消耗大量的能量,因此針狀鐵素體具有很高的抗解離斷裂的能力[4]。因此,在工程實(shí)際中選擇合適的焊接工藝,焊接構(gòu)件就能夠獲得較為理想的力學(xué)性能。
四、結(jié)論
(一)采用YCJ501-1焊絲焊接熱軋態(tài)船用D級(jí)鋼板時(shí),焊接接頭具有較高的抗拉強(qiáng)度,較高的低溫沖擊韌性,焊接接頭最高硬度小于350HV。
(二)船用D級(jí)鋼CO2氣體保護(hù)焊的焊縫組織為針狀鐵素體、先共析鐵素體和少量的粒狀貝氏體,熱影響區(qū)組織為鐵素體、珠光體和少量針狀鐵素體。針狀鐵素體的存在是接頭具有良好力學(xué)性能的主要原因。
[1]陳家本. 造船業(yè)應(yīng)用先進(jìn)焊接技術(shù)的幾點(diǎn)思考[J].造船技術(shù),2002,(1):29.
[2]中國(guó)船級(jí)社.《材料與焊接規(guī)范修改通報(bào)》.2007.
[3]田志凌,屈朝霞,杜則裕. 細(xì)晶鋼焊接熱影響區(qū)晶粒長(zhǎng)大及組織轉(zhuǎn)變[J].材料科學(xué)與工藝,2000,8(3):16.
[4]曲占元,劉剛,王明林. 熱軋E36鋼中板埋弧焊接頭的組織與力學(xué)性能[J].物理測(cè)試,2009,27(3):14.
Mechanical Properties and Microstructures of the Weld Joints of Hot-rolled D Shipbuilding Steel Plate
NI Dong
(Xiamen Products Quality Supervision & Inspection Institute, Xiamen 361004, Fujian, China)
Mechanical properties and microstructures of hot-rolled D shipbuilding steel plate welded joints by CO2welding were studied by means of tensile, impact and metallographic test. The results showed that the joints of D shipbuilding steel welded with wire YCJ501-1 had high tensile strength and toughness at low temperature. Microstructures of the welded seam mainly contain acicular ferrite, pro-eutectoid ferrite and a little granular bainite, the heat-affected zone mainly contains ferrite, pearlite and a little acicular ferrite. Acicular ferrite is the mainly reason that the joints had high mechanical properties.
hot-rolled; D shipbuilding steel; CO2welding; microstructure
2010-05-27
倪棟,男,廈門產(chǎn)品質(zhì)量監(jiān)督檢驗(yàn)院通用機(jī)械室,工程師,博士
猜你喜歡
材料與冶金學(xué)報(bào)(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國(guó)塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53