軸承鋼連鑄坯內(nèi)部質(zhì)量改善研究
2025-02-13 00:00:00陶濤于湛趙海洋
中國冶金文摘 2025年1期


關(guān)鍵詞:軸承鋼;普銳特;拉速;碳偏析指數(shù)
0 引言
高碳鉻軸承鋼主要用于制造各種類型的軸承,通常用于承受高速旋轉(zhuǎn)、高負(fù)荷或者極端工作條件下的軸承支撐。除了軸承之外,高碳鉻軸承鋼還可用于制造高強(qiáng)度和耐磨性的零部件,如齒輪、軸、銷和滑動(dòng)件等。在這種特殊環(huán)境下服役的軸承,應(yīng)具備相應(yīng)的特殊性能。目前,國內(nèi)大部分特鋼企業(yè)對(duì)軸承鋼冶煉連鑄過程中的T[O]含量可以穩(wěn)定控制在≤6×10-6,部分企業(yè)可以將[Ti]含量控制在≤10×10-6,但碳化物不均勻性,尤其是帶狀控制仍與日本及歐美企業(yè)有一定差距。
軸承鋼中的合金元素主要為鉻,其中碳屬于極易偏析元素,鉻的偏析度較小,作為碳化物不均勻性重點(diǎn)指標(biāo)的液析和網(wǎng)狀后續(xù)可以通過加熱以及控軋控冷等手段改善,而由于連鑄坯宏觀偏析導(dǎo)致的碳化物帶狀則很難通過后續(xù)的熱加工消除,鑄坯原始組織和偏析是在凝固過程中形成的,因此作為碳化物帶狀源頭控制的連鑄工序至關(guān)重要。
軸承鋼中碳化物帶狀本質(zhì)是在連鑄凝固過程中形成的枝晶偏析,形成碳濃度高低不同的偏析帶,加熱軋制后冷卻過程中,在碳高濃度區(qū)析出大量的二次碳化物,顯微鏡下呈帶狀分布,嚴(yán)重宏觀試樣上即可觀察到白色亮帶。為解決上述問題,需以改善連鑄坯低倍偏析、疏松,縮孔等缺陷以及降低內(nèi)部碳偏析程度為方向,尋求最佳連鑄工藝組合。
本文研究對(duì)象為南鋼電爐廠320 mm×420 mm連鑄坯。該鑄機(jī)主體設(shè)備引進(jìn)于達(dá)涅利,配備了結(jié)晶器和末端兩套電磁攪拌線圈,二冷分4個(gè)區(qū)控制,凝固末端配置7架拉矯機(jī),單架拉矯機(jī)的液壓缸最大輸出壓強(qiáng)20 MPa,單架最大可執(zhí)行約5 mm壓下量,普銳特利用南鋼大方坯連鑄機(jī)改造契機(jī),在現(xiàn)有裝備和控制系統(tǒng)的基礎(chǔ)上,開發(fā)了一套凝固模型,具備通過先模擬和后試驗(yàn)的手段對(duì)連鑄工藝進(jìn)行系統(tǒng)研究。
1 模擬計(jì)算連鑄工藝對(duì)軸承鋼凝固的影響
連鑄坯鋼種成分、拉速、過熱度及冷卻制度影響連鑄的凝固過程,與鑄坯的偏析、疏松和縮孔密切相關(guān)。軸承鋼化學(xué)成分內(nèi)控要求及標(biāo)準(zhǔn)見表1。
1.1 拉速對(duì)軸承鋼凝固的影響
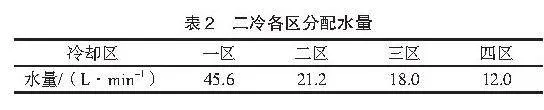
在二冷配水各區(qū)流量不變的條件下,二冷各區(qū)分配水量見表2。采用普銳特凝固模型,模擬計(jì)算不同拉速對(duì)液相點(diǎn)、固相點(diǎn)及兩相區(qū)長度的影響見圖1。圖1(a)分別模擬計(jì)算了拉速為0.51、0.54、0.57、0.60 m/min條件下的凝固過程和凝固終點(diǎn)位置,在各冷區(qū)水流量相同的條件下,拉速增加,液相點(diǎn)和固相點(diǎn)位置向后移,同時(shí)兩相區(qū)的長度增大。當(dāng)拉速為0.51 m/min時(shí),液相點(diǎn)為10.28 m,固相點(diǎn)為19.55 m,兩相區(qū)長度為9.27 m;當(dāng)拉速為0.54 m/min時(shí),液相點(diǎn)為10.93 m,固相點(diǎn)為20.85 m,兩相區(qū)長度為9.92 m;當(dāng)拉速為0.57 m/min時(shí),液相點(diǎn)為11.57 m,固相點(diǎn)為22.15 m,兩相區(qū)長度為10.58 m;當(dāng)拉速為0.60 m/min時(shí),液相點(diǎn)為12.22 m,固相點(diǎn)為22.45 m,兩相區(qū)長度為11.23 m。拉速每變化0.03 m液相點(diǎn)變化0.65 m,固相點(diǎn)變化1.3 m,兩相區(qū)長度變化0.65 m。隨著拉速增加,液相點(diǎn)、凝固終點(diǎn)和兩相區(qū)的長度均增加,見圖1(b)。
1.2 二冷配水對(duì)軸承鋼凝固的影響
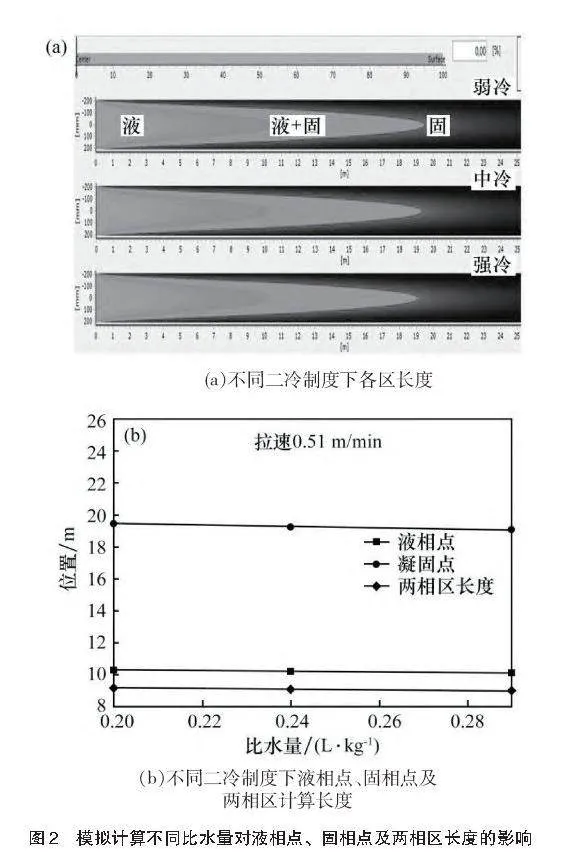
通過模擬計(jì)算過熱度為25℃下,不同二冷模式,液相點(diǎn)和凝固終點(diǎn)及兩相區(qū)長度,模擬計(jì)算不同比水量對(duì)液相點(diǎn)、固相點(diǎn)及兩相區(qū)長度的影響見圖2。二冷模式分別為弱冷、中冷和強(qiáng)冷,比水量分別為0.20、0.24、0.29 L/kg;拉速分別為0.51、0.54、0.57 m/min,見圖2(a)。
當(dāng)比水量為0.20 L/kg時(shí),液相點(diǎn)位置為10.28 m,固相點(diǎn)為19.48 m,兩相區(qū)的長度為9.20 m;比水量為0.24 L/kg時(shí),液相點(diǎn)位置為10.19 m,固相點(diǎn)為19.28 m,兩相區(qū)的長度為9.09 m;比水量為0.29 L/kg時(shí),液相點(diǎn)位置為10.10 m,固相點(diǎn)為19.08 m,兩相區(qū)的長度8.98 m。比水量由0.20 L/kg增加到0.24 L/kg,液相點(diǎn)和固相點(diǎn)分別減少0.09、0.20m,兩相區(qū)長度減少0.11m;比水量由0.24L/kg增加到0.29L/kg,液相點(diǎn)和固相點(diǎn)分別減少0.09、0.20 m,兩相區(qū)長度減少0.11 m,見圖2(b)。
拉速為0.54 m/min時(shí),模擬計(jì)算不同比水量對(duì)液相點(diǎn)、固相點(diǎn)及兩相區(qū)長度的影響,見圖3。圖3(a)為比水量分別為0.20、0.24、0.29 L/kg條件下液相點(diǎn)和固相點(diǎn)模擬情況。當(dāng)比水量為0.20 L/kg時(shí),液相點(diǎn)位置為10.90 m,固相點(diǎn)為20.74 m,兩相區(qū)的長度為9.84 m;比水量為0.24 L/kg時(shí),液相點(diǎn)位置為10.74 m,固相點(diǎn)為20.48 m,兩相區(qū)的長度為9.70 m;比水量為0.29 L/kg時(shí),液相點(diǎn)位置為10.69 m,固相點(diǎn)為20.28 m,兩相區(qū)的長度為9.59 m。比水量由0.20 L/kg增加到0.24 L/kg,液相點(diǎn)和固相點(diǎn)分別減少0.11 m和0.25 m,兩相區(qū)長度減少0.14 m;比水量由0.24 L/kg增加到0.29 L/kg,液相點(diǎn)和固相點(diǎn)分別減少0.10 m和0.21 m,兩相區(qū)長度減少0.11 m,見圖3(b)。
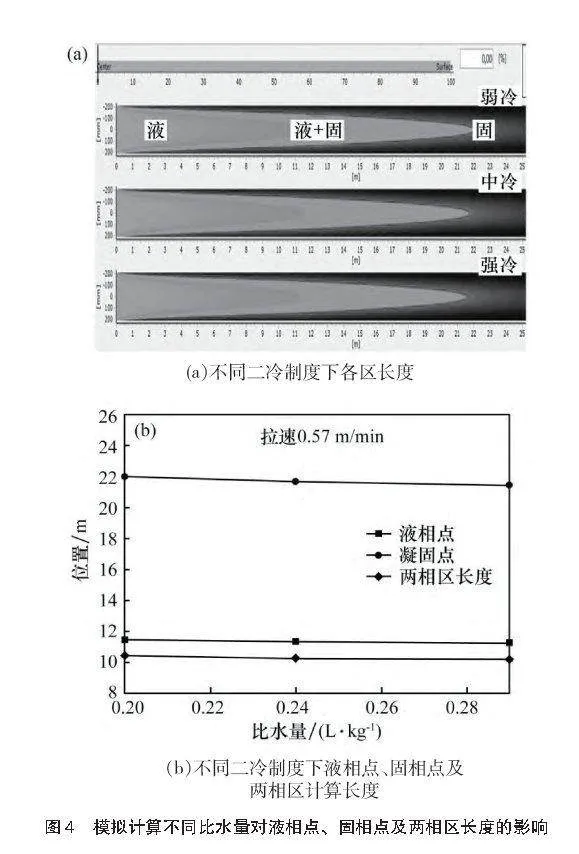
拉速為0.57 m/min時(shí),模擬計(jì)算不同比水量對(duì)液相點(diǎn)、固相點(diǎn)及兩相區(qū)長度的影響見圖4。圖4(a)為比水量分別為0.20、0.24、0.29 L/kg條件下液相點(diǎn)和固相點(diǎn)模擬情況。當(dāng)比水量為0.20 L/kg時(shí),液相點(diǎn)位置為11.51 m,固相點(diǎn)為21.98 m,兩相區(qū)的長度為10.47 m;比水量為0.24 L/kg時(shí),液相點(diǎn)位置為11.39 m,固相點(diǎn)為21.71 m,兩相區(qū)的長度為10.32 m;比水量為0.29 L/kg時(shí),液相點(diǎn)位置為11.28 m,固相點(diǎn)為21.48 m,兩相區(qū)的長度為10.20 m。比水量由0.20 L/kg增加到0.24 L/kg,液相點(diǎn)和固相點(diǎn)分別減少0.12和0.27 m,兩相區(qū)長度減少0.15 m;比水量由0.24 L/kg增加到0.29 L/kg,液相點(diǎn)和固相點(diǎn)分別減少0.10 m和0.13 m,兩相區(qū)長度減少0.12 m,見圖4(b)。
1.3 過熱度對(duì)軸承鋼凝固的影響
通過模擬計(jì)算相同拉速下,相同二冷模式(弱冷),不同過熱度條件下液相點(diǎn)和凝固終點(diǎn)及兩相區(qū)長度。過熱度分別為15、25、35℃,拉速分別為0.51、0.54、0.57 m/min。
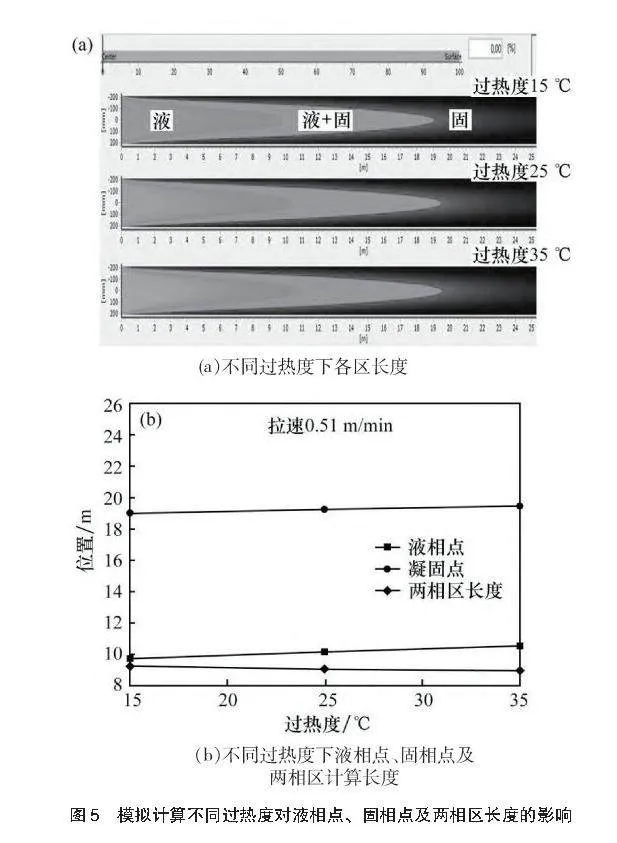
拉速為0.51 m/min時(shí),模擬計(jì)算不同過熱度對(duì)液相點(diǎn)、固相點(diǎn)及兩相區(qū)長度的影響見圖5。圖5(a)為過熱度分別為15、25、35℃液相點(diǎn)和固相點(diǎn)模擬情況。過熱度15℃時(shí),液相點(diǎn)位置為9.75 m,固相點(diǎn)為19.04 m,兩相區(qū)的長度為9.29 m;過熱度25℃時(shí),液相點(diǎn)位置為10.19 m,固相點(diǎn)為19.28 m,兩相區(qū)的長度9.09 m;過熱度35℃時(shí),液相點(diǎn)位置為10.57 m,固相點(diǎn)為19.53 m,兩相區(qū)的長度為8.96 m。過熱度由15℃增加到25℃,液相點(diǎn)和固相點(diǎn)分別增加0.45、0.25 m,兩相區(qū)長度減少0.20 m;過熱度由25℃增加到35℃,液相點(diǎn)和固相點(diǎn)分別增加0.38、0.25m,兩相區(qū)長度減少0.13m,見圖5(b)。
拉速為0.54 m/min時(shí),模擬計(jì)算不同過熱度對(duì)液相點(diǎn)、固相點(diǎn)及兩相區(qū)長度的影響,見圖6。圖6(a)為過熱度分別為15、25、35℃液相點(diǎn)和固相點(diǎn)模擬情況。過熱度15℃時(shí),液相點(diǎn)位置為10.33 m,固相點(diǎn)為20.24 m,兩相區(qū)的長度為9.91 m;過熱度25℃時(shí),液相點(diǎn)位置為10.79m,固相點(diǎn)為20.49 m,兩相區(qū)的長度為9.70 m;過熱度35℃時(shí),液相點(diǎn)位置為11.20 m,固相點(diǎn)為20.78 m,兩相區(qū)的長度為9.58 m。過熱度由15℃增加到25℃,液相點(diǎn)和固相點(diǎn)分別增加0.46、0.25 m,兩相區(qū)長度減少0.21 m;過熱度由25℃增加到35℃,液相點(diǎn)和固相點(diǎn)分別增加0.41、0.29 m,兩相區(qū)長度減少0.12 m,見圖6(b)。
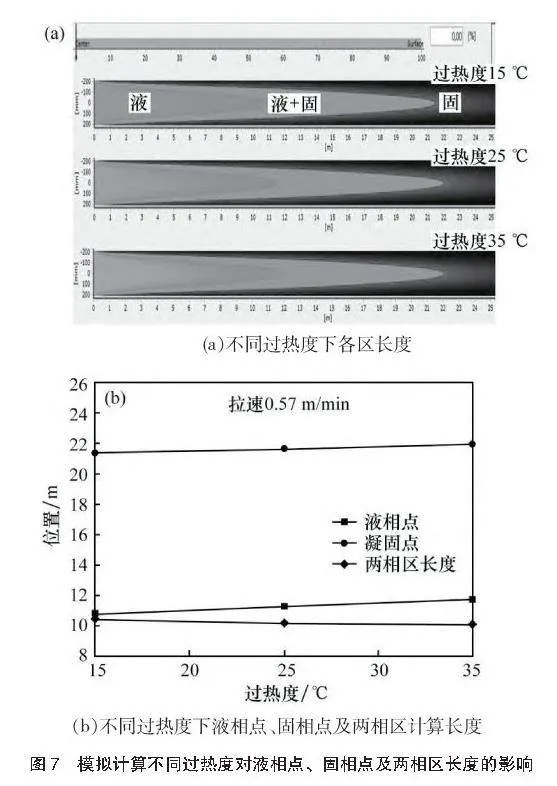
拉速為0.57 m/min時(shí),模擬計(jì)算不同過熱度對(duì)液相點(diǎn)、固相點(diǎn)及兩相區(qū)長度的影響見圖7。圖7(a)為過熱度分別為15、25、35℃液相點(diǎn)和固相點(diǎn)模擬情況。過熱度15℃時(shí),液相點(diǎn)位置為10.90 m,固相點(diǎn)為21.45 m,兩相區(qū)的長度為10.55 m;過熱度25℃時(shí),液相點(diǎn)位置為11.39 m,固相點(diǎn)為21.71 m,兩相區(qū)的長度為10.32 m;過熱度35℃時(shí),液相點(diǎn)位置為11.82 m,固相點(diǎn)為22.02 m,兩相區(qū)的長度為10.20 m。過熱度由15℃增加到25℃,液相點(diǎn)和固相點(diǎn)分別增加0.49、0.26 m,兩相區(qū)長度減少0.23 m;過熱度由25℃增加到35℃,液相點(diǎn)和固相點(diǎn)分別增加0.43、0.31 m,兩相區(qū)長度減少0.12 m,見圖7(b)。
綜上:拉速對(duì)凝固過程影響最大,在其它條件不變的情況下,拉速每增加0.03 m/min,液相點(diǎn)位置后移0.65 m,固相點(diǎn)位置后移1.3 m,兩相區(qū)長度增加0.65 m。過熱度和比水量對(duì)凝固過程的影響較小,相同條件下,過熱度增加10℃,液相點(diǎn)位置后移0.38~0.52 m,固相點(diǎn)位置后移0.24~0.31 m,兩相區(qū)長度減少0.12~0.24m;相同條件下,比水量增加,液相點(diǎn)位置前移0.09~0.13 m,固相點(diǎn)位置后移0.20~0.27 m,兩相區(qū)長度減少0.11~0.15 m。
2 現(xiàn)場工藝試驗(yàn)
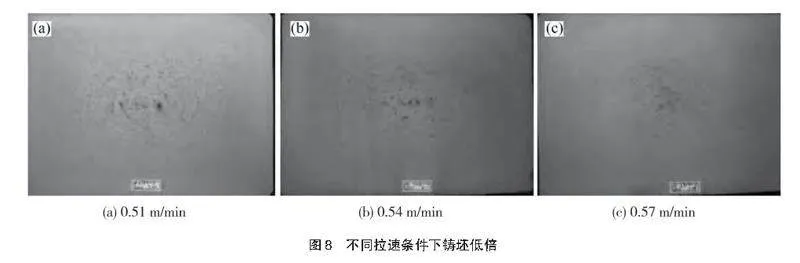
根據(jù)各工序的冶煉周期,結(jié)合模擬結(jié)果及軸承鋼凝固過程,連鑄試驗(yàn)拉速設(shè)定在(0.51~0.57)m/min,結(jié)晶器電磁攪拌參數(shù)統(tǒng)一設(shè)定為300 A×2 Hz,末端電磁攪拌參數(shù)統(tǒng)一設(shè)定為1 000 A×5 Hz,二冷配水為弱冷,比水量統(tǒng)一設(shè)定為0.20 L/kg,末端輕壓下采用6架拉矯機(jī),總壓下量設(shè)定在15 mm。不同拉速條件下鑄坯低倍見圖8。
拉速為0.51 m/min,在連鑄坯的中心區(qū)域存在比較明顯的疏松和偏析,鑄坯中心有較重的偏析,見圖8(a),統(tǒng)計(jì)11塊拉速為0.51 m/min的橫向低倍,中心偏析的平均級(jí)別1.6級(jí),中心疏松的平均級(jí)別為1.5級(jí);拉速為0.54 m/min,在連鑄坯的中心區(qū)域同樣存在比較明顯的疏松和偏析,鑄坯中心存在偏析,與拉速為0.48 m/min和0.51 m/min相比均減輕,見圖8(b),統(tǒng)計(jì)11塊拉速為0.51 m/min的橫向低倍,中心偏析的平均級(jí)別1.4級(jí),中心疏松的平均級(jí)別為1.3級(jí);拉速為0.57 m/min,在連鑄坯的中心區(qū)域存在疏松和偏析,與其它拉速條件下,中心區(qū)域的偏析和疏松顯著減輕,見圖8(c),統(tǒng)計(jì)11塊拉速為0.57 m/min的橫向低倍,中心偏析的平均級(jí)別0.8級(jí),中心疏松的平均級(jí)別為1.0級(jí)。
與其它連鑄參數(shù)相比,根據(jù)普銳特的軸承鋼凝固各區(qū)長度計(jì)算結(jié)果,拉速對(duì)連鑄的凝固影響最大,隨著拉速的增加,液相點(diǎn)和固相點(diǎn)后移,兩相區(qū)的長度增加,作用于凝固點(diǎn)前兩相區(qū)內(nèi)的壓下輥數(shù)量也相應(yīng)增加。拉速為0.51 m/min兩相區(qū)內(nèi)的壓下輥數(shù)量為2~3個(gè),拉速為0.54 m/min兩相區(qū)內(nèi)的壓下輥數(shù)量為3個(gè),拉速為0.57 m/min兩相區(qū)內(nèi)的壓下輥數(shù)量為4個(gè),可見拉速越大可實(shí)現(xiàn)的壓下總量越大,有利于改善連鑄坯的內(nèi)部質(zhì)量,同時(shí)連鑄坯在通過末端電磁攪拌時(shí),隨著拉速的提高,中心區(qū)域剩余液相較多,攪拌均溫效果越好,有利于增加等軸晶形核率,降低枝晶偏析程度,與低倍的結(jié)果相一致。
對(duì)橫向低倍進(jìn)行鉆屑分析碳偏析情況,鉆屑點(diǎn)位置示意圖見圖9。在低倍320和420方向分別鉆取3條線,三條線的間距為10 mm,每條線的鉆屑點(diǎn)間隔20 mm。鉆樣前去除表面氧化皮,使用Φ6 mm鉆頭鉆樣,盡量保證每個(gè)點(diǎn)的鉆削深度基本一致,每點(diǎn)最深鉆削深度不得超過10 mm。
不同拉速下鑄坯320方向碳偏析指數(shù)見圖10(0點(diǎn)為低倍中心)。從鑄坯表面到中心,偏析指數(shù)分布為正偏析—負(fù)偏析—正偏析—正偏析和負(fù)偏析共存,在鑄坯中心偏析指數(shù)最大。在鑄坯邊緣,由于凝固速度快,碳偏析較小,拉速0.51 m/min,最大正偏析指數(shù)為1.05;拉速為0.54 m/min,最大正偏析指數(shù)為1.02;拉速0.57m/min時(shí),最大正偏析指數(shù)1.02。由于結(jié)晶器電磁攪拌的作用,在距鑄坯表面20~50 mm為負(fù)偏析區(qū),拉速0.51 m/min,最大負(fù)偏析指數(shù)為0.98;拉速為0.54 m/min,最大正偏析指數(shù)為0.95;拉速0.57時(shí),最大正偏析指數(shù)0.98。在距鑄坯表面50~100 mm為正偏析,拉速0.51 m/min,最大正偏析指數(shù)為1.12;拉速為0.54 m/min,最大正偏析指數(shù)為1.08;拉速0.57時(shí),最大正偏析指數(shù)1.08。距鑄坯表面100~160 mm為正負(fù)偏析區(qū)域,拉速0.51 m/min,最大正偏析指數(shù)為1.18,最小負(fù)偏析指數(shù)為0.97;拉速為0.54 m/min,最大正偏析指數(shù)為1.11,最小負(fù)偏析指數(shù)為0.96;拉速0.57 m/min時(shí),最大正偏析指數(shù)1.08,最小負(fù)偏析指數(shù)為0.97。
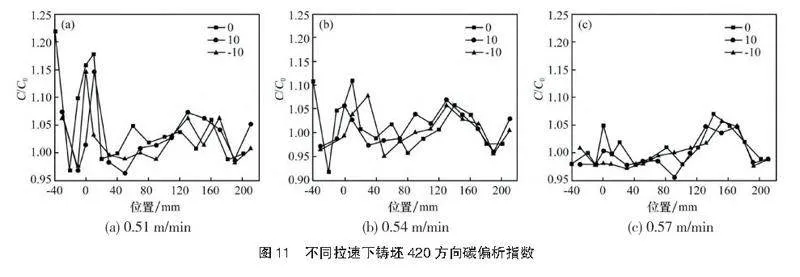
不同拉速下鑄坯420方向碳偏析指數(shù)見圖11,圖11顯示鑄坯420方向碳偏析指數(shù)分布與鑄坯320方向規(guī)律一致。
綜合鑄坯320和420方向可見,拉速0.51m/min,最大正偏析指數(shù)為1.22,最小負(fù)偏析指數(shù)為0.96;拉速為0.54 m/min,最大正偏析指數(shù)為1.11,最小負(fù)偏析指數(shù)為0.92;拉速0.57m/min時(shí),最大正偏析指數(shù)1.08,最小負(fù)偏析指數(shù)為0.96。
3 結(jié)論
1)根據(jù)普銳特凝固模型,計(jì)算不同拉速、比水量以及過熱度對(duì)軸承鋼凝固的影響,結(jié)果表明拉速對(duì)凝固過程影響最大,在其它條件不變的情況下,拉速每增加0.03 m/min,液相點(diǎn)位置后移0.65 m,固相點(diǎn)位置后移1.3 m,兩相區(qū)長度增加0.65 m,理論上更有利于發(fā)揮末端電磁攪拌和輕壓下的積極作用。
2)根據(jù)計(jì)算結(jié)果和現(xiàn)場實(shí)際,隨著拉速的提高,低倍質(zhì)量改善明顯。拉速為0.57 m/min時(shí),中心區(qū)域偏析和疏松顯著減輕,中心偏析平均級(jí)別為0.8級(jí),中心疏松平均級(jí)別為1.0級(jí)。
3)在采用末端輕壓下的工藝條件下,當(dāng)拉速提高至0.57 m/min時(shí),最大正偏析指數(shù)控制在1.08以內(nèi),有助于后續(xù)軋制棒線材產(chǎn)品內(nèi)部質(zhì)量提升。
本文摘自《金屬材料與冶金工程》2024年第6期