KDF-M成型機濾棒圓周CPK值優化研究
2025-01-31 00:00:00卞慈媛唐紫瑋
科技創新與應用 2025年2期
關鍵詞:質量控制




摘" 要:在濾棒生產過程中,提高圓周過程能力指數(CPK值)是保證濾棒質量有效的方法之一。該文為提高KDF-M成型機濾棒圓周過程質量控制能力,針對影響濾棒圓周穩定性的部位進行改進。通過加裝紙邊輔助調節器,使紙邊平穩運行從而保障圓周穩定;通過降低魚雷輥故障頻率優化其支撐位置,減少圓周波動;通過改進壓板定位螺絲,減少壓板位移造成圓周不穩;設計光學直徑檢測裝置(ODM)專用清潔工具,能快速徹底清除積垢提高圓周檢測的準確性。結果表明,通過以上改進方法成功提升濾棒圓周CPK值,從而保證卷煙質量。
關鍵詞:KDF-M濾棒成型機;圓周CPK值;設備改進;質量控制;圓周穩定性
中圖分類號:TS45" " " 文獻標志碼:A" " " " " 文章編號:2095-2945(2025)02-0147-04
Abstract: In the process of filter rod production, increasing the circular process capacity index (CPK value) is one of the effective ways to ensure the quality of filter rod. In order to improve the quality control ability of filter rod circumference process of KDF-M molding machine, this paper improves the parts that affect the stability of filter rod circumference. By adding an auxiliary paper edge regulator, the paper edge runs smoothly to ensure the stability of the circumference. By reducing the failure frequency of the torpedo roll, the supporting position is optimized and the circular fluctuation is reduced. By improving the clamping plate positioning screw, the circular instability caused by the displacement of clamping plate is reduced. Designed ODM special cleaning tools can quickly and thoroughly remove crusts and improve the accuracy of circumferential detection. The results show that the above improvement method has successfully improved the CPK value of the filter rod circumference, thus ensuring the quality of the cigarette.
Keywords: KDF-M filter rod forming machine; circumferential CPK value; equipment improvement; quality control; circumferential stability
濾棒作為煙支卷制的重要材料,對卷煙內在質量、物理質量均影響顯著[1]。圓周是煙用濾棒的一個關鍵指標,主要影響濾棒自身吸阻的穩定性,進入卷煙環節,濾棒圓周的穩定將影響漏氣煙的產生、水松紙搓接等[2-4]。李旭等[5]基于KDF4濾棒成型機,通過開展煙槍加熱溫度、施膠量、布帶位置全因子試驗,尋找最優的參數組合,進而提高濾棒圓周達標率。喻濤等[6]為解決KDF4濾棒成型機組中光學直徑檢測裝置(ODM)因積膠、積塵而影響濾棒條圓周檢測精度等問題,設計了一套濾棒條清潔裝置。上述文獻針對KDF4型等單煙槍成型機圓周穩定性的研究較多,針對KDF-M雙煙槍濾棒成型設備圓周穩定性未見顯著研究。
1" 問題分析
KDF-M濾棒成型機是目前國內最先進的雙煙槍濾棒成型設備,生產速度可達1 000 m/min[7-8]。該設備產品圓周波動較大,存在較大的質量隱患。濾棒圓周達標率按照本廠的CPK要求,達標率較低,已經嚴重影響卷煙產品質量。
據過去一年來對3臺KDF-M濾棒成型機各月的在線濾棒圓周數據進行CPK值計算,得出各月圓周CPK值在1.00~1.33之間,年均值在1.15左右。目前車間KDF-M機型濾棒圓周CPK標準值為大于等于1.16,說明在生產過程中圓周控制不穩定,極大地影響了濾棒質量。
因圓周不符合標準而報廢的殘次品,會導致車間生產物耗增加,嚴重影響車間的考核指標,使車間甚至工廠的經濟效益受到損失,同時使消費者對產品的滿意度下降[5]。為進一步做好精細化質量管理,提升KDF-M濾棒成型機圓周CPK值將有效提高圓周合格率,減少設備維修的停機時間,應切實有效地落實部門對濾棒質量方面的考核。
2" 改進方法
針對造成KDF-M機型濾棒圓周不穩定的主要原因,對其相關問題部位進行了如下優化,以提高濾棒圓周CPK值。
2.1" 加裝紙邊輔助調節器
KDF-M成型機長期存在紙邊波動大,是因為原有的導紙板僅能起到限制紙帶的徑向運動的作用,調節范圍較小從而導致圓周不穩,為解決此問題,改進措施如下。
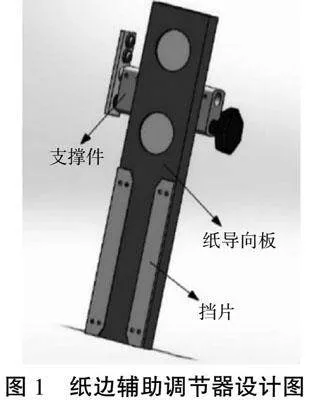
第一,對原有導紙板進行改造,研制紙邊輔助調節器,提高紙邊的運行穩定性和調節范圍。紙邊輔助調節器的設計是由支撐件、紙導向器等部分構成。其中,支撐件由固定塊、彈簧及調節螺栓構成。紙導向器由上方的中線膠感應板、下方的紙導向板及兩側的擋片構成,如圖1所示。
第二,安裝后在運行中,通過旋動調節螺栓使紙導向器軸向運動,從而帶動紙導向板中的紙帶軸向運動,調節紙邊位置,增大紙邊的調節范圍,從而保障圓周穩定性。
2.2" 優化魚雷輥支撐位置
為解決魚雷輥軸承損壞頻次高和魚雷輥位置發生偏移造成圓周波動大和爆口等質量問題,結合穿紙器結構,如圖2所示。
通過反復分析和討論,原因:一是穿紙器結構過于繁瑣,積膠積垢難以處理,支撐位置變化,導致魚雷輥位置發生偏移;二是魚雷輥位置調整間隙小。改進措施如下。
第一,魚雷輥位置支撐件結構過于繁瑣,去除原有的穿紙器、壓縮氣缸等機構,采用最簡單的支撐塊來固定魚雷輥,先通過2顆M8的鎖緊螺釘將支撐塊固定在機器外壁上,再通過2顆M5的鎖緊螺釘將魚雷輥軸固定,從而固定魚雷輥,簡化魚雷輥的支撐部件。
第二,魚雷輥位置調整間隙小,在原有的魚雷輥軸上增加一個偏心軸,增大魚雷輥高低位置的調整間隙,如圖3、圖4所示。
2.3" 改進壓板定位螺絲
為避免KDF-M濾棒成型機在生產過程中由于設備震動導致壓板定位螺絲、緊固螺絲松動,造成壓板位移后圓周波動大的問題。通過在壓板上標定位線,在定位螺絲的不規則圓環上標記三角形,二者對齊,通過相對位置防止定位螺絲松動,主要改進措施如下。
第一,通過統計、觀察KDF-M機臺連續2天的在線數據,挑選出其中圓周穩定的設備。
第二,由責任機臺修理組負責當班設備,連續2天對壓板定位螺絲、緊固螺絲進行緊固,詳細記錄,做到可溯源、可恢復,并再次觀察該設備在線數據。當后2天圓周與前2天對比無明顯差別的執行第3步。
第三,用紅色記號筆在定位螺絲所在壓板的正后方,垂直于濾棒條方向,標記紅色定位線。
第四,以紅色定位線為基準線,在定位螺絲表面的不規則圓環上,標記紅色三角形,讓三角形一個角統一對其基準線。
第五,依次對主壓板、輔壓板上的定位螺絲標記。為方便標記,可用薄塑料板制作模具,包括4號、3號內六角螺母模具,定位線模具,利用模具的缺口直接標記。為防止標記模糊,可考慮刷油漆或用不掉色的記號筆標記。
第六,當后2天圓周明顯變差時,恢復壓板定位螺絲、緊固螺絲原狀,并重復三、四、五步驟。
第七,若該設備數月后確實需要調整壓板,逐一調整前道或后道,穩定后,再更換新的定位螺絲、標記。
對8顆定位螺絲標記,白圈內為定位螺絲對,其中一顆的標記,如圖5所示。
通過定位螺絲上的三角形與定位線的角度,可一眼識別定位螺絲是否松動,防止壓板位移,避免出現壓板位移對圓周的危害,穩定圓周,提高設備效率,降低消耗。
2.4" 設計ODM專用清潔工具
為提高ODM在線檢測準確度和穩定性,研制ODM專用清潔工具,能夠快速有效清除ODM通道積垢,保障圓周的調節,提高圓周CPK值,提升濾棒質量。改進措施如下。
第一,如圖6所示,ODM由輸入段組件、測量傳感器以及輸出段導向管等組成[6]。當設備運行時,濾棒條1依次經過輸入段組件2、測量傳感器3和輸出段導向管4。
第二,設計ODM專用清潔工具,結構設計如圖7所示。清潔工具由手柄、柔性連接管和鉆花3部分組成。根據ODM通道大小,鉆花設計直徑為8 mm。
第三,使用時,先將鉆花插入ODM通道內,邊轉動手柄,邊將鉆花旋出通道,在轉動的同時鉆花清除積垢,鉆花旋出時將積垢帶出。
3" 效果驗證
對以上主要部位進行優化改善后,通過提取車間11號、12號、13號KDF-M成型機改進前后3個月的綜合測試臺在線檢測數據[9],計算出各班各機各月圓周CPK值,得出表1。
由表1分析可知,改進前3個月有12組未達1.16的標準,改進后僅有2組未達標。1班11號、13號和2班13號在改進前3個月的圓周CPK均值為1.158、1.155、1.107未達標,改進后達到1.190、1.176、1.243有著大幅提升。此外其余班次、各機的3個月圓周CPK均值在改進后均有提升。因此通過上述部位的優化改善后,不僅能有效地穩定圓周,還對提高設備設備效率,降低消耗也有較大的改善。
為更進一步驗證圓周CPK值提升效果,在改進完畢后對3臺KDF-M成型機進行了一年的跟蹤驗證,計算出各月圓周CPK值得出在1.155至1.412之間,年均值在1.165左右,相較于前一年有著明顯提升。按照工廠KDF-M機型的圓周CPK要求,各機達標率顯著提高,有效地保障了卷煙產品質量。
4" 結束語
對KDF-M機型濾嘴棒圓周過程能力指數(CPK值)的提升進行研究,本文結合濾棒生產工藝流程、設備結構原理分析出造成濾棒圓周不穩的原因,并通過設備改造,有針對性地進行調整,利用其工作原理進行一一攻關,不僅使設備運行更順暢,設備效率得到提升,還極大地提高了濾棒圓周合格率,對圓周不穩造成的不合格剔除、報廢以及原輔料浪費都大幅減少,對工廠“提質降耗、降本增效”的目標大步邁進。圓周穩定性的提高對濾棒生產效率和產品質量至關重要,在未來的研究和實踐中,應不斷探索創新,優化濾棒其他物理指標的控制,以滿足不斷變化的生產需求。
參考文獻:
[1] 陳良元,王瑞華,李善蓮.2006—2007年煙草工藝學科研究發展報告[J].中國煙草學報,2006,14(5):74.
[2] 郁忠康.卷煙濾嘴制造與應用技術[M].北京:化學工業出版社,1994.
[3] 楊厚民.濾嘴的理論與技術[M].北京:中國輕工業出版社,1994.
[4] 費翔.濾棒成型工專業知識[M].鄭州:河南科學技術出版社,2012.12.
[5] 李旭,宋韜,范霞萍,等.提高KDF4濾棒圓周達標率的措施[J].設備管理與維修,2022(19):62-63.
[6] 喻濤,楊國志,王江龍,等.KDF4濾棒成型機組濾棒條清潔裝置的設計[J].煙草科技,2023,56(7):105-112.
[7] 德國HAUNI公司.KDFM濾棒成型機操作手冊[Z].
[8] 德國HAUNI公司.KDFM濾棒成型機維修手冊[Z].
[9] 衷志剛,李興緒,孫泉利.濾棒圓周估計及控制方法探討[J].統計與決策,2015(13):86-89.
第一作者簡介:卞慈媛(1995-),女,助理工程師。研究方向為工藝質量管理。
*通信作者:唐紫瑋(1990-),女,碩士,助理工程師。研究方向為工藝質量管理。
猜你喜歡
中國科技博覽(2016年19期)2016-10-19 13:36:59
中國科技博覽(2016年18期)2016-10-19 11:06:33
中國科技博覽(2016年18期)2016-10-19 09:03:36
中國科技博覽(2016年18期)2016-10-19 08:46:18
科技視界(2016年21期)2016-10-17 17:58:28
中國實用醫藥(2016年24期)2016-10-17 06:28:30
科學與財富(2016年28期)2016-10-14 19:44:52
科學與財富(2016年28期)2016-10-14 18:58:41
科學與財富(2016年28期)2016-10-14 18:44:58
科技視界(2016年20期)2016-09-29 13:11:33