試驗用水下航行器有機玻璃導管的加工技巧分析
2024-12-31 00:00:00錢明強王森金蔣林甫陳嘉浩李煥煥
機電信息 2024年22期
關鍵詞:變形
摘要:介紹了一種導管,它是船舶推進器試驗用配套零件,在推進系統中的作用是減小尾流的收縮和葉梢的渦流損失,獲得附加的推力,提高航速。該零件特點:內外型面均為不規則曲線,材料為有機玻璃PMMA薄壁件,加工時熱脹冷縮易產生較大的變形。鑒于此,通過從有機玻璃PMMA薄壁件加工的工藝路線、刀具選擇、程序生成、切削要素等方面進行分析,解決脆性有機玻璃薄壁變界面導管精細加工的難題,為后續導管加工、試驗提供參考。
關鍵詞:熱脹冷縮;變形;尺寸控制
中圖分類號:U664.8" " 文獻標志碼:A" " 文章編號:1671-0797(2024)22-0072-04
DOI:10.19514/j.cnki.cn32-1628/tm.2024.22.018
0" " 引言
該導管使用的材料為有機玻璃PMMA,材料透光性能好,導管在水中試驗時通過高速攝像機能夠清晰拍攝到螺旋槳在導管內部試驗的各種工況,得到精確數據,為后續的研究設計提供支撐。有機玻璃質地較脆,易溶于有機溶劑,硬度低,且薄壁件容易刮傷、變形,加上內外型面復雜、精度高,加工難度極大。下文主要以導管零件加工為例做深入探討。
1" " 數據的整理及出圖
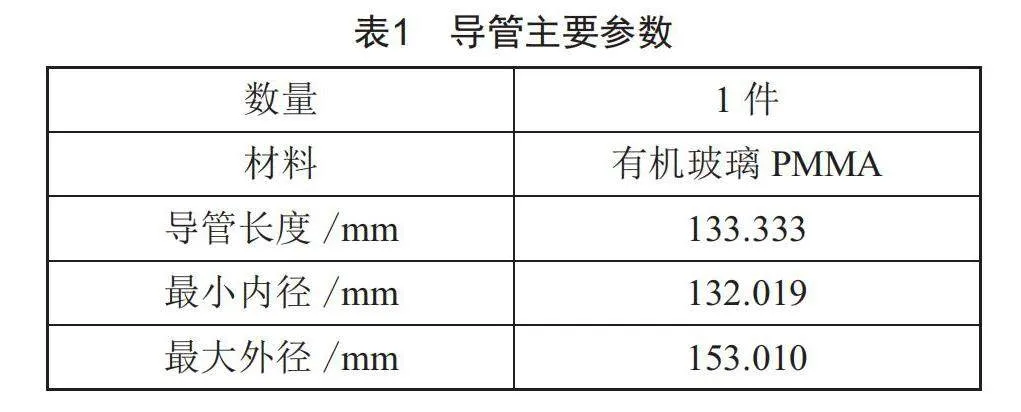
自航試驗推進器導管主要參數如表1所示。
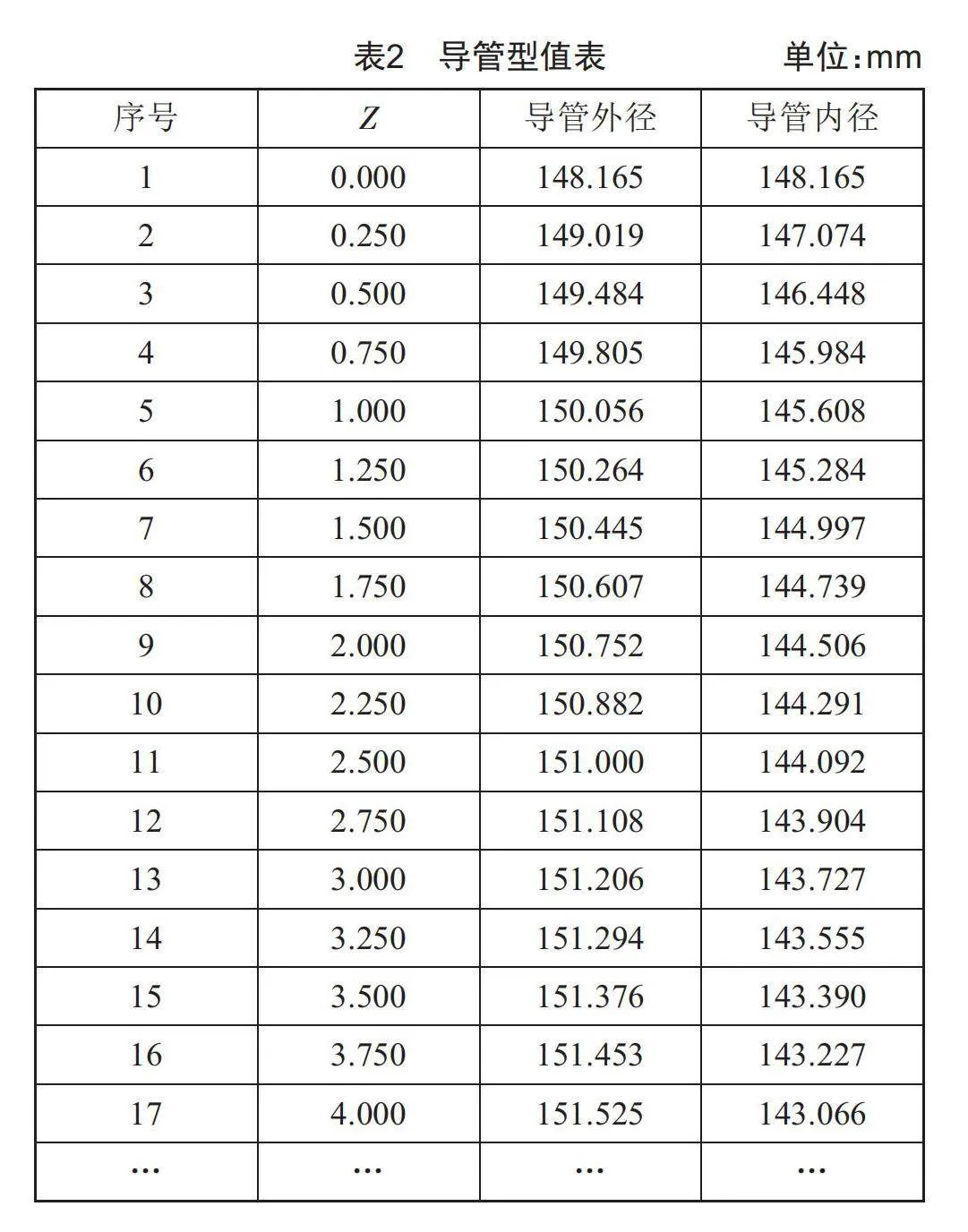
自航試驗推進器導管型值如表2所示。
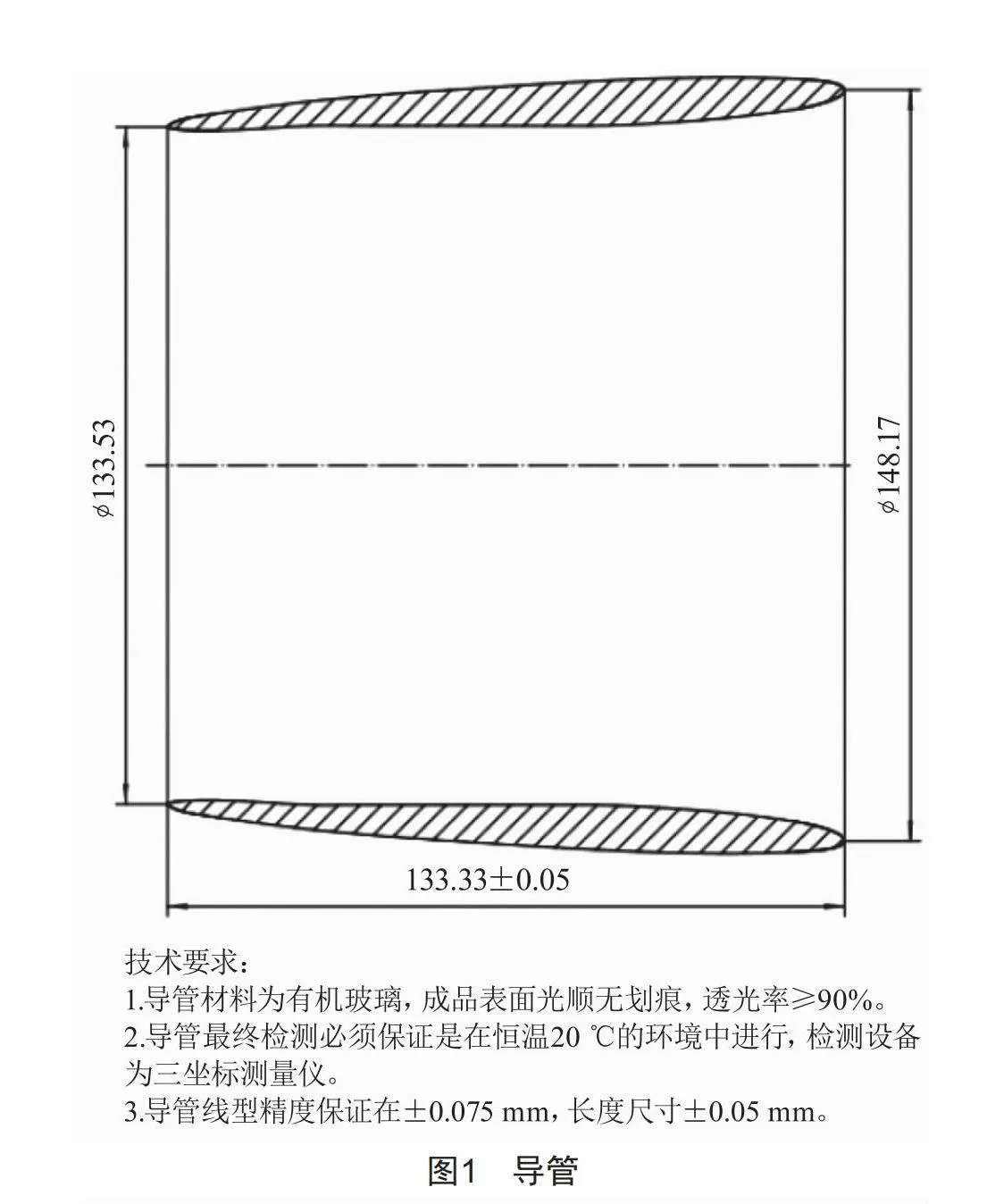
將型值表的數據整理成CAXA數控車2020繪制樣條曲線所需的DAT格式文件,利用CAXA數控車2020的樣條曲線功能spling,導入整理好的導管內外兩條DAT數據,就得到了兩條樣條曲線,繪制出一個可用于加工的導管加工圖樣,如圖1所示。
2" " 毛坯確定
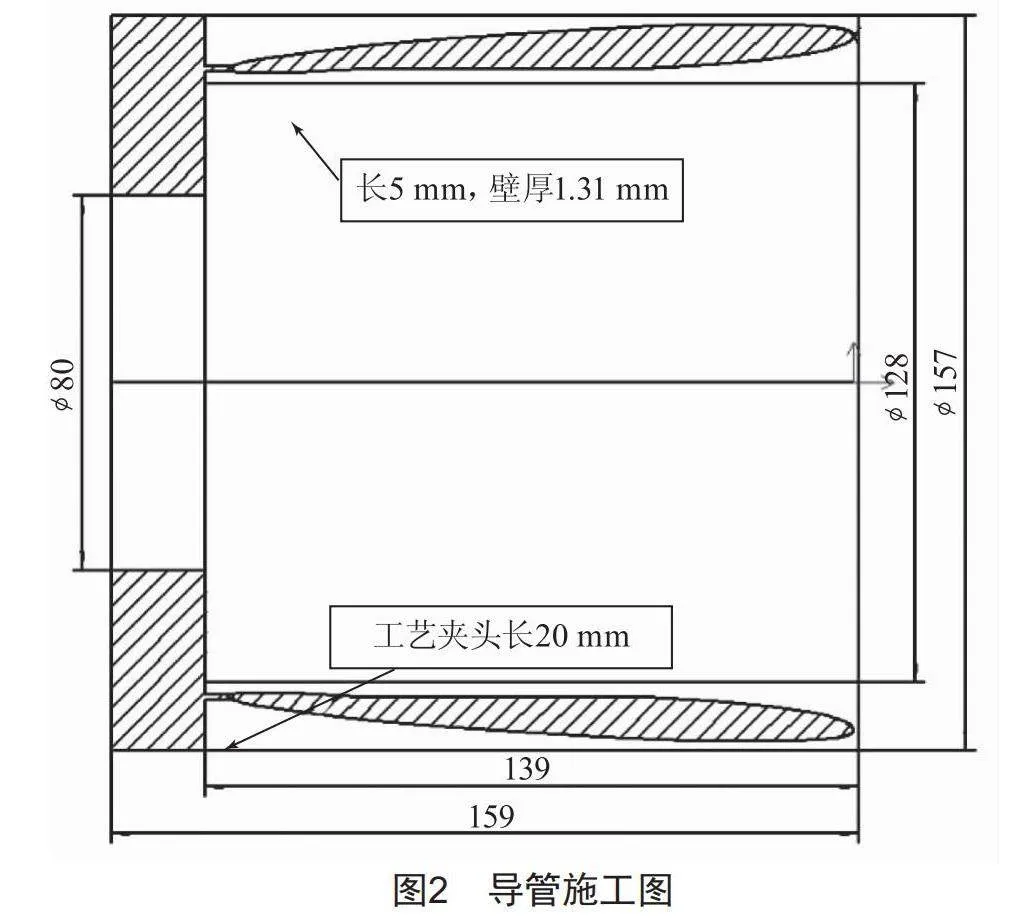
按導管型值表,確定毛坯外徑最大直徑為?157 mm,內型面最小直徑為?128 mm,導管長度為133.33 mm,按照加工工藝,加一段長5 mm、壁厚1.31 mm的工藝連接段(便于后續切斷用),然后加一段20 mm長的工藝夾頭,便于導管裝夾的后續加工。所以,毛坯下料直徑?160×165 mm的有機玻璃棒料。最終加工毛坯形狀尺寸為?128 mm×?157 mm×159 mm,導管和毛坯如圖2所示。
導管加工的設備為沈陽機床數控車床,型號為CAK61135DJ。刀具:內孔刀桿牌號為S40T-SCLCR12,刀片為CCGT120402-AK H01;外圓刀刀具牌號為SVJBR2525M16C,刀片為VCGT160404-AK H01[1]。導管毛坯裝上數控車,首先用?50 mm麻花鉆通孔,調節轉速170 r/min,孔鉆完后,使用轉速236 r/min加工左側端面、外圓?157 mm、長25 mm,再加工內孔至?80.0 mm,這個孔供后續打孔工序使用。翻轉工件裝夾?157 mm外圓,加工總長至159 mm,車削內孔?128長139 mm,車削外圓?157 mm長139 mm。后續外圓內孔車削采用轉速236 r/min,進給0.1 mm/min,進給不能快,否則有機玻璃會崩碎,按導管施工圖加工至規定尺寸。
3" " 程序分析
由導管型值表可知,在導管內型面Z-125.75,直徑數據逐漸變大,因導管為曲面,所以加工時刀具需要更換,內孔刀桿使用S40T-SVUBR16牌號,刀片為VCGT160404-AK H01。運用CAXA數控車2020的數控加工模塊,分粗加工和精加工兩個工藝完成導管的加工,共需編制4個加工程序,外形和內形粗加工2個程序,分別留余量單邊1 mm,然后再進行內外形精加工2個程序,加工余量為0 mm。粗加工切削深度單邊1.5 mm,進給0.2 mm/min;精加工進給0.1 mm/min[2]。
4" " 導管粗加工
導管加工的設備是沈陽機床CAK61135DJ數控車床,四工位刀架。T1刀位采用25-40-160L抱緊式刀架,安裝?40內孔刀S40T-SVUBR16,T3刀位安裝外圓刀SVJBR2525M16C。刀具安裝完成后,開始試切毛坯對刀,完成對刀后,開始先內形再外形的粗加工。在加工過程中,要注意刀具的切削情況,適當調大調小進給值,保證切削順利進行[3]。
以下是內形粗加工程序(數控系統FANUC 0i MATE-TD):
O0001
N10 G99G21G40
N12 T0101(?40內孔刀 S40T-SVUBR16)
N14 M42(236 r/min)
N16 M03
N18 G00 X125.227 Z2.21
N20 G00 Z2.707
N22 G00 X129.414
N24 G95 G01 X131.414 F5
N26 G01 X130. Z2
N28 G01 Z-137.8 F0.2
……
N124 G00 X125.227
N126 G00 Z200.0
N128 M05
N130 M00
5" " 應力的釋放
粗加工結束后,因有機玻璃材質受熱產生應力變形影響型值精度,為保證后續加工尺寸,需拆下導管,自然釋放應力1 h,等應力完全釋放后再進行后續精加工[4]。
6" " 精加工刀具準備及對刀
為了保證加工的尺寸精度,精加工前需要為外圓和內孔刀更換新的刀片并重新對刀。內孔刀X值對刀采用對刀塊試切內孔,刀具Z方向移出,拆下對刀塊,上三坐標測量試切段的直徑值,再在數控系統輸入三坐標測量得到的直徑值對刀,外圓刀X值對刀也是重復內孔刀對刀步驟。
7" " 半精加工
粗車完成的導管重新上車床,三爪裝夾位用記號筆做好標識,并對應卡盤記號標上1、2、3,便于半精車拆下測量時重新裝夾。然后進行內孔刀和外圓刀Z值的對刀,采用試切對刀,試切量在0.05 mm左右,試切完成,在數控系統中對Z0即可。接下來開始半精加工,余量都是直徑1.5 mm。因為是單件加工,采用的方法是在磨耗里加減值的方法,比如T1內孔刀,在磨耗X值填-1.5,T3外圓刀在磨耗X值填1.5,后續精車直接修改磨耗即可。在開始半精加工時,準備一個室溫溫度計,放在機床旁邊,測量當時的室溫并記錄,便于后續溫度變化時及時調整[5]。
以下是內形精加工程序(T1磨耗值-1.5):
N10 G99G21G40
N12 T0101(?40內孔刀 S40T-SVUBR16)
N14 M41(170 r/min)
N16 M03
N18 G00 X124.662 Z3.071
N20 G00 Z1.645
N22 G00 X126.8
N24 G95 G01 X153.116 F5
……
N90 G01 X128.8
N92 G01 X126.8 F20
N94 G00 X124.662
N96 G00 Z200.0
N98 M05
N100 M00
以下是外形精加工程序(T3磨耗值1.5):
O0002
N10 G99G21G40
N12 T0303(35°外圓刀SVJBR2525M16C)
N14 M41
N16 M03
N18 G00 X161.123 Z2.458
N20 G00 Z1.599
N22 G00 X159.614
N24 G95 G01 X147.187 F5
N26 G01 X145.773 Z0.892
N28 G01 X147.805 Z-0.058 F0.1
……
N90 G01 X156.2
N92 G01 X157.614 Z-137.293 F20
N94 G01 X159.614
N96 G00 X161.123
N98 G00 Z200.0
N100 M05
N102 M00
8" " 三坐標半精測量
半精車完成后取下導管,觀察當時室溫為25 ℃,送到三坐標測量間,三坐標間恒溫20 ℃,工件靜置2 h后開始測量,測得內形線型平均值0.7 mm,外形線型平均值0.72 mm。
9" " 導管精加工
工件重新上數控車床,安裝位置結合之前記號筆畫的線,用百分表檢測端面跳動和圓跳動,保證在0.03 mm以內即可。接下來回溫0.5 h左右,這段時間不著急對刀。根據三坐標測得值,結合車間的室溫和三坐標間室溫20 ℃的溫差,計算有機玻璃熱脹冷縮值。
查閱手冊:有機玻璃20~100 ℃時,線膨脹系數a=130×10-6/℃。
材質:PMMA。
材料基本尺寸:d=157 mm,L=136 mm。
溫度變化:T=25-20=5 ℃。
δ=熱膨脹系數×全長×溫度變化=130×10-6×157×5≈0.102 mm。
通過計算可知,有機玻璃在直徑157 mm、室溫變化5 ℃的情況下會有0.1 mm的直徑變化,在補償時內孔T1內孔刀最終磨耗值應該是0.1 mm,T3外圓刀最終磨耗值是0.1 mm。接下來開始對刀,對Z0即可,端面跳動大,可以端面車一刀再對刀,切削的量不宜多,0.03~0.05 mm之間為宜。接下來按照內形+0.5 mm、外形-0.5 mm的量來補磨耗去量,直到T1最終磨耗值應該是0.1 mm,T3最終磨耗值是0.1 mm,完成精車。車間溫度25 ℃,用0~300 mm的三豐帶表游標卡尺(精度0.01 mm)測導管最大直徑,測得153.1 mm,符合加工尺寸要求。最后用內孔刀車一刀三坐標測量基準,利用指令G94車?120 mm深139.1 mm的端面,完成后,拆下導管進入下一步測量。
10" " 三坐標精車測量
完成導管精車加工,送三坐標檢測。工件靜置2 h后,利用工藝夾頭?80的孔,用工裝裝夾穩固后開始測量。按試驗大綱及技術要求,導管周向需測4個剖面,間隔90°,線型尺寸公差控制在±0.1 mm內。最終測得的結果符合導管技術要求。
11" " 導管的拋光
完成精車后的導管,表面粗糙度不高,透光性也不是很好,為便于在水槽中更好地觀察螺旋槳的工況,需對導管內外表面進行拋光處理。拋光的方法是在車床上開低速170 r/min,用耐水砂紙打磨拋光,用到的砂紙型號分別是160目、320目、600目、1 000目、1 500目、2 000目,在拋光過程中要不斷加水,避免產生高溫,最終用2 000目的砂紙拋光完成后,用水清洗干凈,放入裝滿清水的周轉箱中,觀察透光情況,粗糙度達到10 μm滿足要求,即可進入下一步驟。
12" " 切斷
導管檢測合格后,進行導管切斷,將導管裝上普通車床,切斷長度按照導管總長加上1 mm。以本文導管為例,切斷總長是134.3 mm,割刀寬2.5 mm,切深1 mm,留0.3 mm,用線鋸或細齒鋼鋸慢慢切下。
13" " 控制導管長度及最終拋光
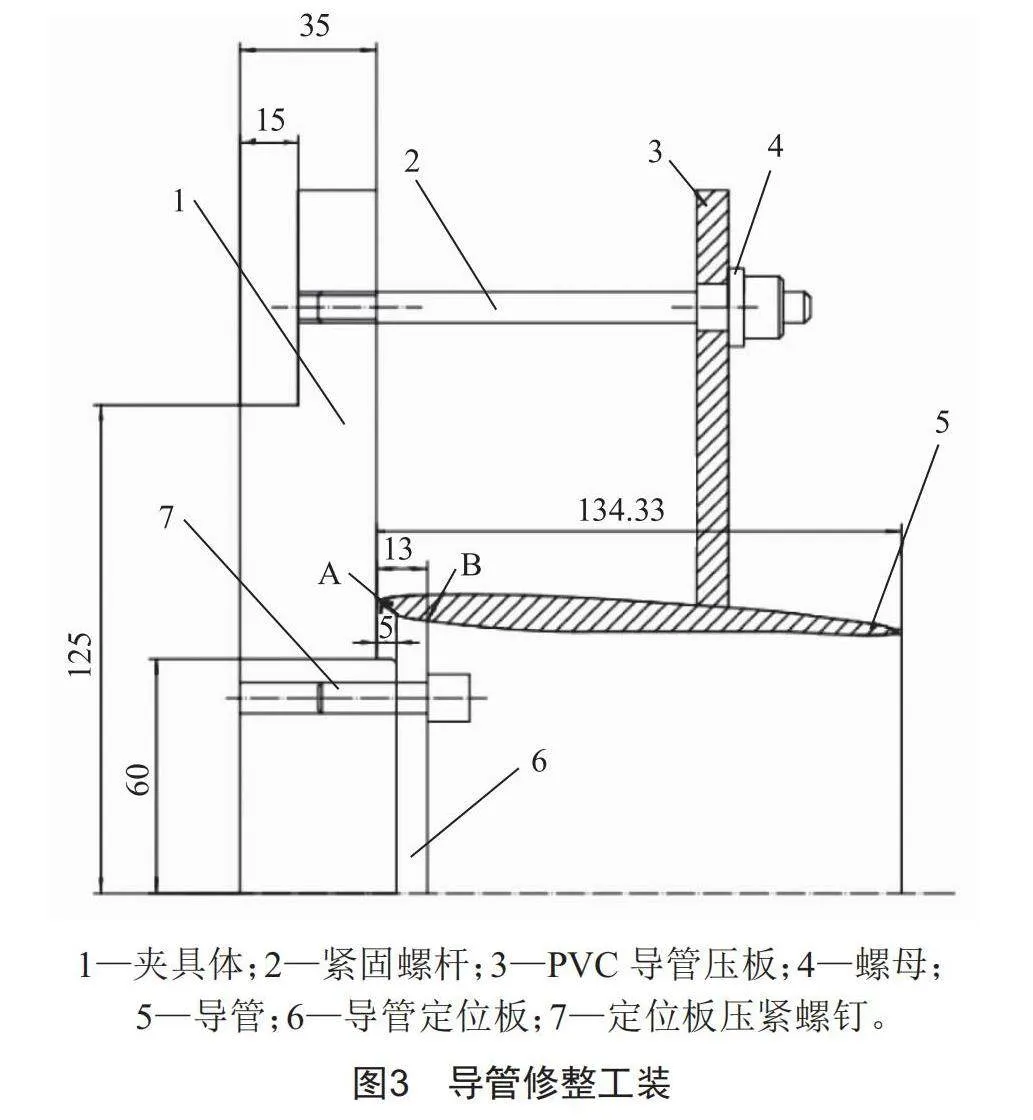
導管切割下來后,車削導管的總長及尾部數據的修整利用設計的專用導管工裝進行,如圖3所示。
1)夾具體件1安裝到車床上,用高度尺測量切割下導管5的實際長度。
2)把準備好的件6 PVC導管定位板通過件7安裝到夾具體上,運用CAXA數控車軟件截取AB這段曲線,編制一個加工程序,車削這段定位曲線與導管內型面貼合。
3)安裝件2緊固螺桿,安裝導管5,再用件3壓板壓住導管外形面,擰上件4螺母,用杠桿百分表打尾部跳動,一邊對角調整螺母,一邊觀察百分表跳動,使導管尾部跳動在0.05 mm以內。這種工裝結構造成的導管變形量小,簡單易操作,不同的導管每次只需重新加工定位板就可使用。
4)根據高度尺測得的值,用35°外圓刀SVUBR-
2525M16由里到外加工總長133.33 mm,運用G94指令。最后尾部采用手工刮削的方式加工到位,這種方式僅限于有機玻璃加工,尾部也需要砂紙打磨拋光。
14" " 最終檢驗
對加工完成后的導管,最終進行三坐標四個剖面檢測,剖面線型公差保證在±0.075 mm,檢測結果滿足圖紙要求。
[參考文獻]
[1] 陳圣杰,喬立紅.基于約束矩陣的數控車刀幾何參數決策方法[J].計算機集成制造系統,2015,21(6):1507-1514.
[2] 李東光.精細化工產品配方與工藝[M].北京:化學工業出版社,2008.
[3] 張益明,余凌,吳澤日.國內波紋管加工發展及其特點[J].中國金屬通報,2019(5):102-103.
[4] 孫瑞蓮,王永興,任忠恩.塑料雙壁波紋管模塊智能化加工方法[J].橡塑技術與裝備,2019,45(4):50-54.
[5] 聚乙烯玻璃鋼復合成型螺旋波紋管加工裝置及其加工方法[J].橡塑技術與裝備,2016,42(6):118.
收稿日期:2024-06-17
作者簡介:錢明強(1987—),男,江蘇無錫人,高級技師,研究方向:機械工程與自動化。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36