高速背板連接器拆焊工藝研究
2024-12-31 00:00:00程虎廖明杰吳明明楊君艷
機電信息 2024年22期
摘要:在軍工產品中有的高速背板連接器是壓接后又焊接的,在維修更換時采用傳統的拆卸方法會出現體力消耗大、拔取針腳時焊盤脫落、印制板損傷報廢等情況。鑒于此,提出了一種新的拆焊工藝方法,解決了高速背板連接器維修拆焊難度大、報廢率高的難題,保障了產品的可靠性。
關鍵詞:高速背板連接器;壓接;拆焊工藝
中圖分類號:TN607" " 文獻標志碼:A" " 文章編號:1671-0797(2024)22-0080-04
DOI:10.19514/j.cnki.cn32-1628/tm.2024.22.020
0" " 引言
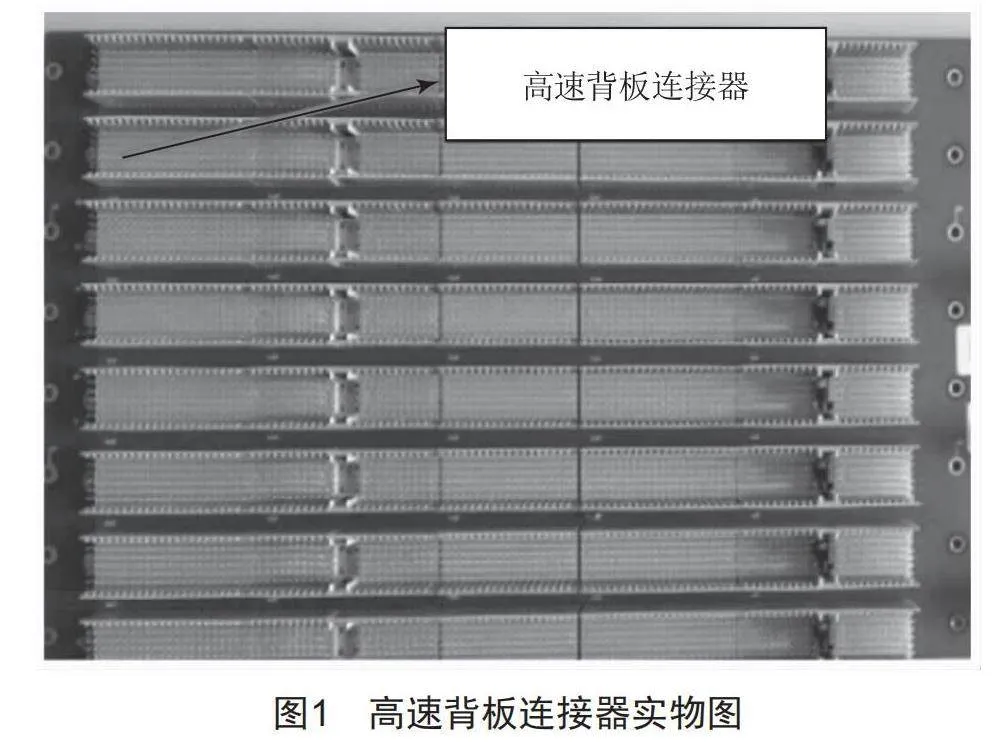
高速背板連接器在電子、通信等設備中廣泛應用,其組成部分包括接地針、信號針、殼體[1],實物圖如圖1所示。高速背板連接器一般是通過壓接的方式來進行安裝。壓接方式是通過魚眼端子[2-5]等將連接器引腳壓接到高速背板上的金屬孔內,通過魚眼端子的塑性形變與孔壁緊密連接起來,實現導電連接。
在某些軍工產品中,有的高速背板連接器是壓接后又焊接的,在使用過程中插拔不當會造成連接器損壞,因此需要對連接器進行拆焊維修。傳統的方式是:將高速背板連接器焊接面針腳焊點加熱至焊錫融化后,用鉗子夾住壓接面引腳拔出,重復以上操作拔出所有針腳,最后取下連接器外殼[6]。
采用上述傳統拆卸方法時會出現如下缺陷:
1)由于針腳鑲嵌在外殼里,拔取時需較大的力量操作,體力消耗大。
2)拔取的同時還要滿足焊點及通孔中焊錫融化的條件,因外殼遮擋不能觀察或判別通孔內焊錫是否完全融化,加熱時長不易把控,加熱時間過長或不夠的情況下拔取針腳容易使焊盤脫落,造成印制板報廢。
3)拆焊維修后孔壁受損,產品可靠性低。
針對上述問題,本文將開展拆焊工藝研究。
1" " 拆焊工藝
1.1" " 拆焊專用工裝設計
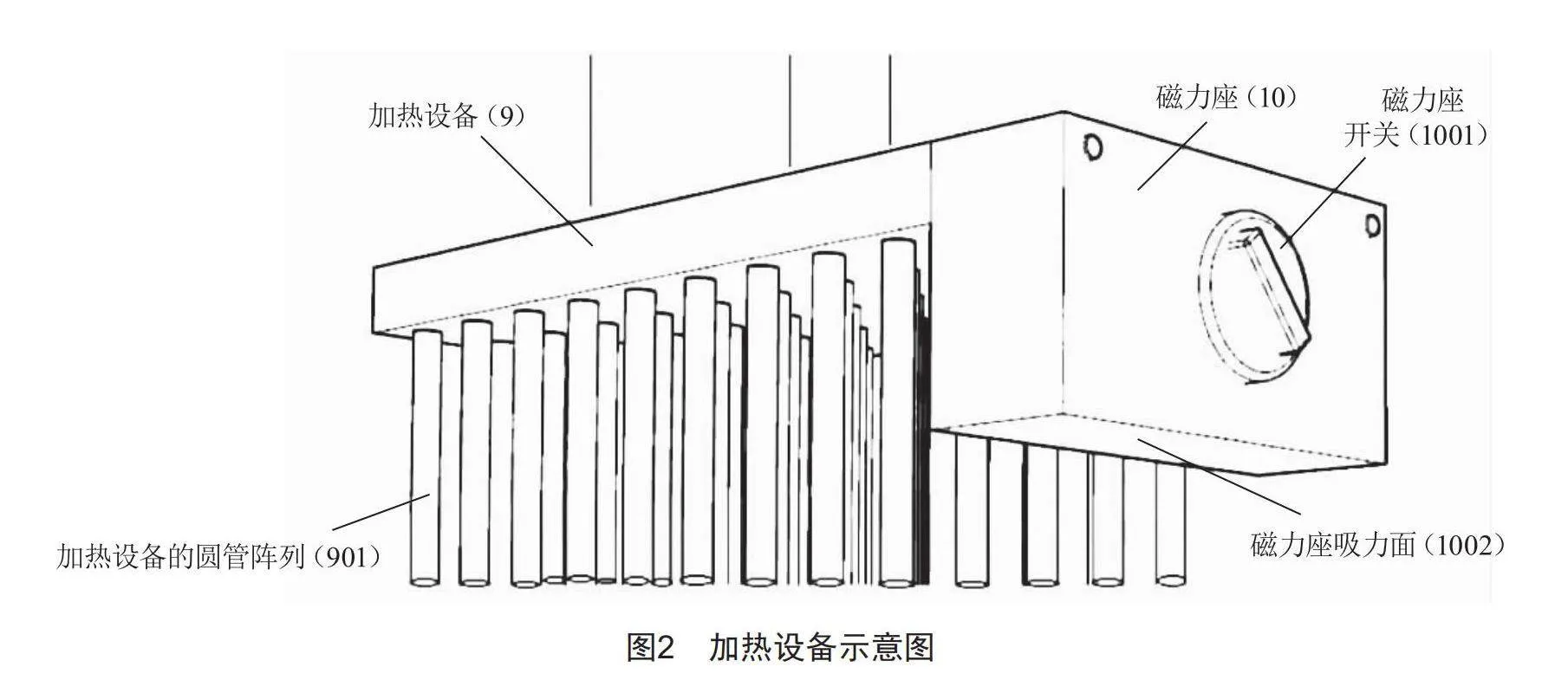
加熱設備選用具有溫控功能的芯片返修站,在加熱設備頭部設計安裝圓管陣列,且圓管陣列的排列與待拆連接器針腳排列對應,圓管內圓直徑稍大于針腳直徑,圓管長度大于連接器插裝面露出的最長針腳長度,加熱設備上安裝有磁力座,旋轉磁力座開關后磁力座吸力面具有磁吸力。加熱設備示意圖如圖2所示。
針對連接器外殼背部的支撐凸臺、針腳、印制板、壓接面針腳焊點斜面之間形成的空槽,使用梳狀工具,其針柱為圓柱形,針柱排列、間距與空槽的排列、間距一一對應,針柱長度與連接器長度一致,針柱直徑小于空槽的最小邊長度。梳狀工具采用堅硬的材質,且不會因高溫而發生形變。
1.2" " 拆焊工藝方法
拆卸方法具體包括如下步驟:
S1:用錫箔紙對待拆高速背板連接器周圍其他器件進行包覆。
S2:將加熱設備頭部的圓管陣列對應套在待拆連接器所有針腳上直至針腳根部。
S3:將梳狀工具插入連接器外殼背部的支撐凸臺、針腳、印制板、壓接面針腳焊點斜面之間形成的空槽,并使梳狀工具凸臺面與加熱設備磁力座吸力面完全接觸。
S4:旋轉磁力座開關,使磁力座吸住梳狀工具。
S5:開啟加熱設備,將連接器所有針腳根部加熱至其接觸部分的外殼達到軟化狀態,并恒溫保持剛軟化狀態時的加熱溫度。
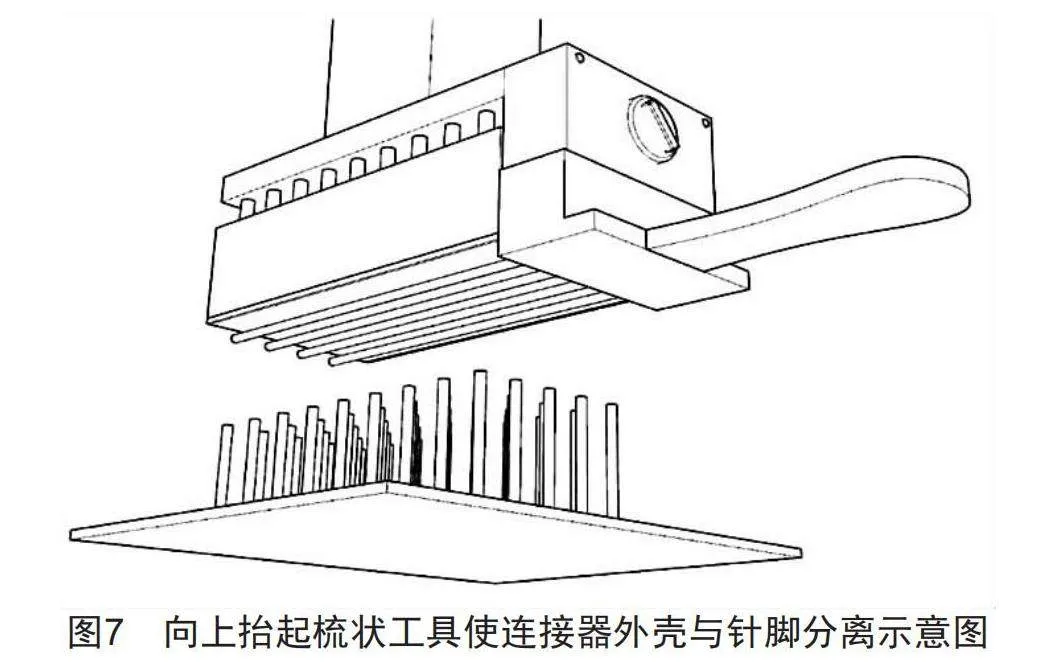
S6:對梳狀工具施加一個壓接反方向的作用力,將連接器外殼向上抬起直至外殼與針腳分離,拆除外殼。
S7:停止加熱,旋轉磁力座開關取下梳狀工具。
S8:對高速背板連接器焊接面針腳焊點用電烙鐵加熱,至焊接面焊點與壓接面焊點的焊錫融化后用鉗子夾住壓接面針腳拔出。
S9:依據步驟S8方法逐個將其他針腳拔出。
1.3" " 本拆焊工藝的優勢
1)本拆焊工藝方法使用錫箔紙對待拆高速背板連接器周圍其他器件進行包覆隔熱,這樣可以最大程度減小高溫對其他器件造成的損傷。
2)本拆焊工藝方法使用梳狀工具,可以使連接器外殼受力均勻,快速與針腳分離。
3)本拆焊工藝方法使加熱設備的頭部與梳狀工具通過磁力作用吸固在一起,向上抬起梳狀工具過程中保持了梳狀工具與加熱設備頭部同步移動,且保持了與針腳接觸的外殼部分在拆卸過程中能持續加熱,使與針腳接觸的外殼部分在拆卸過程中一直能保持軟化狀態。
4)本拆焊工藝方法中的加熱設備頭部下部為圓管陣列,只對針腳接觸的外殼部分加熱,加熱面積小,避免了整體加熱對印制板和其他器件的熱損害。
5)本拆焊工藝方法在分離拆除外殼后可以清晰地看見壓接面連接器針腳焊點的情況,從而掌控焊接面焊點加熱直至壓接面焊點融化的時間,避免了在焊錫未融化時就拔取針腳造成焊盤脫落的情況,也避免了加熱時間過長導致的焊盤脫落情況。
6)本拆焊工藝方法使用具有溫控功能的芯片返修站進行加熱,可以很好地控制加熱溫度,恒溫保持剛軟化狀態時的加熱溫度,避免連接器外殼因溫度過高或時高時低而不易分離或不能快速分離,也最大限度減少了高溫對周圍其他器件造成的損傷。
7)本拆焊工藝方法還具有操作過程簡單、省力的優勢。
2" " 具體實施例
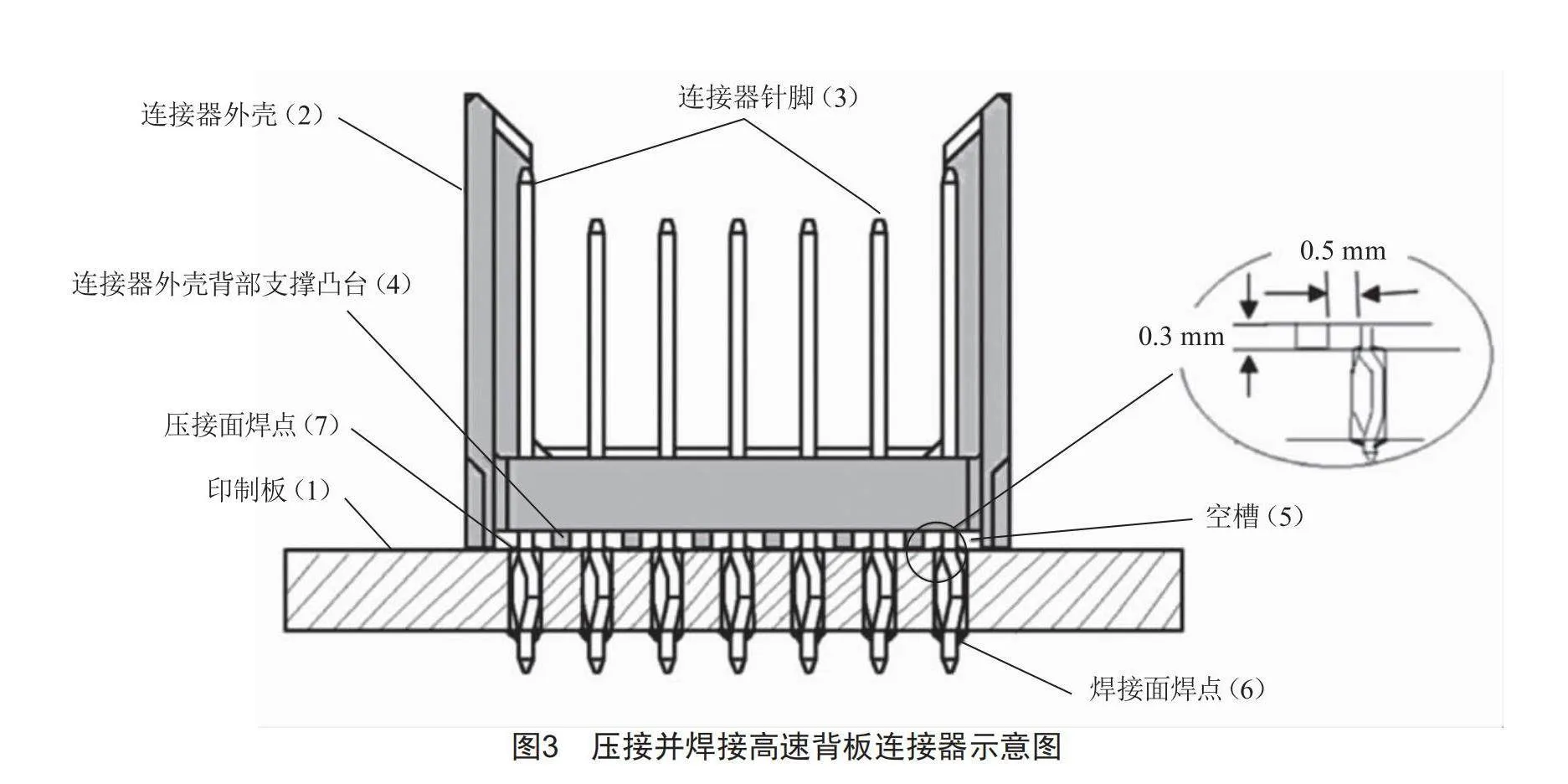
依照上述方法提供一種較佳的實施例。壓接并焊接高速背板連接器示意圖如圖3所示,設有針腳(3)、連接器外殼(2)、連接器外殼背部支撐凸臺(4)。針腳(3)的直徑為0.5 mm,連接器插裝面露出最長針腳長度為8 mm,連接器外殼背部支撐凸臺(4)的高度為0.3 mm,連接器外殼背部支撐凸臺(4)與針腳(3)之間的距離為0.5 mm,壓接面焊點(7)斜面與印制板(1)形成的交點到連接器外殼背部支撐凸臺(4)距離為0.4 mm,梳狀工具的針柱直徑為0.2 mm,加熱設備的圓管陣列(901)的圓管長度為10 mm,圓管內徑為0.6 mm,外徑為0.8 mm。
對上述實施例采用本文方法來完成拆焊,其具體步驟為:
第一步,用錫箔紙對待拆高速背板連接器周圍其他器件進行包覆。
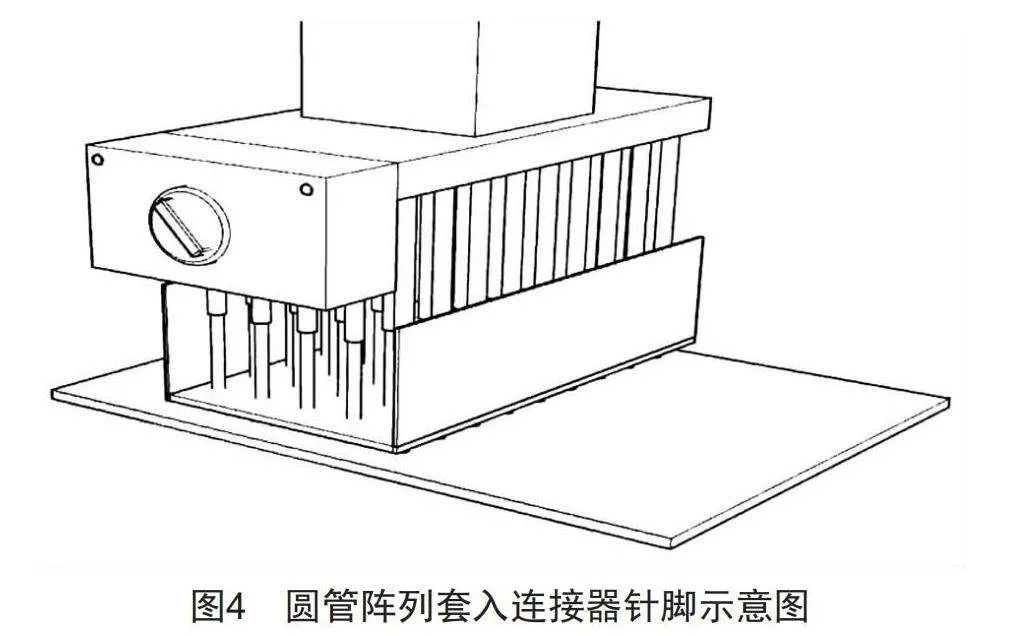
第二步,將加熱設備(9)的圓管陣列(901)對應套入連接器針腳(3)上直至針腳根部,如圖4所示。
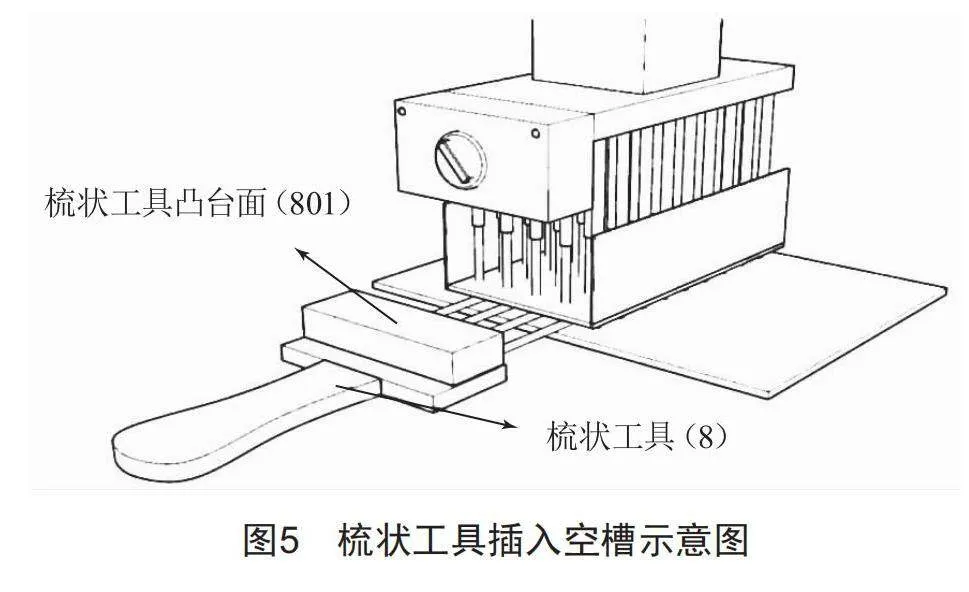
第三步,將梳狀工具(8)插入連接器外殼背部支撐凸臺、針腳、印制板、壓接面針腳焊點斜面之間形成的空槽(5),如圖5所示,并使梳狀工具凸臺面(801)與加熱設備磁力座吸力面(1002)完全接觸。
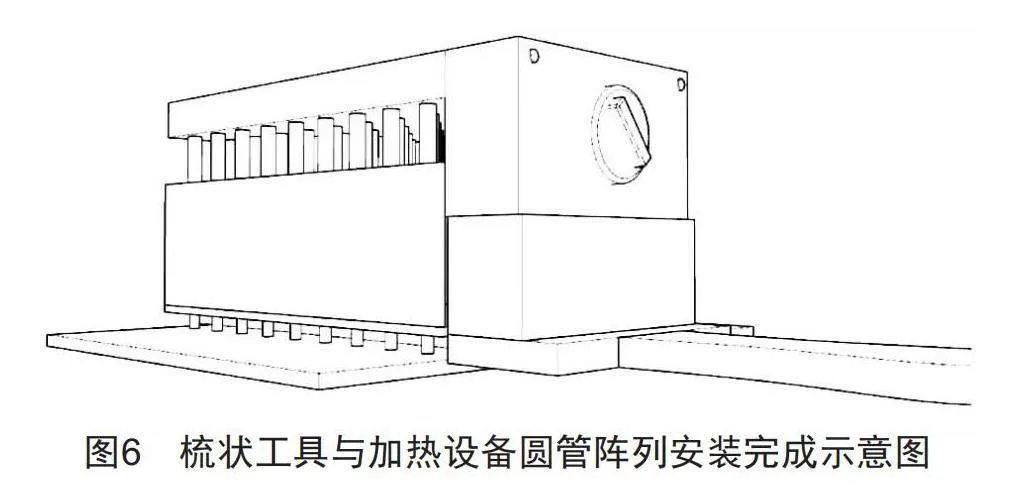
第四步,旋轉磁力座開關(1001),使磁力座吸力面(1002)吸住梳狀工具(8),如圖6所示。
第五步,將加熱設備(9)的溫度峰值設置為173 ℃,峰值溫度時間設置為120 s,對待拆連接器整體加熱,當溫度升至173 ℃時連接器剛好達到軟化狀態,恒溫保持173 ℃持續加熱。
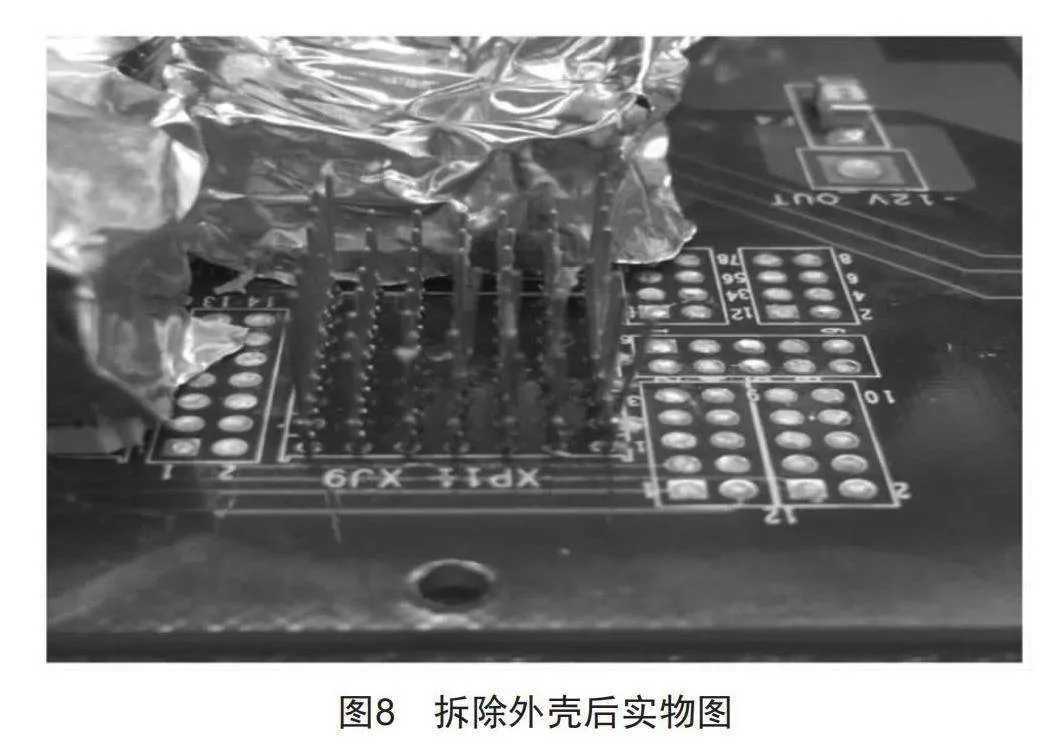
第六步,對梳狀工具(8)施加一個壓接反方向的作用力,將連接器外殼(2)向上抬起直至外殼與針腳分離,拆除外殼,如圖7所示;拆除外殼后實物圖如圖8所示。
第七步,停止加熱,旋轉磁力座開關(1001)取下梳狀工具(8)。
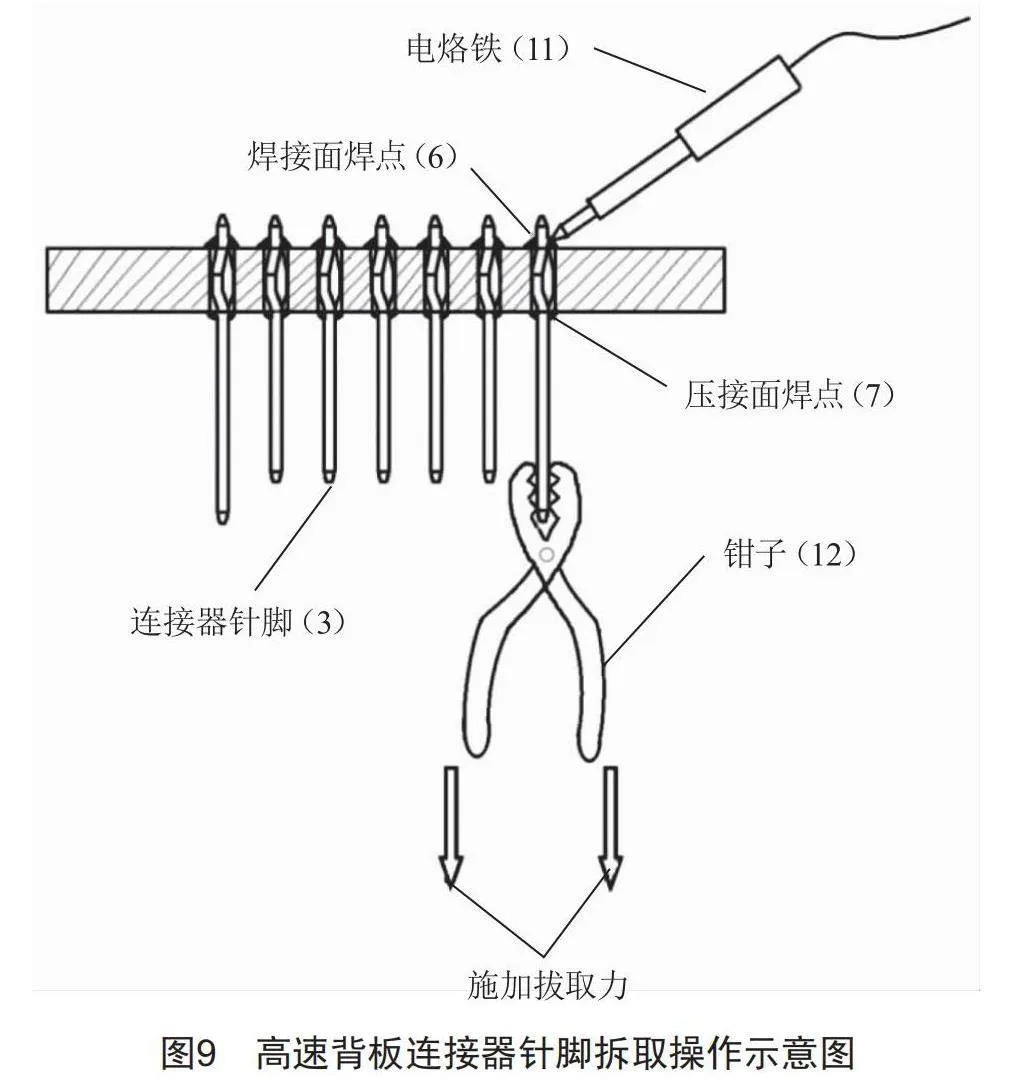
第八步,對高速背板連接器焊接面焊點(6)用電烙鐵(11)加熱,至焊接面焊點(6)與壓接面焊點(7)的焊錫融化后用鉗子(12)夾住壓接面針腳拔出,如圖9所示。
第九步,重復第八步的操作直至拆取下所有針腳,即達到壓接并焊接高速背板連接器拆卸的目的。
3" " 實施效果
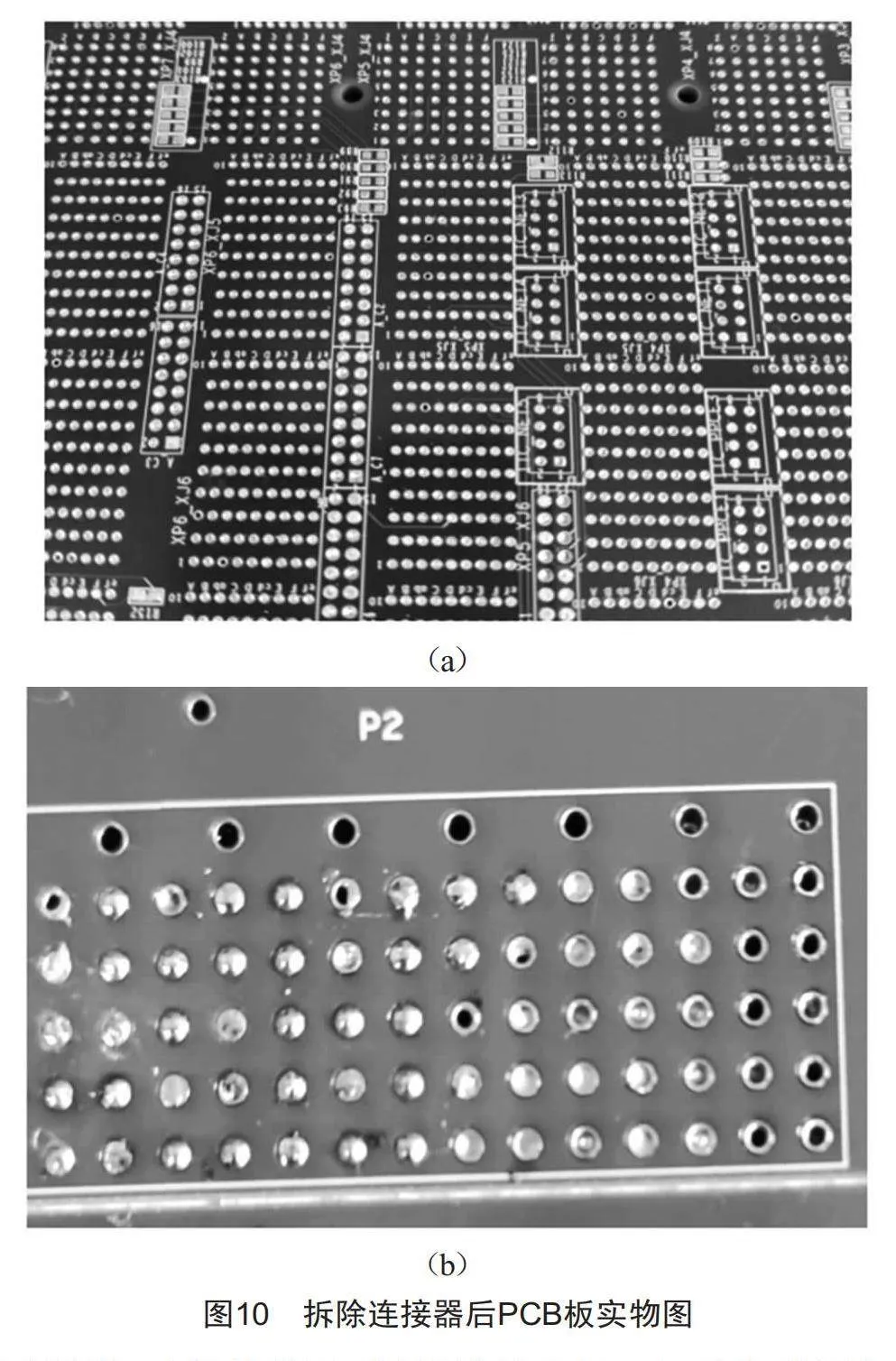
按照上述實施例拆焊,印制板無損傷,拆除連接器后PCB板實物圖如圖10所示。
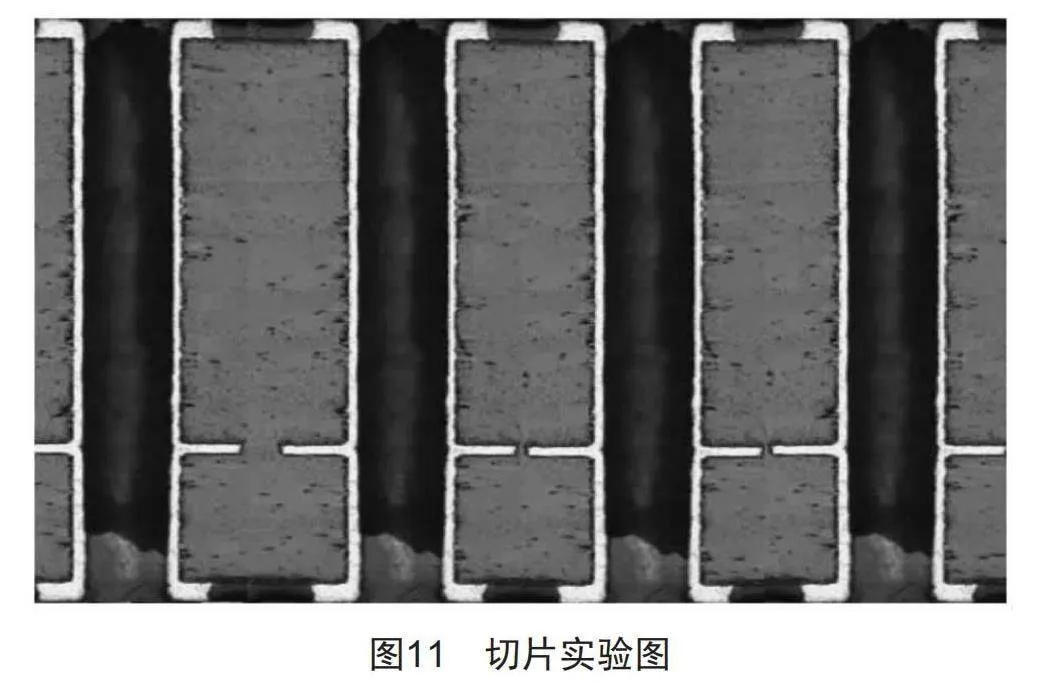
拆焊后進行切片試驗,發現通孔孔壁及焊盤均無斷裂、破損等情況,拆焊效果良好。切片實驗圖如圖11所示。
4" " 結束語
本文針對壓接并焊接高速背板連接器維修拆焊時采用傳統方法拆焊難度大、產品報廢風險高、維修后可靠性低等問題,設計了專用拆焊工裝,提出了新的拆焊工藝方法。
這種方法有效解決了壓接并焊接高速背板連接器的拆卸難題,同時也避免了因外殼遮擋不能觀察或判別通孔內焊錫是否完全融化,從而致使加熱時長不當導致焊盤脫落造成印制板報廢的情況,維修可靠性高。
[參考文獻]
[1] 陳松,劉向陽.高速背板連接器結構設計研究[J].電子技術與軟件工程,2020(22):47-48.
[2] 程虎,李繪娟,程鵬,等.基于QC方法的縮短PCB底板壓裝時間技術研究[J].機電信息,2023(9):77-81.
[3] 李旺,倪曉森,萬侃侃.魚眼端子:CN203983559U[P].2014-12-03.
[4] 李松.一種采用魚眼端子的連接器:CN202423606U[P].2012-09-05.
[5] 李松.復合型連接器:CN202495592U[P].2012-10-17.
[6] 程虎.一種高密連接器的拆卸方法:CN112510459B[P].2022-04-19.
收稿日期:2024-07-16
作者簡介:程虎(1986—),男,湖北武漢人,高級技師,研究方向:無線電裝調。