起落架撐桿襯套的鉸孔方法及工裝設(shè)計(jì)
2024-12-06 00:00:00蔣小麗
中國(guó)新技術(shù)新產(chǎn)品
2024年13期
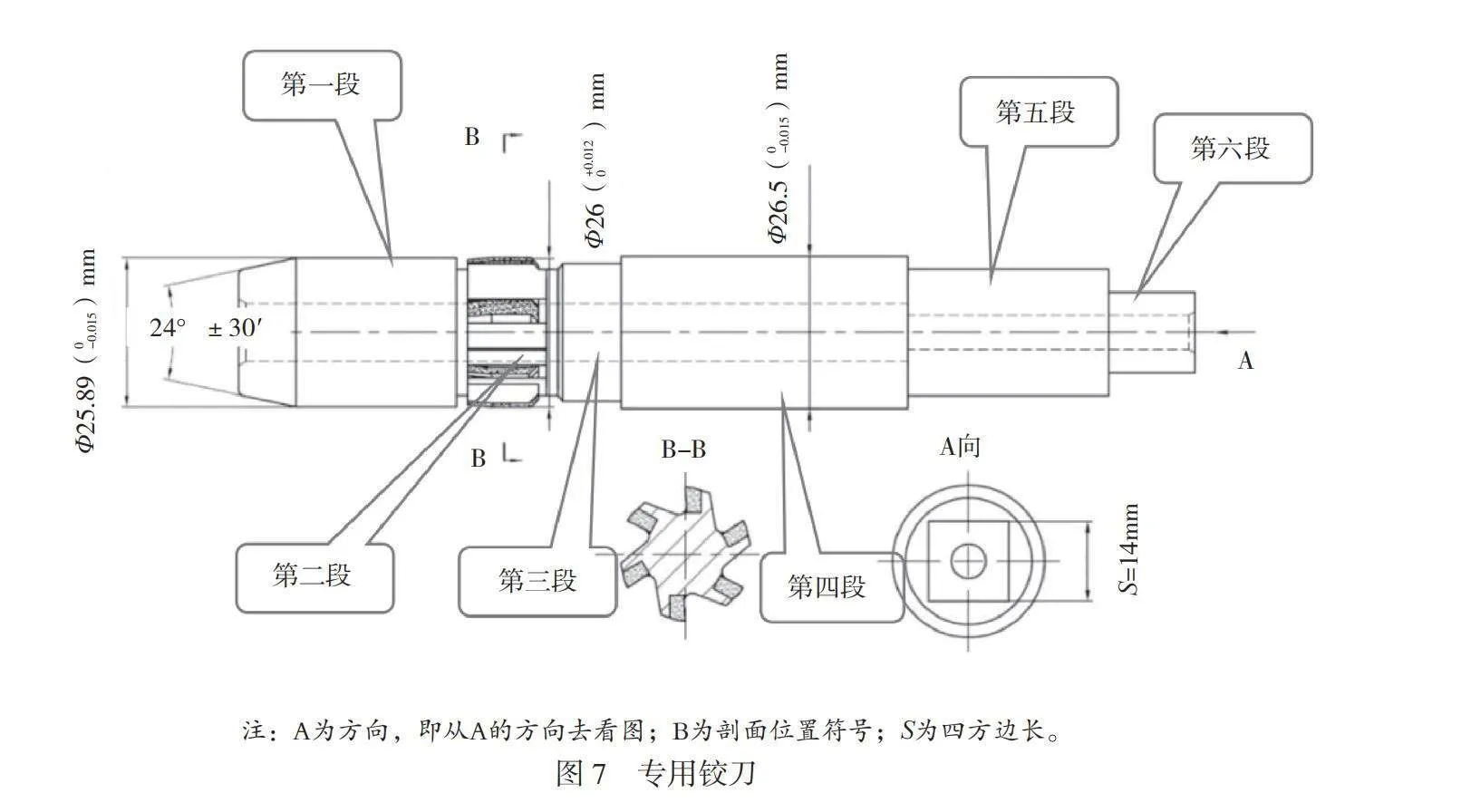

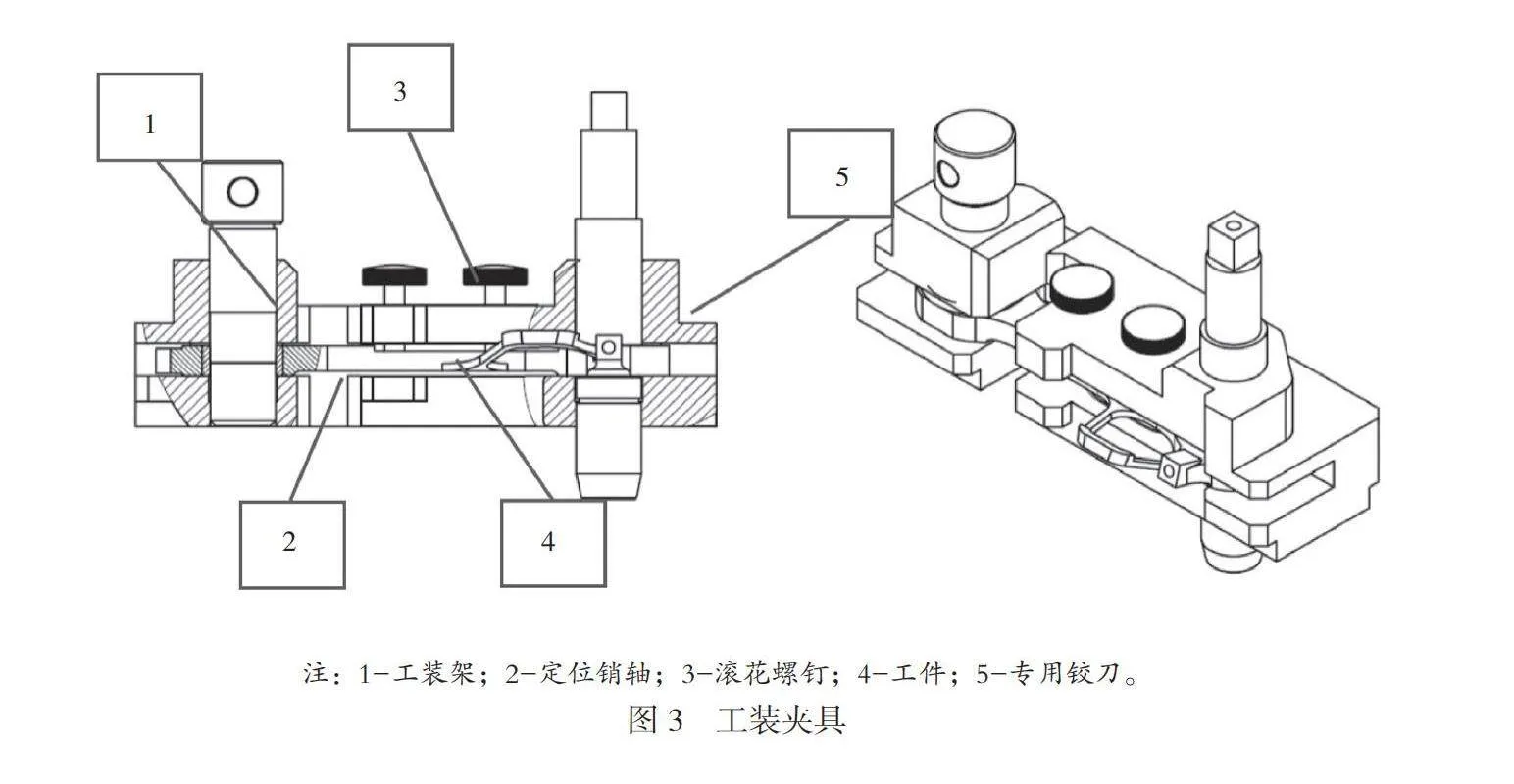
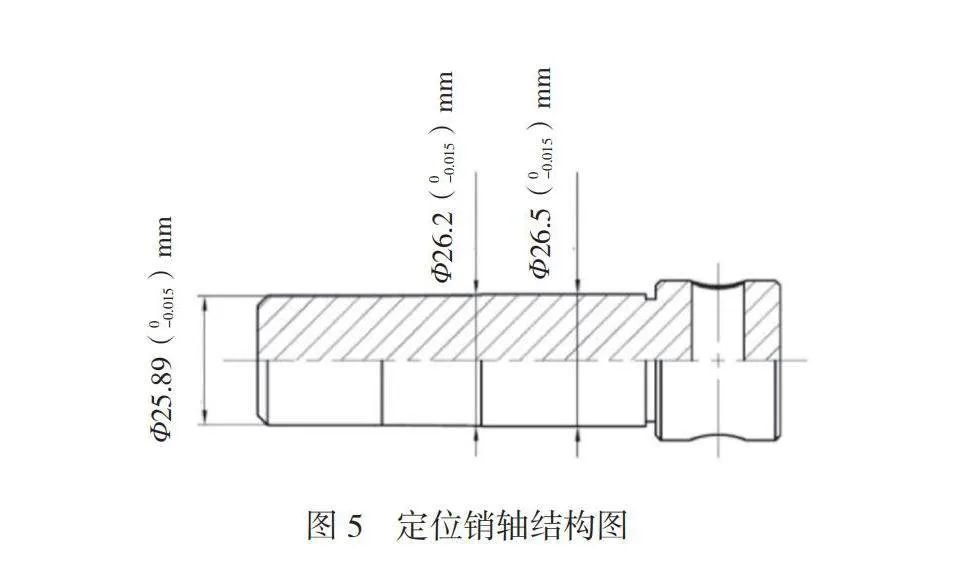
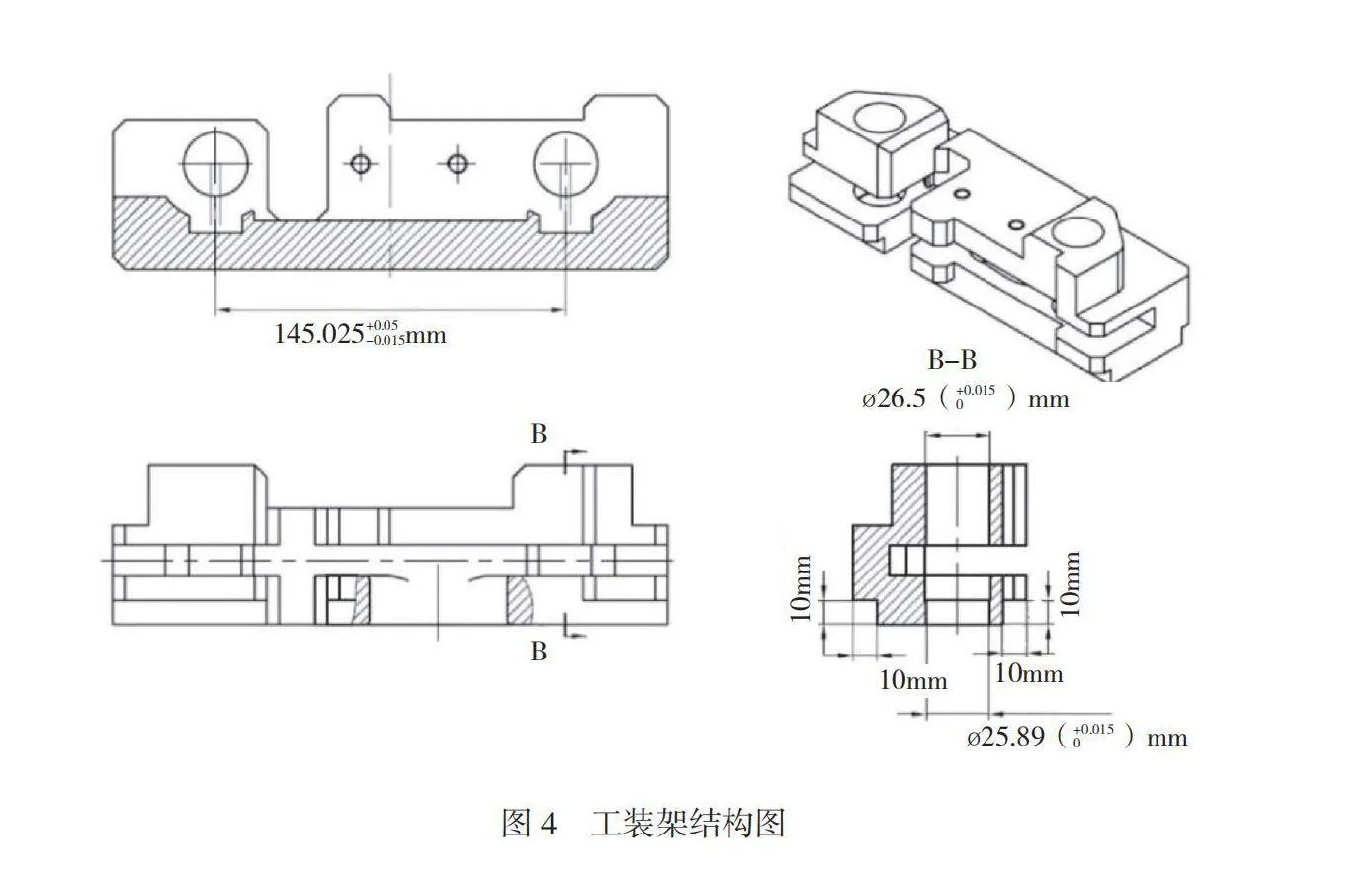
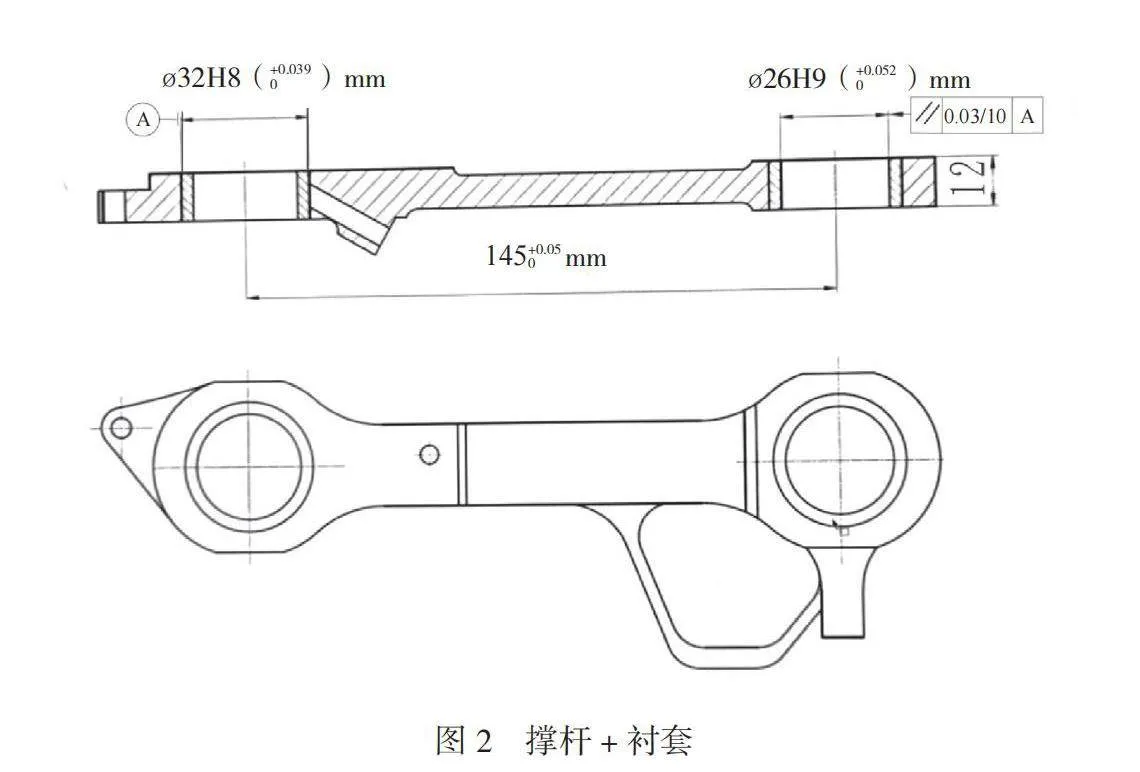
摘要:撐桿是起落架下位鎖中的一個(gè)重要組成部分,在其襯套的生產(chǎn)和裝配過(guò)程中,零件本身有缺陷或裝配操作不當(dāng)可能會(huì)造成嚴(yán)重后果。因此,更換新襯套時(shí)還需要對(duì)襯套進(jìn)行二次精鉸孔加工。現(xiàn)有襯套鉸孔方式為由人工采用普通鉸刀并借助虎鉗等輔助工具,鉸出后的孔會(huì)出現(xiàn)2個(gè)襯套孔的位置精度超差。超差值比較小的可以用于產(chǎn)品組裝,但長(zhǎng)時(shí)間磨損會(huì)導(dǎo)致襯套更換周期短;超差值大的直接導(dǎo)致襯套報(bào)廢,不僅造成材料和工時(shí)浪費(fèi),還會(huì)引起嚴(yán)重的飛行事故。安全無(wú)小事,為了解決該問(wèn)題,本文提出了一套專用的襯套鉸孔工裝夾具,通過(guò)嚴(yán)格規(guī)范操作人員的鉸削工藝,雙管齊下,共同確保加工的襯套符合質(zhì)量要求。
關(guān)鍵詞:襯套;鉸孔;工裝夾具;鉸削工藝
中圖分類號(hào):V22""""""""" 文獻(xiàn)標(biāo)志碼:A
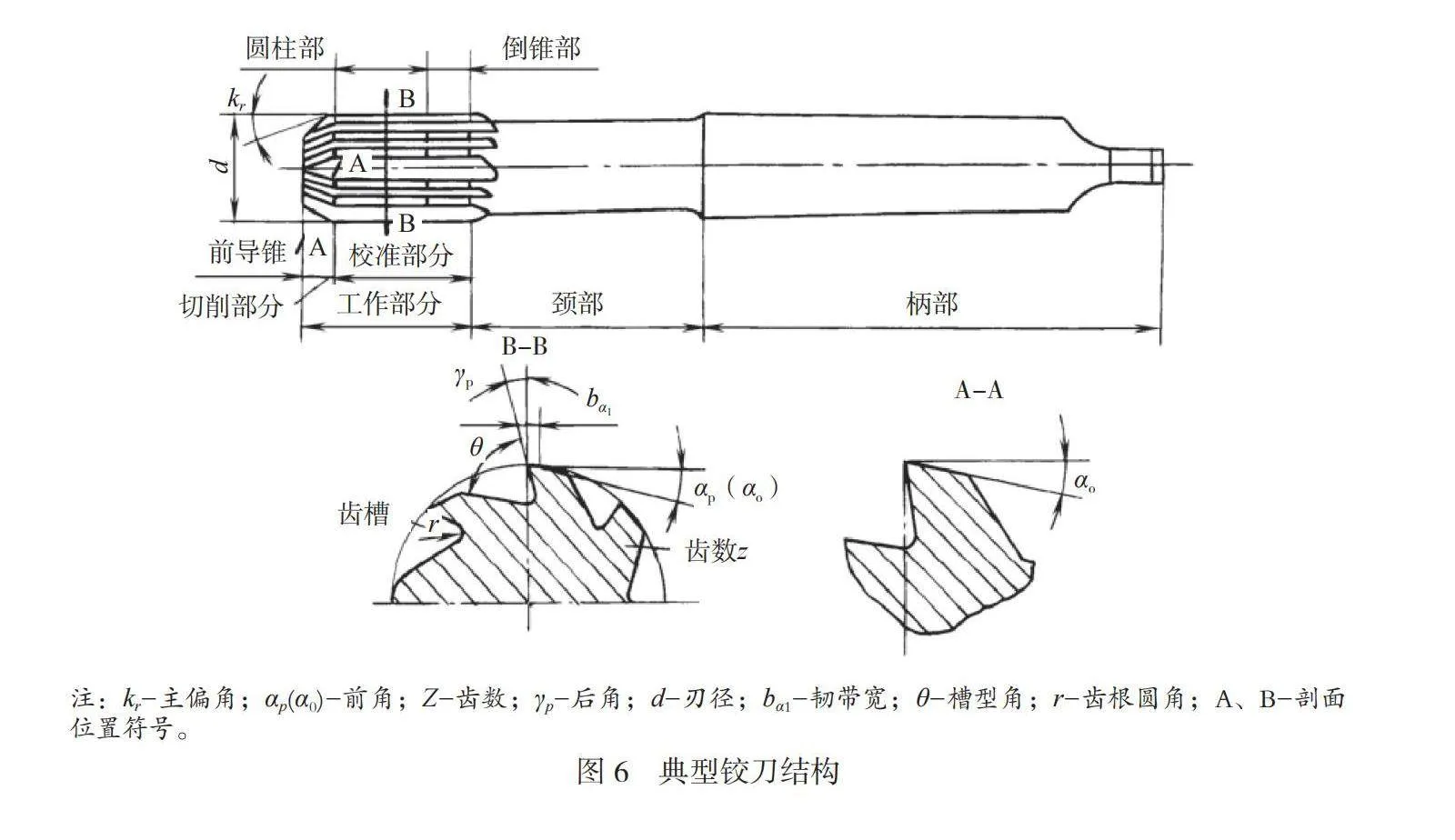
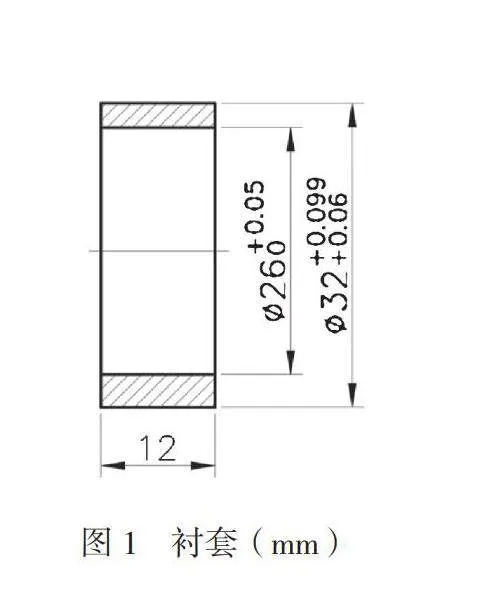
起落架的下位鎖在飛機(jī)運(yùn)行過(guò)程中非常重要,撐桿是下位鎖中的一個(gè)重要組成部分,在其襯套的生產(chǎn)和裝配過(guò)程中,零件本身有缺陷或裝配操作不當(dāng)可能會(huì)造成嚴(yán)重后果。某起落架下位鎖襯套換新壓入撐桿內(nèi)圈時(shí),由于襯套和撐桿材料存在差異,因此壓入時(shí)襯套出現(xiàn)了微小形變,無(wú)法滿足裝配需求。為了使形變后的襯套達(dá)到使用要求,需要在襯套壓入撐桿后對(duì)襯套內(nèi)孔再進(jìn)行一次鉸削加工。本文采用的方式為人工鉸孔加工。經(jīng)過(guò)研磨后,鉸刀精度可達(dá)IT7級(jí)。通過(guò)鉸孔后,可以使襯套內(nèi)圈的精度與光潔度、垂直度達(dá)到裝配要求,保證起落架的正常使用,筑牢飛機(jī)飛行安全防線。……
登錄APP查看全文
