解決ZL26型纖維濾棒成型機組刀盤縮刀問題
2024-12-06 00:00:00王建強
中國新技術新產(chǎn)品 2024年13期







摘要:為解決ZL26型纖維濾棒成型機組刀盤縮刀問題,分別對原刀盤機構、壓輥結(jié)構改進后的刀盤機構以及壓輥結(jié)構改進且彈簧更換后的刀盤機構進行了壓力測試。結(jié)果表明,改進后的壓輥結(jié)構在使用一段時間后仍存在縮刀風險,對刀盤夾緊彈簧進行改進后,刀盤縮刀問題得以徹底解決。進而對刀盤夾緊彈簧進行穩(wěn)定性分析與疲勞強度測算,以確保后續(xù)刀盤進刀的穩(wěn)定性。
關鍵詞:濾棒成型機;縮刀;壓輥;刀盤夾緊彈簧;壓力測試
中圖分類號:TS43""""""""" 文獻標志碼:A
ZL26型纖維濾棒成型機組是國產(chǎn)第一種600m/min的高速纖維濾棒成型設備。該機組濾棒切割系統(tǒng)的主要任務是將濾棒成型系統(tǒng)卷制出來的濾條切割成符合要求的濾棒。濾條經(jīng)過濾棒成型系統(tǒng)進入濾棒切割系統(tǒng),通過喇叭嘴機構進行承托和輔助切割。刀盤通過法蘭盤與刀盤支承的半軸相連,其運動通過刀盤軸進行傳遞,是濾棒成型機不可或缺的一部分[1]。該系統(tǒng)的設計結(jié)構、運行穩(wěn)定性直接關系到濾棒成品的切口質(zhì)量與長度指標。ZL26型纖維濾棒成型機組在生產(chǎn)濾棒的過程中會產(chǎn)生濾棒切口毛茬、濾棒切不斷等問題,將磨刀系統(tǒng)進行清潔保養(yǎng)、更換刀片和調(diào)整喇叭嘴機構后,該問題仍未得到根本解決,最后拆下刀盤進行監(jiān)測,發(fā)現(xiàn)刀盤存在縮刀問題。
1問題分析
刀盤縮刀,即刀盤在高速運轉(zhuǎn)過程中發(fā)生的切刀回縮問題,要找到刀盤縮刀的原因,就需要先了解刀盤的結(jié)構和工作原理。
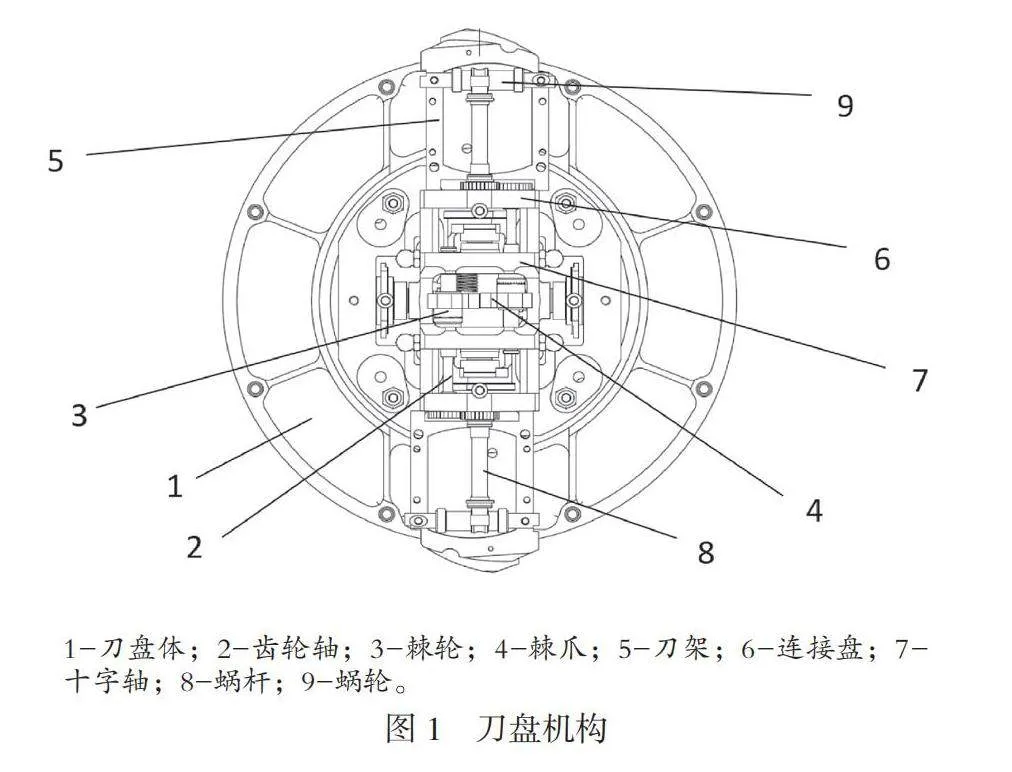
刀盤裝置是完成濾棒切割的主要部件,如圖1所示。ZL26型纖維濾棒成型機組刀盤機構采用虎克式刀盤的結(jié)構形式,主要由刀盤、半軸、刀盤支承半軸座和刀架等部件組成。刀盤上對稱安裝了2套刀架,即雙刀結(jié)構形式,刀盤每旋轉(zhuǎn)一周會切割出2支符合規(guī)定長度的濾棒。
進刀是指將壓縮空氣作為動力,推動進刀機構,進刀頻率可調(diào),并根據(jù)濾棒長度規(guī)格,調(diào)整刀盤支撐座和傳動箱位置來轉(zhuǎn)換刀盤角度[2]。喇叭嘴裝置采用單個板簧支撐。磨刀砂輪有2個,一個磨刀砂輪安裝于刀盤外側(cè),起主要的磨刀作用;另一個磨刀砂輪安裝于刀盤內(nèi)側(cè),起修光切刀的作用。兩者結(jié)構基本相同,各由一個電機單獨驅(qū)動。
用一字頭螺絲刀壓下切刀解鎖張緊銷即可抽出或裝入切刀。抽出工具,解鎖銷釘復位,刀架內(nèi)的壓輥自動壓緊切刀。為了保證濾棒切割質(zhì)量,切刀能自動進刀刃磨。自動進刀由進刀機構完成,刃磨由磨刀裝置完成。切刀的進刀量為每次0.06mm。進給時間與切割濾棒支數(shù)有關,可通過設置切割濾棒支數(shù)來調(diào)整進刀時間。每當?shù)侗P轉(zhuǎn)動達到所設定的轉(zhuǎn)動次數(shù)時,便產(chǎn)生一個脈沖信號,脈沖信號控制氣動系統(tǒng)中的電磁閥動作,使進刀機構工作,從而完成一次進刀。約3s后,電磁閥換向并切斷氣路。切刀進給次數(shù)可預先設定,當切刀進給次數(shù)達到預先設定值后,顯示屏上出現(xiàn)報警信號,此時可更換新切刀。如果沒有更換切刀,當切刀進給達到最大次數(shù)后,就會出現(xiàn)程序控制停機。
刀盤主要由刀盤體、連接盤、十字軸、2個刀架以及進刀機構組成。刀盤通過十字軸與刀盤支承半軸座相連,其運動通過刀盤軸傳遞。當?shù)侗P支承半軸座內(nèi)的進刀頂桿推動棘爪時,棘爪推動棘輪,帶動進給齒輪軸轉(zhuǎn)動,進而帶動刀架內(nèi)的蝸桿傳動蝸輪。刀架內(nèi)滾輪與蝸輪共同作用,推動切刀向前運動,使對稱的2個切刀同時自動進給。
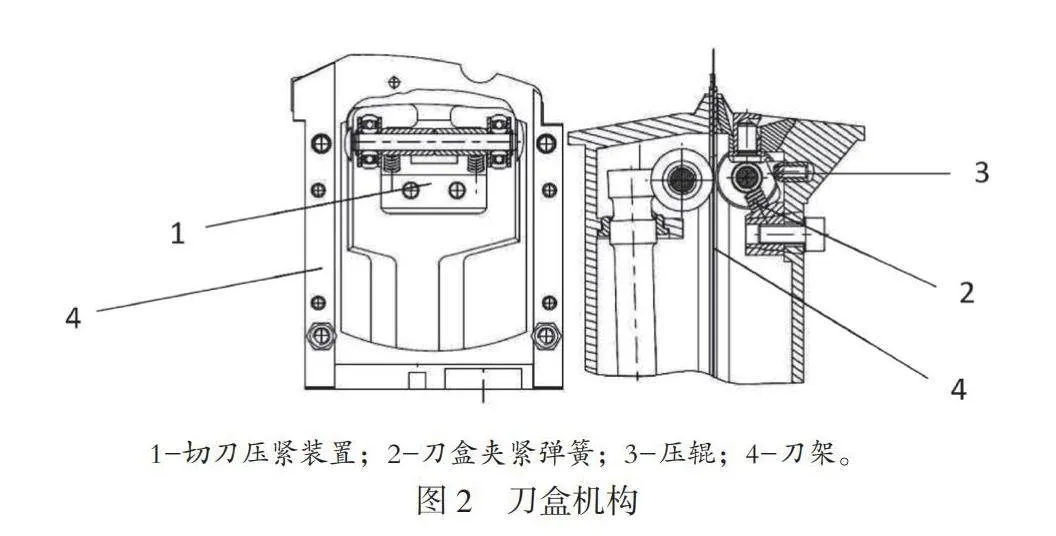
刀盒機構如圖2所示。在刀盒機構中,有一切刀壓緊裝置對刀盤切刀進行壓緊。在濾棒切割、刀盤高速運轉(zhuǎn)的過程中,刀盒夾緊彈簧提供預緊力,將壓輥緊壓在刀片上,與刀架的結(jié)構相配合,在刀盤高速運轉(zhuǎn)過程中,使刀片位置穩(wěn)定不滑動,避免縮刀問題。
根據(jù)刀盤自動進給原理,刀盤縮刀可能原因有3個。一是切刀壓緊裝置設計不合理,切刀壓緊角度過小,導致壓輥對切刀的壓緊力不足;二是刀盤使用時間過長,蝸輪處金剛砂磨損脫落,壓縮彈簧達到疲勞極限,壓刀效果下降;三是刀盒夾緊彈簧設計不合理,不能滿足壓刀所需壓力。
對多個刀盤的切刀進行壓力檢測。根據(jù)設計調(diào)試經(jīng)驗,當壓輥對切刀的壓緊力≥50N的時候,不會發(fā)生縮刀現(xiàn)象。
運用控制變量法,對未改進的刀盤進行壓力測試,以此來確認切刀壓緊裝置和刀盒加緊彈簧的設計是否合理。未改進時切刀壓入刀盤所需力量見表1。
壓力測試顯示,新刀盤壓輥對切刀的壓緊力≤50N,也存在縮刀的可能性,并且隨著使用時間增加,縮刀問題日益明顯,說明切刀壓緊裝置和刀盒夾緊彈簧設計本身存在不合理之處。隨著使用時間增加,該問題逐漸放大,因此需要對切刀壓緊裝置和刀盒夾緊彈簧進行改進。
2改進方法
2.1結(jié)構改進
對切刀壓緊裝置的結(jié)構進行更改,將刀盒夾緊彈簧的數(shù)量由2個增加為3個,并將壓緊角度由25°增至33°,以此來解決切刀壓緊角度過小導致的壓輥對切刀壓緊力不足的問題。
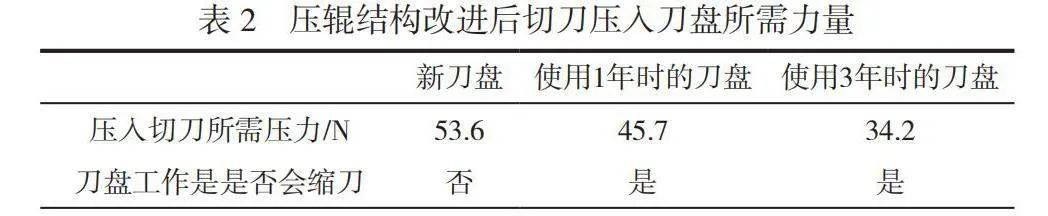
運用控制變量法,維持刀盤其他部件不變,僅對壓輥進行更換。彈簧采用原刀盤彈簧,調(diào)整后再對刀盤切刀進行壓力檢測。壓輥結(jié)構改進后切刀壓入刀盤所需力量見表2。
新的刀盤壓輥結(jié)構有效解決了新刀盤縮刀問題,但對于長時間工作刀盤機構,仍存在縮刀風險,說明刀盒夾緊彈簧本身預緊力不足,需要對刀盒夾緊彈簧進行改進。
2.2零件改進
重新設計刀盤夾緊彈簧,需要考慮彈簧尺寸、剛度、材質(zhì)和彈簧端部形式等方面。考慮刀盤的結(jié)構特性和零件更換的便捷程度,彈簧外輪廓尺寸不做更改。彈簧剛度如公式(1)所示。
式中:G為剪切彈性模量;d為彈簧絲直徑;D為彈簧中徑;n為有效圈數(shù)。
ZL26原使用刀盒夾緊彈簧材質(zhì)為65Mn,其彈性模量G=7.85×104MPa,彈簧絲直徑d=0.8mm,彈簧中徑D=4mm,選用端部不并緊,磨平彈簧,有效圈數(shù)為n=9。
帶入公式(1)進行計算,可得彈簧剛度,如公式(2)所示。
則彈簧的力如公式(3)所示。
Fmax=P'x=6.977×4.7=32.7919N(3)
受力分析如公式(4)所示。
F0=n0Fmaxsinα(4)
式中:F0為刀片壓緊力;n0為彈簧數(shù)量;α為壓緊角度。
計算可得原設計刀盒夾緊彈簧的刀片壓緊力F0的值為F0≈27.717N,單個彈簧壓緊力為13.86N。
彈簧材質(zhì)方面,65Mn強度高,淬透性較好,但具有過熱敏感性,易產(chǎn)生淬火裂紋,并有回火脆性,適于做尺寸較大的彈簧。而60Si2MnA在高溫回火后具有良好的綜合力學性能,適用于高應力下工作的重要彈簧,并可作為耐熱(lt;250℃)彈簧[3],因此選用60Si2MnA作為新設計刀盒夾緊彈簧材質(zhì)。
外輪廓尺寸不變,彈簧絲直徑為0.8mm時,如果要Fmax≥100N,節(jié)距就無法滿足t≈~,因此選用d=1mm的彈簧,取節(jié)距為1.8mm,有效圈數(shù)為8圈,第一系列彈簧的彈簧中徑為4mm,則根據(jù)公式(1)可得新設計刀盒夾緊彈簧的彈簧剛度,如公式(5)所示。
端部不并緊,磨平的彈簧形式一般用于彈簧絲dgt;8mm。當d≤8mm時,應選用端部并緊,磨平,支撐圈數(shù)為1圈的彈簧[4]。此時,彈簧總?cè)?shù)為n1=n+2=10圈。壓并高度為Hb=(n+1.5)d=(8+15)×1=9.5mm,彈簧壓縮量為x=H0-Hb=15-9.5=5.5mm(H0為彈簧自由高度)。
根據(jù)公式(3)計算新設計的彈簧軸向彈力,即Fmax=P'x=19. 165×5.5=105.408N。
根據(jù)公式(4)可得改進后的切刀所受壓緊力,即F0=n0Fmaxsinα=3×105.408×sin33=172.228N。單個彈簧壓緊力為57.41N。刀盒加緊彈簧改進前、后彈簧的參數(shù)見表3。
改進后對刀盤再一次進行壓力測試,見表4。
改進切刀壓緊裝置結(jié)構和刀盒夾緊彈簧后,使用3年以上的刀盤壓入切刀所需壓力為50N以上,刀盤工作時不會出現(xiàn)縮刀現(xiàn)象,表明本文設計合理。
3改進效果
3.1穩(wěn)定性驗算
濾棒切割系統(tǒng)刀盤具有精密度高、自身重、造價高昂且不易拆裝等特點,因此,刀盒夾緊彈簧必須經(jīng)過穩(wěn)定性驗算和疲勞強度驗算[5],以減少刀盤的維保次數(shù),并延長刀盤壽命。
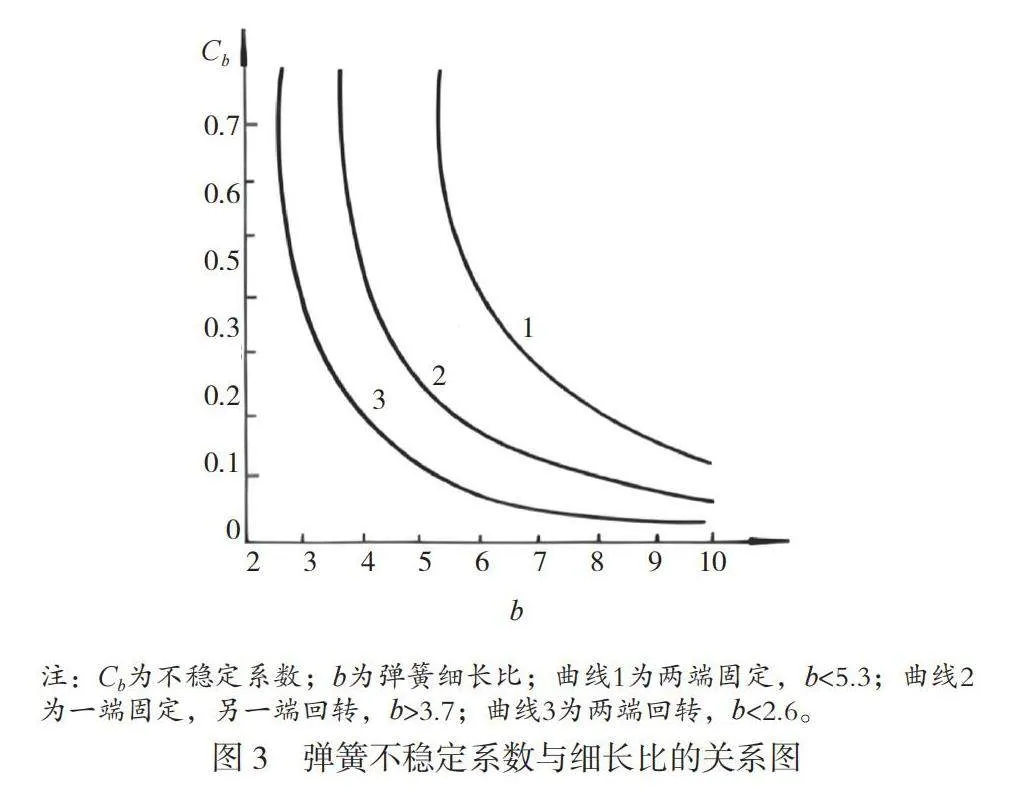
彈簧不穩(wěn)定系數(shù)與細長比的關系圖如圖3所示。
彈簧細長比為彈簧自由高度與彈簧中徑的比值,即b===3.75gt;3.7,需要進行穩(wěn)定性驗算且滿足公式(6)。
Pe=CbP'H0gt;Pn(6)式中:Pe為穩(wěn)定性臨界負荷;Pn為最大工作負荷。
刀盤夾緊彈簧一端固定,一端回轉(zhuǎn),不穩(wěn)定系數(shù)值Cb根據(jù)圖3可取值0.7,代入公式(7)~公式(9),可得C=4,κ=1.40,Pe=201.23,Pn=33.03,Pegt;Pn,彈簧穩(wěn)定性可以保證。
式中:[τp]為彈簧許用切應力;κ為曲度系數(shù);C為旋繞比。
3.2疲勞強度驗算
當彈簧受變負荷作用次數(shù)gt;103時,應進行疲勞強度驗算,如公式(10)所示。
式中:[s]為許用安全系數(shù);τmax為最大工作負荷產(chǎn)生的最大切應力;τmin為最小工作負荷產(chǎn)生的最小切應力;τ0為彈簧材料的脈動循環(huán)剪切疲勞強度。
需要先算出τ0、τmin和τmax的值,以此計算出該彈簧的安全系數(shù)。當彈簧安全系數(shù)大于等于許用安全系數(shù)時,該彈簧的疲勞強度合格。當彈簧設計計算與材料試驗數(shù)據(jù)準確性高時,許用安全系數(shù)[s]=1.3~1.7。
3.2.1計算τ0值
人機界面設置濾條切割3500次進行一次進刀,ZL26纖維濾棒成型機組的額定生產(chǎn)能力為6000支濾棒/min,則1min需要進刀60/35次刀。根據(jù)使用經(jīng)驗,當ZL26型纖維濾棒成型機組一天工作16h、一年工作300d時,刀盤使用壽命為3~6年,預計彈簧所受變負荷作用次數(shù)為104~105。
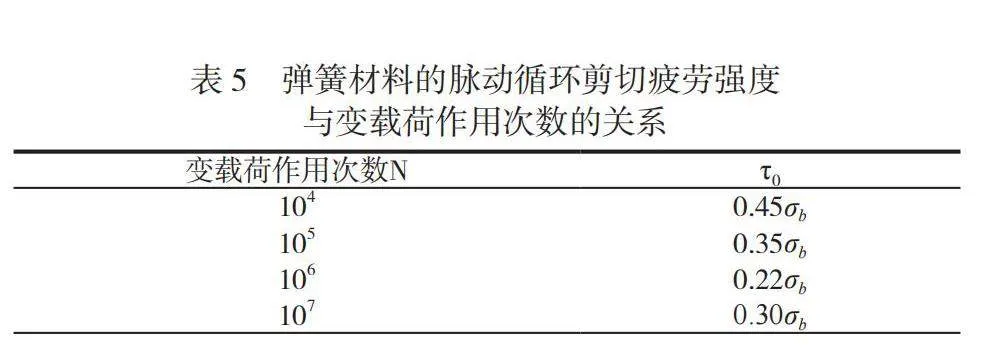
彈簧材料的脈動循環(huán)剪切疲勞強度與變載荷作用次數(shù)的關系見表5,根據(jù)下表可選取τ0=0.45σb,其中σb為抗拉強度。
3.2.2計算τmin值
彈簧所受變負荷作用次數(shù)為104~105時,采用Ⅱ類彈簧,則有公式(11)。
τj≤1.25[τp](11)式中:τj為極限工作負荷產(chǎn)生的極限切應力。
Ⅱ類彈簧許用切應力τp=0.4σb,帶入公式(10)可得τj≤0.5σb,取最大值τj=0.5σb,代入公式(12)~公式(14),可得。
式中:P1為最小工作負荷;Pj為工作極限負荷;τj為極限工作負荷所產(chǎn)生的極限切應力。
3.2.3計算τmax值τmax值如公式(15)所示。
根據(jù)公式(7)和公式(15)可得τmax=[τp]=0.4σb:
將τ0、τmin和τmax的值代入公式(10)綜合計算可得新設計彈簧疲勞強度s=1.438~1.594≥[s],滿足彈簧疲勞強度驗算,該彈簧可以作為新的刀盒夾緊彈簧使用。
4結(jié)論
本文對刀盤壓輥進行了改進,增大了切刀壓緊角度,增加了彈簧數(shù)量。通過3組對照試驗,分別測算了原機構刀盤、結(jié)構改進后的刀盤、零件改進后的刀盤拉出不同使用年限的切刀時所需要的力量,有效地證明了壓輥結(jié)構和零件的改進對解決刀盤縮刀問題的作用,并進行了穩(wěn)定性驗算與疲勞強度驗算,確保該問題得到徹底解決。
參考文獻
[1]劉可金.ZL26濾棒成型機喇叭嘴及切刀調(diào)校工裝:201920222324.8[P].2020-01-17.
[2]劉輝. 一種ZL26濾棒成型機刀盤角度快速調(diào)節(jié)裝置:202320977814.5[P].2023-11-07.
[3]成大先. 機械設計手冊[M]. 北京:化學工業(yè)出版社,2003.
[4]秦大同. 謝里陽. 現(xiàn)代機械設計手冊[M]. 北京:化學工業(yè)出版社,2011.
[5]馬保振. 機械基礎知識[M]. 北京:冶金工業(yè)出版社,2005.
