基于CutPro的切削顫振抑制研究
2024-12-06 00:00:00景睿安秋嫻余音
中國新技術新產品
2024年13期
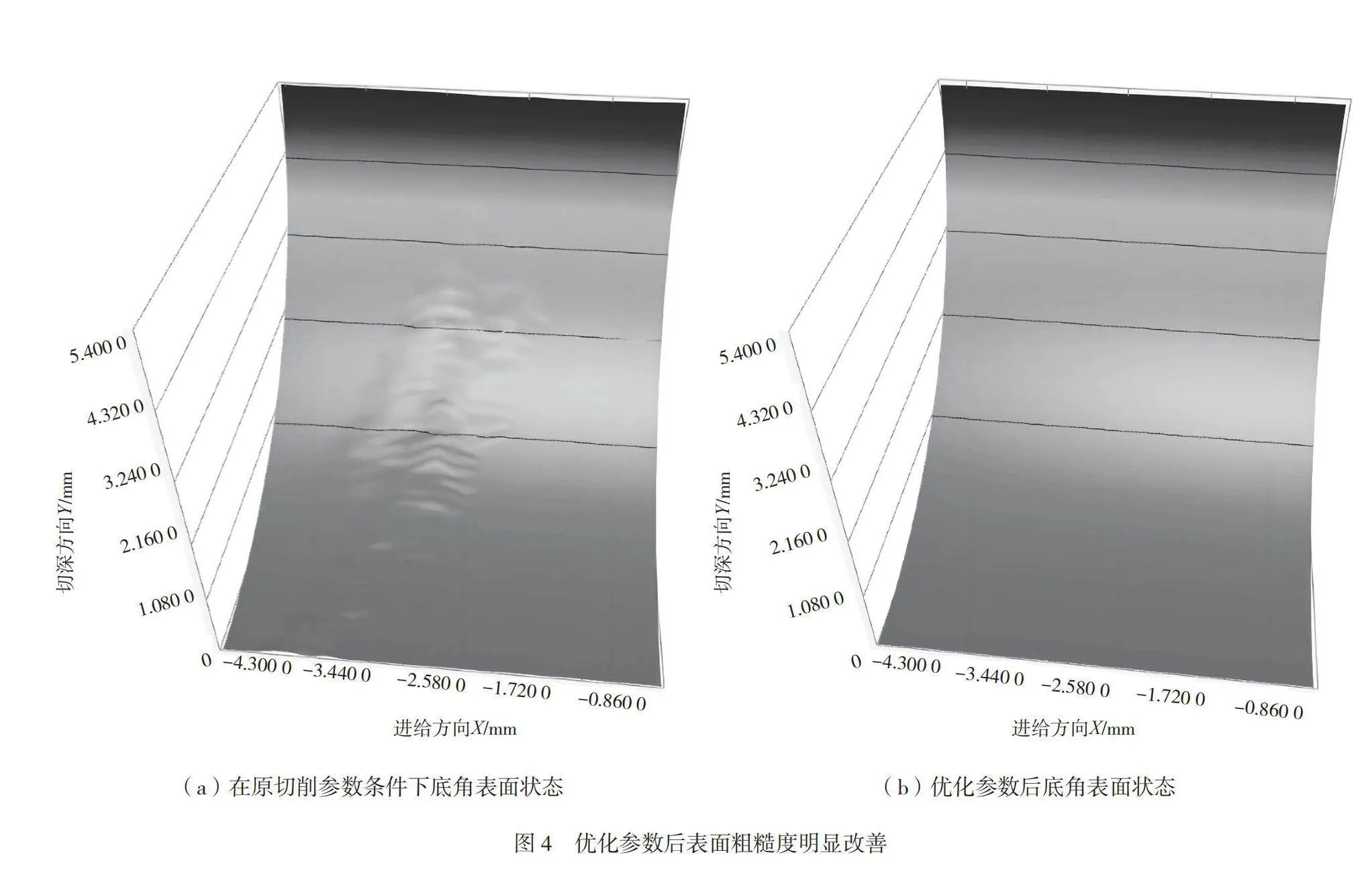

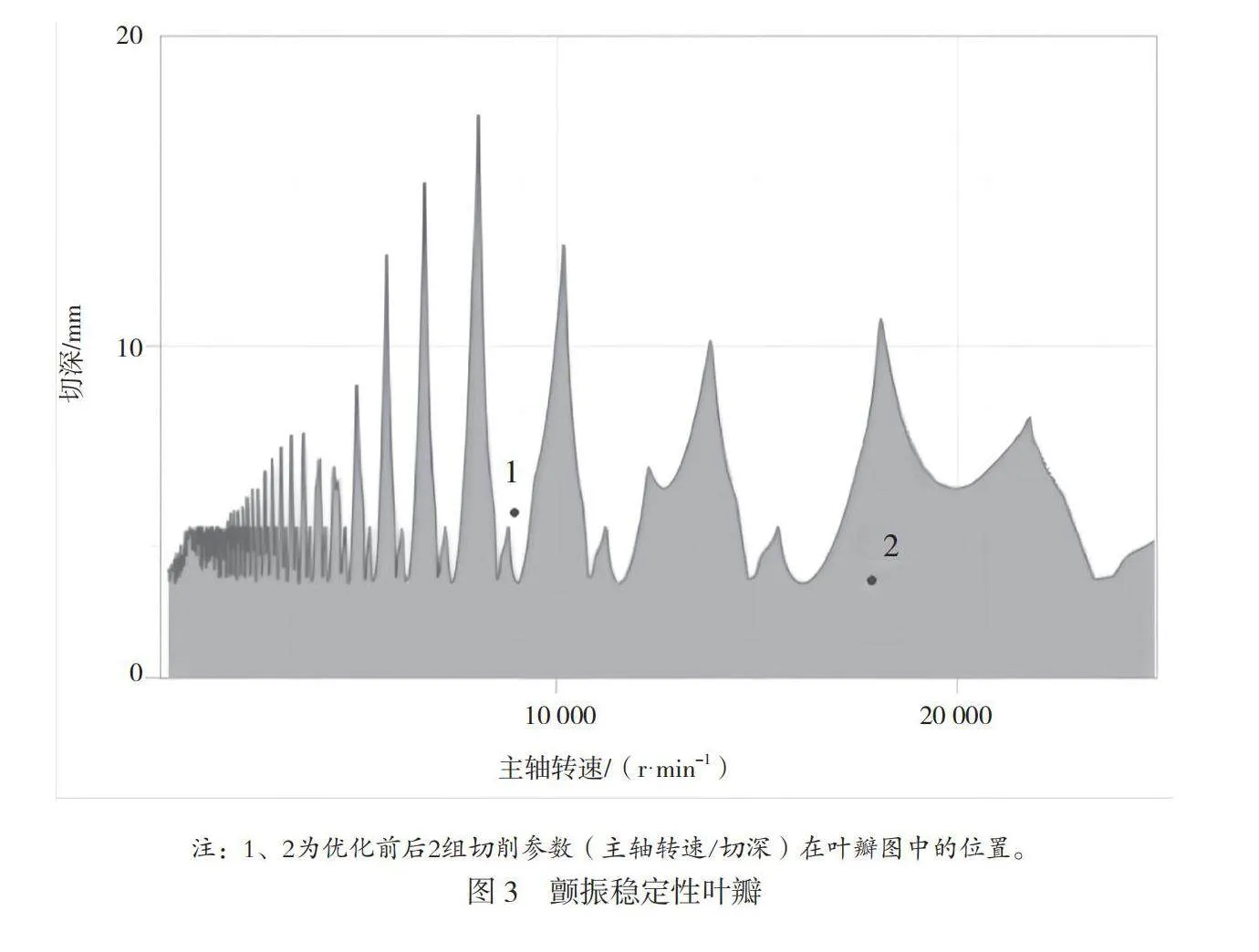

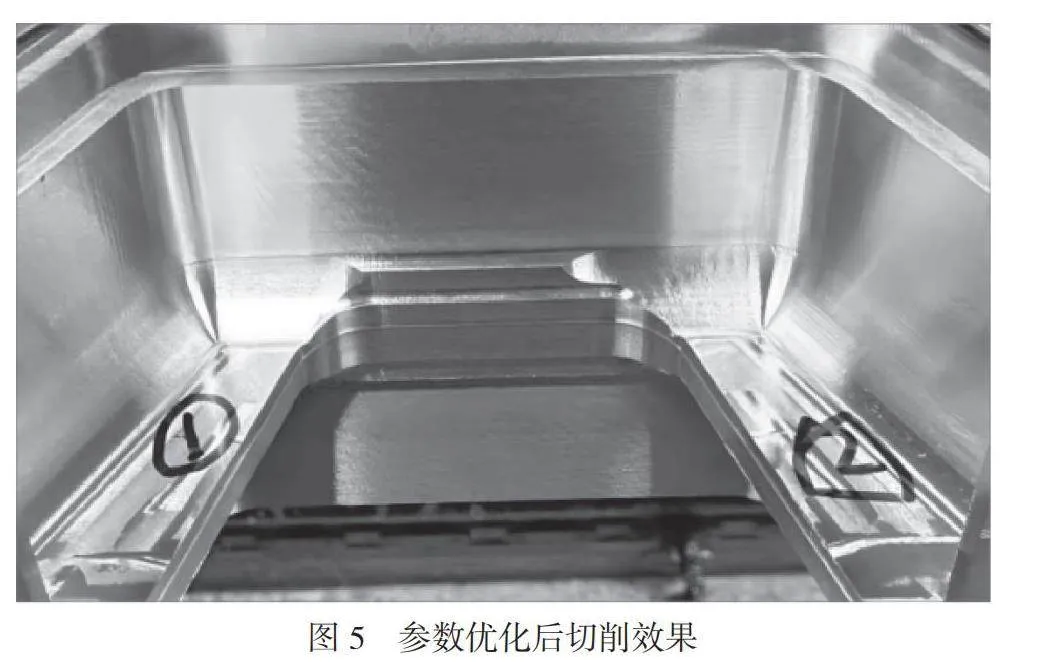
摘要:針對航空鋁合金結構件在切削加工過程中易發(fā)生切削顫振,導致零件表面質量以及精度不達標的問題,本文研究金屬零件切削加工顫振的產生機理和抑制方法,提出基于CutPro切削動力學仿真軟件的切削顫振抑制方法。分析刀具顫振穩(wěn)定性葉瓣圖,對切削參數(shù)進行優(yōu)化。切削試驗驗證了參數(shù)優(yōu)化的有效性,優(yōu)化后的切削參數(shù)能夠顯著降低切削顫振的發(fā)生頻率,提高零件表面質量。本文研究為航空制造型企業(yè)提供了一種簡單、高效并實用的鋁合金切削顫振抑制方法,實際應用價值很高。
關鍵詞:航空鋁合金結構件;國產大飛機;切削顫振;CutPro;參數(shù)優(yōu)化
中圖分類號:TG54""""""""" 文獻標志碼:A
在航空工業(yè)中,鋁合金質量輕,強度和耐蝕性高,鑄造和塑性加工性能優(yōu)秀,因此廣泛應用于各種結構件制造。在國產大飛機的制造過程中,鋁合金材料地位十分重要。
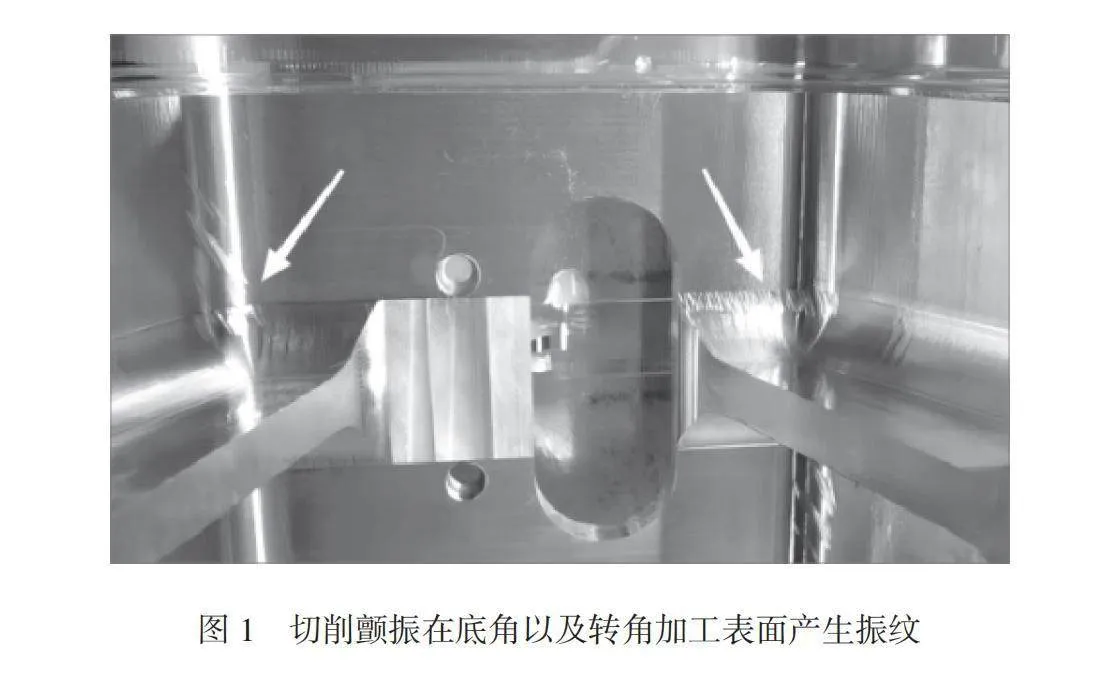
在切削過程中,切削顫振是一種常見的自激振動現(xiàn)象。切削系統(tǒng)通常由機床、刀具、零件和夾具組成,切削系統(tǒng)動態(tài)特性不穩(wěn)定以及不恰當?shù)那邢鲄?shù)會產生切削顫振現(xiàn)象。切削顫振不僅直接影響零件的表面質量和加工精度,而且可能引發(fā)刀具磨損、機床故障等一系列問題。這些問題不僅增加制造成本,還可能延長制造周期,對航空制造企業(yè)的生產效率和經濟效益產生負面影響。因此,研究和解決航空鋁合金切削顫振問題能夠提升產品質量和加工效率,推動航空制造技術發(fā)展。……
登錄APP查看全文
