基于機器視覺的PET瓶坯缺陷檢測系統設計
2024-10-25 00:00:00吳宇翔鄭兆啟石樸侍炳鑒張超李占勇王瑞芳徐慶
機械制造與自動化 2024年5期
關鍵詞:機器視覺


摘 要:針對PET瓶坯缺陷人工檢測工作強度大、效率低等問題,基于機器視覺技術設計一套由檢測組件、控制組件、輸送機構組件以及剔除機構組件等組成的PET瓶坯檢測系統。通過Halcon軟件對采集的PET瓶坯圖像采用中值濾波降噪、自適應閾值方法提取檢測區域,并使用改進Canny算法進行缺陷檢測。試驗結果表明:PET瓶坯檢測系統可完成對PET瓶表面黑點、劃痕類缺陷檢測,試驗檢測準確率可達97.4%,可以穩定識別不合格瓶坯。
關鍵詞:瓶坯;機器視覺;閾值分割;改進Canny算子;缺陷檢測
中圖分類號:TP391.41" 文獻標志碼:A" 文章編號:1671-5276(2024)05-0255-04
Design of PET Bottle Preform Defect Detection System Based on Machine Vision
Abstract:Based on machine vision technology, a PET bottle blank detection system composed of detection component, control component, conveying mechanism component and eliminating mechanism component was designed to improve the high intensity and low efficiency of manual detection of PET bottle blank defects. Halcon software was used to extract the detection area of the collected PET billet images by means of median filter denoising and adaptive threshold, and the improved Canny algorithm was applied for defect detection. The test results show that the PET bottle blank detection system can complete the detection of PET bottle surface defects such as black spots and scratches, with the test detection accuracy as high as 97.4% and the cabability of stably identifying unqualified bottles.
Keywords:bottle preform;machine vision;threshold segmentation;improved Canny operator;defect detection
0 引言
隨著飲料產業的快速發展,PET瓶因其美觀、輕便、造型可塑、耐壓強度高和可回收等優點[1],被廣泛應用于飲料的無菌灌裝生產線中。目前PET瓶的成型方式均為吹塑成型,瓶坯的質量直接決定了吹塑成型后的PET瓶質量。由于瓶坯生產以及運輸過程中不可避免地會產生破損、黑點以及劃痕等缺陷,所以在灌裝生產線中對PET瓶坯缺陷的檢測是不可缺少的。
目前瓶坯的缺陷檢測主要由人工完成,存在檢測效率低、漏檢率高等問題。機器視覺檢測技術具有高效率、高精度以及高穩定性等優點,在多個行業已經逐漸取代了人工檢測作業[2]。近年來視覺檢測技術在飲料行業的應用逐漸廣泛。陸帆等[3]設計了一套基于機器視覺的PET瓶瓶蓋檢測系統,該設備采用3個相機進行拍攝,通過NCC匹配定位、邊緣提取和模板檢測等方法對無蓋、高蓋和外蓋進行了檢測。路云浩等[4]開發了一種瓶口自模板檢測算法,使用全局閾值分割構造自模板,通過自模板匹配完成瓶口內外缺陷和貫穿缺陷等缺陷的檢測。但是這些研究只針對灌裝完成后飲料瓶瓶身或瓶蓋進行檢測,而灌裝之前瓶坯質量檢測研究較少。因此本文針對PET瓶坯黑點和劃痕等缺陷的檢測,設計了一種基于機器視覺的PET瓶坯檢測系統,能夠有效識別缺陷并剔除不合格瓶坯,提高生產效率。
1 檢測系統總體方案設計
根據灌裝生產要求,在瓶坯進入灌裝生產線前,需對瓶坯進行穩定全面的圖像采集和處理,將其中不合格的瓶坯提前剔除。根據檢測需要,設計了一套PET瓶坯檢測系統,該檢測系統主要由檢測組件、控制組件、輸送機構組件以及剔除機構組件等組成。
檢測組件由硬件和軟件部分組成。硬件部分包括工業相機與可調光源。工業相機型號為MV-CA050-10GM,鏡頭采用MVL-MF0828M-8MP。由于PET瓶坯通透性好,在瓶坯一側設置2個相機成一定角度進行拍攝,在另一側設置背光源進行補光,即可完成對瓶坯表面的圖像采集工作。檢測組件軟件部分通過圖像預處理、圖像分割和缺陷檢測算法對采集圖像進行檢測。控制組件由西門子PLC構成,對剔除系統進行控制,并分別統計檢測產品總數和不合格品數。輸送機構組件由帶凹槽附件的鏈式輸送機構成,通過伺服電機驅動鏈條進行輸送,實現瓶坯輸送位置精準可控;同時保證瓶口以豎直朝上姿態進行輸送。剔除機構組件由氣缸和剔除推桿組成,通過氣缸推動推桿將不合格瓶坯從輸送機構上剔除。
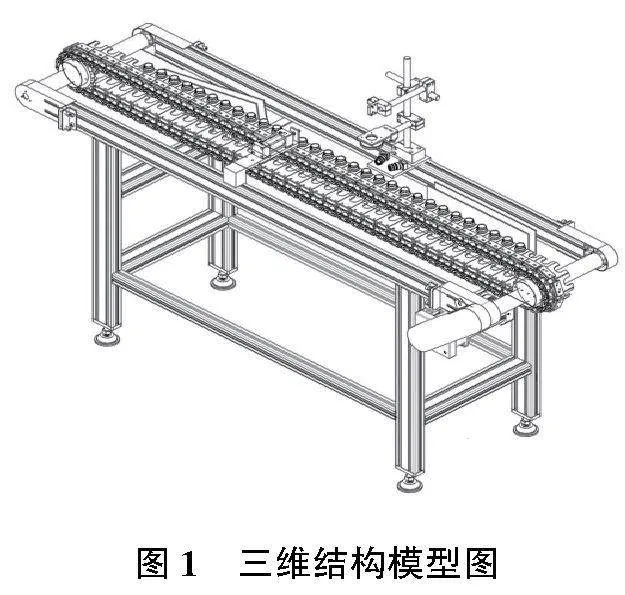
總體工作流程為:生產線上通過輸送機構依次將PET瓶坯輸送到檢測組件硬件所在位置,輸送機構采用伺服驅動,可精準控制瓶坯輸送速度及位置,確定拍照時間間隔,同時在瓶坯輸送過程中直接進行圖像采集。圖像采集完成后,通過檢測組件軟件部分對瓶坯進行缺陷檢測。合格瓶坯將通過輸送機構進入下一步操作,而含有缺陷的不合格瓶坯將由剔除機構組件進行剔除。機械三維結構如圖1所示。
2 檢測算法
2.1 圖像預處理
1)圖像濾波
圖像在采集輸送過程中由于硬件和環境等因素會致使圖像帶有噪聲,對圖像進行濾波處理是必不可少的一個環節。目前常用的濾波方法有均值濾波、中值濾波、高斯濾波和雙邊濾波[5]等。
將幾種濾波方式進行對比,為了更為直觀地對比濾波效果,選取濾波處理后缺陷部位統一進行裁剪的圖像如圖2所示。通過對比這4種濾波處理后的圖像,發現中值濾波和雙邊濾波處理效果較好。
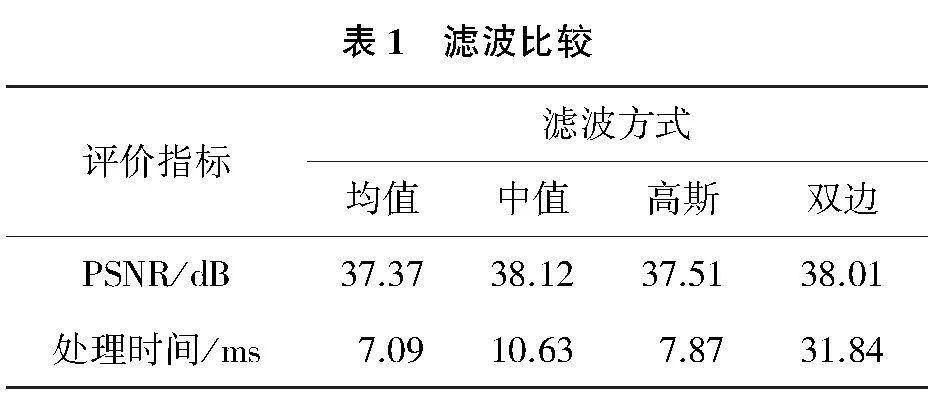
由于主觀觀察具有一定局限性,引入峰值信噪比(PSNR)[6]和處理時間來客觀評價圖像的處理過程。測試10組圖片得到的峰值信噪比平均值和處理時間平均值如表1所示,峰值信噪比數值越大,圖像去噪效果越好,和原圖像的失真越少。從結果可以看出,采用中值濾波處理后峰值信噪比最高,并且檢測時間是雙邊濾波檢測時間的1/3。綜合考慮,最后選用中值濾波對圖像進行去噪處理。
2)圖像增強
實際采集圖像的過程中圖像質量會受到硬件設備影響,造成圖像效果不好,從而導致無法完成檢測任務。通過圖像增強處理強化瓶坯圖像的細節特征,提高后續區域提取和缺陷識別的準確性。通過灰度值線性變換將圖像的灰度值按最大等比例增強,圖像的灰度值達到最大255。增強對比度方法處理后,圖像中灰度值高的區域有效提高灰度值,灰度值低的區域降低灰度值,從而使瓶坯圖像的檢測區域和缺陷部位更加明顯。
2.2 圖像分割
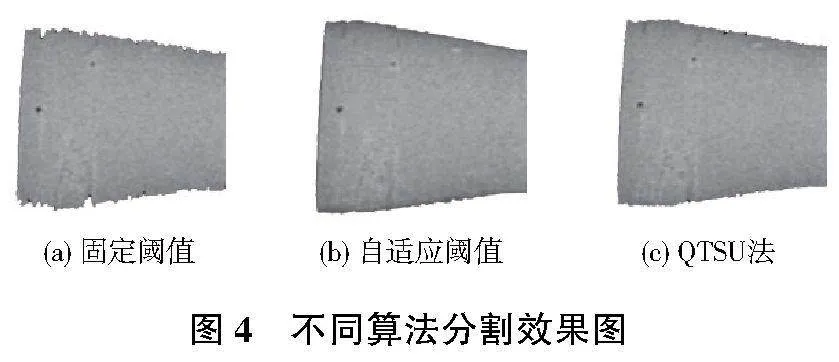
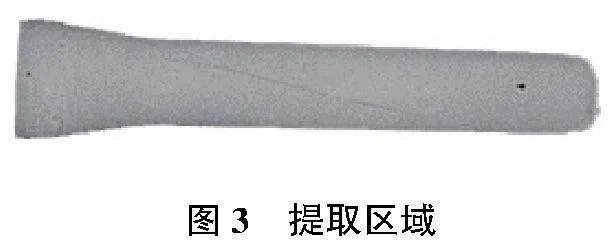
圖像預處理完成后,需將圖像中瓶坯具體檢測區域提取出來。由于透過瓶坯后光線強度改變,導致圖像中瓶坯內部灰度值和背景灰度值不同,因此可以采用閾值處理方法進行圖像分割。閾值處理方法中包括全局固定閾值法、自適應閾值法和最大類間方差法。需要分割提取出的區域如圖3所示。為了更直觀對比3種方法分割結果,將分割結果圖像瓶頸處放大對比圖,如圖4所示。通過對比發現自適應閾值法分割區域更為完整,邊緣效果最好。最終選取自適應閾值法對瓶坯圖像進行提取。
2.3 缺陷檢測
采用邊緣檢測算法對瓶坯檢測區域進行檢測。Canny算子[7]是目前常用的邊緣提取缺陷方法。傳統Canny算子通過人為設定高低閾值,其檢測結果受閾值選擇影響大。而缺陷的灰度存在不確定性,閾值選取過高會造成丟失邊緣,閾值選取過低會造成出現偽邊緣。本文提出一種改進的Canny算子進行檢測。
針對傳統Canny算法閾值選取問題,本文通過提取缺陷灰度進行自適應閾值選取。輸入原圖像,對原圖像使用均值濾波進行平滑處理。通過比較原圖像和平滑處理后圖像的局部灰度值差異,將符合式(1)的點提取出來。
go≤gt-goffset(1)
式中:go原圖像各點的灰度值;gt平滑處理后圖像各點的灰度值;goffset為設定差異值。
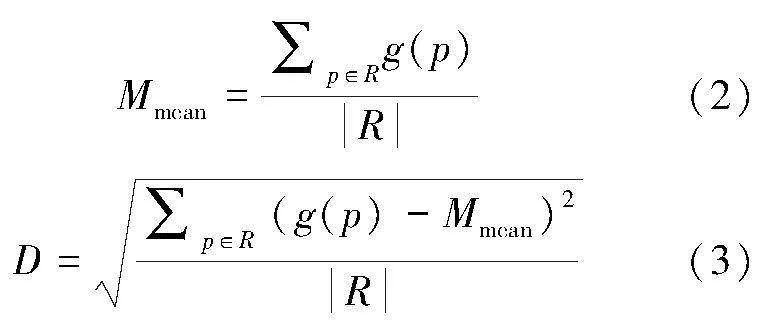
將提取出來的點進行形態學膨脹處理,完成對缺陷區域粗提取。再對提取區域灰度值進行計算,計算出此區域的灰度值方差。通過式(2)、式(3)計算得到區域灰度值方差D。
式中:R是區域;p是區域內的像素;g(p)為p點灰度值。
最終將所求灰度值方差作為Canny算子的高閾值進行處理。高低閾值選用比例一般為2.1~3.1,因此本文低閾值選用0.4倍高閾值處理。采用本文改進Canny算子對缺陷邊緣進行提取后,運用形態學方法對缺陷邊緣進行篩選。通過提取面積、圓形度、長徑比和長度進行篩選分類并進行標記。
3 試驗驗證
本系統在Intel(R) Core(TM) i5-1135G7CPU,win10操作系統下運行。為了驗證本文算法的有效性,第1組試驗對傳統Canny算子和本文改進后Canny算子的邊緣檢測效果進行比較。第2組試驗針對缺陷檢測效果進行測試。試驗對象為PET瓶坯,其中帶有黑點瓶坯100瓶,帶有劃痕瓶坯100瓶,合格瓶坯300瓶,進行500組試驗驗證。
3.1 邊緣檢測結果及分析
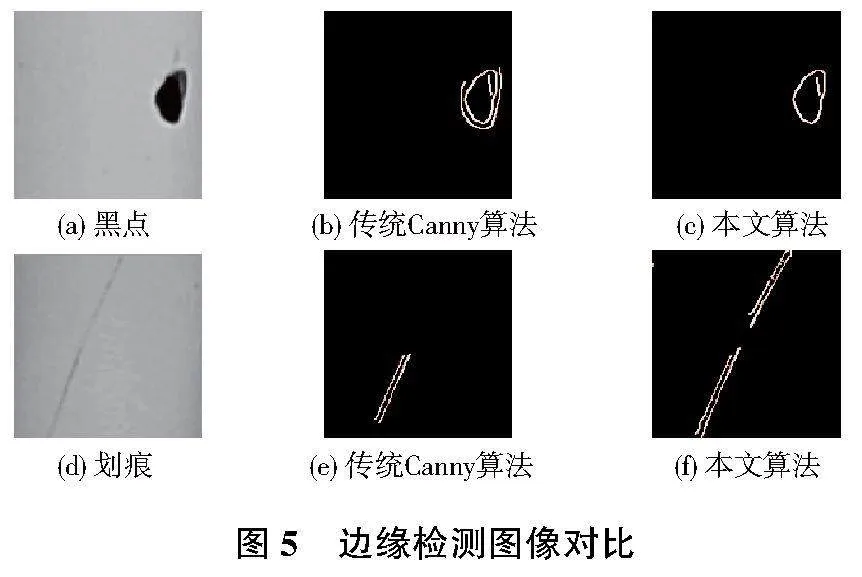
為驗證改進后算法檢測的優越性,試驗中將本文改進算法和傳統Canny檢測算法進行對比,傳統Canny算法采用高閾值為30、低閾值為10進行處理,本文改進后算法處理相同圖像,得到的處理結果對比如圖5所示。
通過對比圖5(b)和圖5(c)可以得到,傳統 Canny 算子對黑點缺陷輪廓提取較好,但是容易受噪聲影響,并且缺陷輪廓不夠精確,出現多余邊緣。通過對比圖5(e)和圖5(f)可以得到,傳統 Canny 算子對于劃痕缺陷提取邊緣損失多,邊緣不連續。本文提出的改進Canny算法能得到相對更加完整連續的缺陷邊緣,輪廓提取更為精確。
3.2 缺陷檢測結果及分析
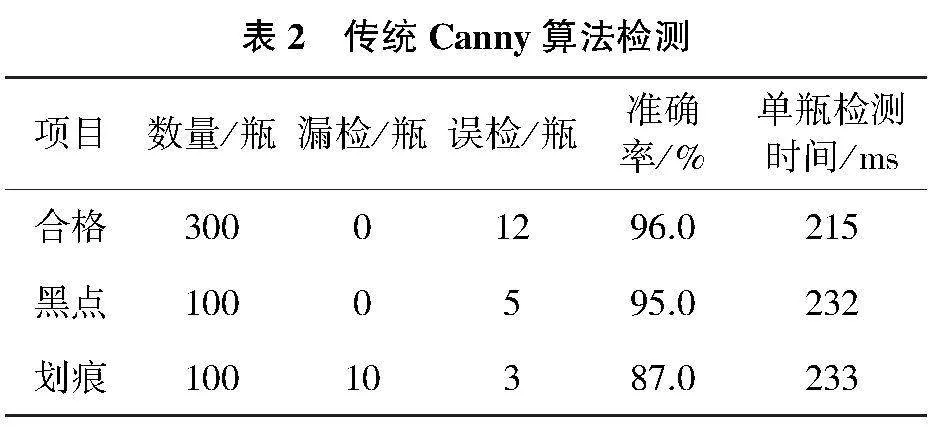
檢測統計結果如表2和表3所示。對于黑點類缺陷檢測,采用傳統Canny算法檢測和本文改進后Canny算法檢測正確率均較高,這是由于黑點類缺陷灰度值較高,采用固定閾值也能提取缺陷;對于劃痕類缺陷檢測,使用本文檢測算法相較于傳統Canny算法檢測準確率提高,因為劃痕類缺陷形狀大小不固定,深淺程度不同導致灰度值不固定。本文所采用檢測方法比傳統Canny算法所需檢測時間大幅縮短,其原因是本文算法進行檢測時所采用閾值為自適應閾值,檢測邊緣大幅度減少。
采用本文算法對試驗樣本總體檢測準確率為97.4%,單瓶檢測平均時間少于50ms,驗證了該檢測系統可以穩定識別不合格瓶坯,并且檢測速度快,可以滿足生產需要。本文算法不僅可以有效檢測出缺陷,并且能得到相對完整的缺陷輪廓。
4 結語
本文基于機器視覺檢測技術,設計一套完整的飲料PET瓶坯缺陷檢測系統,檢測系統包含檢測組件、控制組件、輸送機構組件以及剔除機構組件。軟件方面通過中值濾波、圖像增強和自適應閾值算法提取出檢測區域,采用改進后的自適應閾值Canny算法進行缺陷提取,最終通過形態學方法篩選標記缺陷部位。試驗表明:本文方法能有效對瓶坯黑點和劃痕類缺陷進行檢測,試驗樣本總體檢測準確率為97.4%,并且單瓶檢測平均時間少于50ms,表明該系統有較高的準確性并且能夠滿足飲料灌裝行業生產速度的需要。
參考文獻:
[1] 張健康,馮志華,陳巖松,等. PET瓶吹塑成型再加熱階段的研究進展[J]. 現代塑料加工應用,2020,32(5):60-63.
[2] 李萌,孫鐵波. 基于機器視覺的食品包裝缺陷檢測研究[J]. 食品研究與開發,2016,37(24):125-127.
[3] 陸帆,陳從桂,謝宏威,等. PET瓶封裝質量視覺檢測系統的設計[J]. 儀表技術與傳感器,2018(7):85-89.
[4] 路云浩,楊萌偉,張銚,等. 基于機器視覺的PET瓶口快速缺陷檢測[J]. 組合機床與自動化加工技術,2020(1):64-66,70.
[5] 黃夢濤,連一鑫. 基于改進Canny算子的鋰電池極片表面缺陷檢測[J]. 儀器儀表學報,2021,42(10):199-209.
[6] 陳水酉,何炳蔚,李永凱,等. 基于機器視覺的安全氣囊檢測系統研究[J]. 機械制造與自動化,2020,49(4):158-161.
[7] 李健,劉孔宇,任憲盛,等. 基于自適應閾值的Canny算法在MRI邊緣檢測中的應用[J]. 吉林大學學報(工學版),2021,51(2):712-719.
猜你喜歡
軟件導刊(2016年11期)2016-12-22 21:52:17
電腦知識與技術(2016年28期)2016-12-21 12:13:14
科技視界(2016年26期)2016-12-17 17:31:58
科技視界(2016年25期)2016-11-25 19:53:52
科技視界(2016年25期)2016-11-25 09:27:34
科教導刊(2016年25期)2016-11-15 17:53:37
軟件工程(2016年8期)2016-10-25 15:55:22
科技視界(2016年20期)2016-09-29 11:11:40
科技視界(2016年6期)2016-07-12 09:12:40
科技視界(2016年15期)2016-06-30 19:03:30