基于機器視覺的鋼制壓力容器焊縫缺陷X射線檢測方法
2024-10-25 00:00:00宋偉斌趙建政
機械制造與自動化 2024年5期
關(guān)鍵詞:機器視覺





摘 要:為降低由鋼制壓力容器焊縫缺陷引起的事故發(fā)生概率,提出基于機器視覺的鋼制壓力容器焊縫缺陷X射線檢測方法。使用機器視覺系統(tǒng)以及X射線技術(shù),獲取鋼制壓力容器焊縫圖像并提取焊縫區(qū)域特征,將焊縫缺陷整合成熔焊、虛焊、焊穿三大類別;基于焊縫區(qū)域特征的提取結(jié)果,提取鋼制壓力容器的焊縫缺陷面積、缺陷亮度以及波形等缺陷特征,構(gòu)建缺陷分類器,實現(xiàn)鋼制壓力容器焊縫缺陷X射線檢測。實驗結(jié)果表明:鋼制壓力容器焊縫缺陷檢測時,隨著待檢測焊縫圖像的增加,F(xiàn)1值較高,實際缺陷檢測結(jié)果的主觀判斷效果明顯,細(xì)節(jié)檢測效果好。
關(guān)鍵詞:機器視覺;X射線;鋼制壓力容器;焊縫缺陷;檢測方法
中圖分類號:TG115" 文獻標(biāo)志碼:B" 文章編號:1671-5276(2024)05-0242-05
X-ray Detection Method for Weld Defects of Steel Pressure Vessels Based on Machine Vision
Abstract:An X-ray detection method of weld defects of steel pressure vessels based on machine vision is proposed to reduce the probability of accidents caused by weld defects of steel pressure vessels. Machine vision system and X-ray technology are applied to obtain the weld image of steel pressure vessel and extract the weld area characteristics, and the weld defects are integrated into three categories, fusion welding, 1 welding and penetration welding. Based on the extraction results of weld area features, the defect features such as weld defect area, defect brightness and waveform of steel pressure vessels are extracted, and the defect classifier is constructed to realize the X-ray detection of weld defects of steel pressure vessels. The experimental results show that when detecting the weld defects of steel pressure vessels, with the increase of the weld images to be detected, the F1 value is higher, the subjective judgment effect of the actual defect detection results is obvious, and the detail detection effect is favourable.
Keywords:machine vision;X-ray;steel pressure vessel;weld defect;detection method
0 引言
壓力容器是盛放液體、氣體并具備一定壓力的密閉設(shè)備[1]。鋼制壓力容器已經(jīng)被廣泛應(yīng)用于工業(yè)、民用、軍工等多重領(lǐng)域中[2]。作為特種設(shè)備,其內(nèi)部儲存物質(zhì)屬性特殊,多在腐蝕性強或易燃易爆等工況下使用,一旦出現(xiàn)裂縫,極易發(fā)生泄漏事故,不但會造成重大經(jīng)濟損失,嚴(yán)重者還會威脅到人身安全。所以,為有效杜絕各類隱患的發(fā)生,對鋼制壓力容器實施焊縫缺陷檢測,就變得至關(guān)重要。
文獻[3]提出超聲相控陣技術(shù)在壓力容器焊縫無損檢測中的應(yīng)用。該方法根據(jù)相關(guān)超聲方法掃描焊縫,構(gòu)建焊縫的不同缺陷模型實施模擬測試,獲取焊縫深處缺陷,實現(xiàn)壓力容器焊縫缺陷的快速檢測。但是增強后的焊縫缺陷圖像,丟失了部分細(xì)節(jié)像素點,檢測效果差。文獻[4]提出收發(fā)式X型渦流檢測探頭在壓力容器頂蓋焊縫檢測中的運用,依據(jù)收發(fā)式的X型渦流檢測探頭對容器焊縫缺陷測量處理,確定焊縫缺陷深度、長度等缺陷定量,進行缺陷類型分類,實現(xiàn)壓力容器焊縫缺陷的精準(zhǔn)檢測。文獻[5]提出級聯(lián)結(jié)構(gòu)與Faster R-CNN相結(jié)合的焊縫缺陷檢測,首先獲取焊縫缺陷的樣本數(shù)據(jù),并以此為基礎(chǔ)結(jié)合數(shù)據(jù)增強技術(shù)對缺陷樣本實施擴充,改進RPN網(wǎng)絡(luò),使用聚類算法生成目標(biāo)區(qū)域anchor box,提取焊縫缺陷的細(xì)節(jié)特征;最后結(jié)合級聯(lián)結(jié)構(gòu),實現(xiàn)焊縫缺陷的快速檢測,但是焊縫缺陷檢測類別較少。
為解決上述容器焊縫缺陷檢測過程中存在的問題,提出基于機器視覺的鋼制壓力容器焊縫缺陷X射線檢測方法。
1 獲取焊縫圖像以及圖像預(yù)處理
1.1 鋼制壓力容器焊縫圖像獲取
機器視覺是研究計算機模擬人體視覺在客觀事務(wù)中提取信息并加以處理的綜合技術(shù)[6]。圖像采集卡是其中協(xié)調(diào)機器視覺系統(tǒng)的關(guān)鍵設(shè)備。其具體功能如下:
1)圖像采集卡負(fù)責(zé)接收X射線圖像信號、信號A/D轉(zhuǎn)換以及圖像信號的數(shù)字化;
2)控制CDD攝像機輸入、輸出接口;
3)能夠精準(zhǔn)地完成圖像傳輸,減少CPU運算時間。
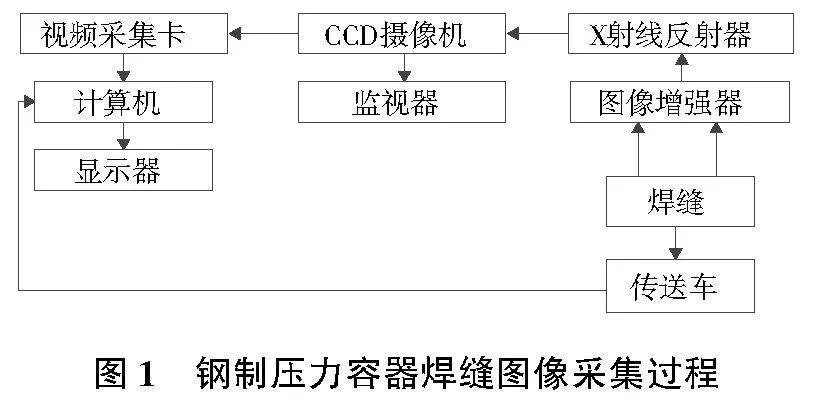
基于上述機器視覺系統(tǒng),設(shè)計鋼制壓力容器的焊縫圖像采集過程,具體如圖1所示。
圖1中,基于機器視覺,CCD攝像機將接收的圖像以幀形式送入圖像處理的圖像采集卡中,實時顯示鋼制壓力容器的焊縫原始幀圖像。
1.2 圖像預(yù)處理
采用Gamma校正方法[7]將圖像轉(zhuǎn)換成灰度圖。由于獲取的鋼制壓力容器焊縫圖像在顯示時需要通過Gamma方法將圖像的顏色轉(zhuǎn)換成亮度,設(shè)定鋼制壓力容器彩色通道為R、G、B形式,以此獲取鋼制壓力容器焊縫圖像的灰度轉(zhuǎn)換圖像,過程如下式所示。
式中Gray為獲取的灰度圖像。
圖像經(jīng)過Gamma校正轉(zhuǎn)換成灰度圖像時,能夠去掉圖像中的冗余顏色,提升圖像處理速度。經(jīng)過灰度處理后,鋼制壓力容器焊縫圖像的焊縫區(qū)域會比較暗,焊縫區(qū)域與目標(biāo)區(qū)域之間對比性較弱,會直接影響焊縫的提取。所以需要使用直方圖均衡方法對灰度圖像焊縫區(qū)域與目標(biāo)區(qū)域增強處理,過程如下。
1)設(shè)定灰度圖像中灰度值數(shù)量為mj,以此計算鋼制壓力容器焊縫灰度圖像的概率質(zhì)量函數(shù)qj以及累積分布函數(shù)Ak,結(jié)果如下式所示。
式中:m為焊縫頭像中灰度值總數(shù)量;j、k為灰度值大小。
2)依據(jù)焊縫灰度圖像的累積分布函數(shù),對圖像灰度值實施映射處理,獲取灰度圖像的直方圖均衡化圖像,過程如下式所示。
xk=In[max(k)-max(k)·Ak](3)
式中:xk為獲取的直方圖均衡化圖像;In為對數(shù)函數(shù)。
1.3 焊縫區(qū)域特征提取
對焊縫圖像實施二值化處理[8],設(shè)定固定的圖像閾值,當(dāng)圖像灰度大于閾值時為目標(biāo)區(qū)域,小于則為圖像背景區(qū)域,從而實現(xiàn)焊縫圖像的閾值分割,過程如下式所示。
式中:h為圖像分割結(jié)果;X×Y為圖像大小;X0為比閾值小的灰度值像素;X1為比閾值大的灰度像素;δ0、δ1分別為平均灰度。再對處理結(jié)果腐蝕計算,過程如下式所示。
二值化焊縫圖像中的誤分割區(qū)域會被成功清除,再使用膨脹算法對圖像膨脹處理,進行焊縫圖像中焊縫特征區(qū)域的提取,提取過程為
最后依據(jù)焊縫圖像的膨脹結(jié)果,提取圖像的焊縫區(qū)域特征。
2 鋼制壓力容器焊縫缺陷X射線檢測方法
將焊縫缺陷整合成熔焊、虛焊、焊穿3大類別,基于上述焊縫區(qū)域特征的提取結(jié)果,射線源發(fā)出X射線穿透鋼制壓力容器焊縫區(qū)域后,被圖像增強器接收,X射線被增強器接收后會進行轉(zhuǎn)換,形成可見光圖像,再通過鏡像反射技術(shù)將可見光圖像傳輸?shù)綌z像機內(nèi),獲取鋼制壓力容器的焊縫缺陷面積、缺陷亮度以及波形等缺陷特征[9],通過缺陷分類器,實現(xiàn)焊縫缺陷的類型識別,完成鋼制壓力容器焊縫缺陷的檢測。
2.1 確認(rèn)焊縫缺陷面積
焊縫區(qū)域特征提取后,會藏有偽缺陷圖像,因此需要建立辨識公式,對焊縫圖像中的焊縫缺陷以及偽缺陷展開辨識,過程如下式所示。
式中:ε為辨識結(jié)果;R為焊縫圖像偽缺陷區(qū)域像素數(shù)量;T1為圖像閾值。
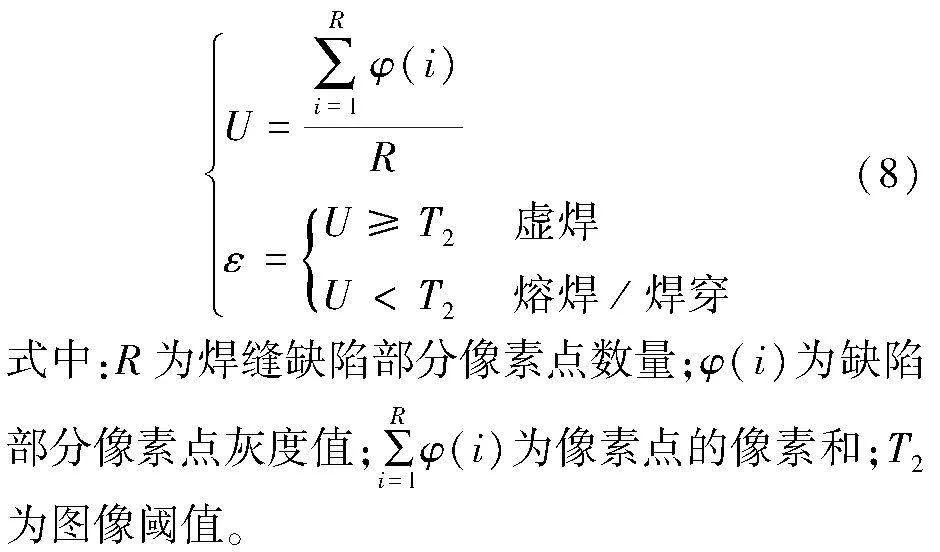
2.2 確認(rèn)缺陷亮度
獲取的焊縫缺陷類別的不同,缺陷亮度也不盡相同。因此,基于焊縫缺陷的亮度差別,建立辨識公式確定焊縫缺陷類型,辨識公式如下式所示。
2.3 確認(rèn)焊縫波形
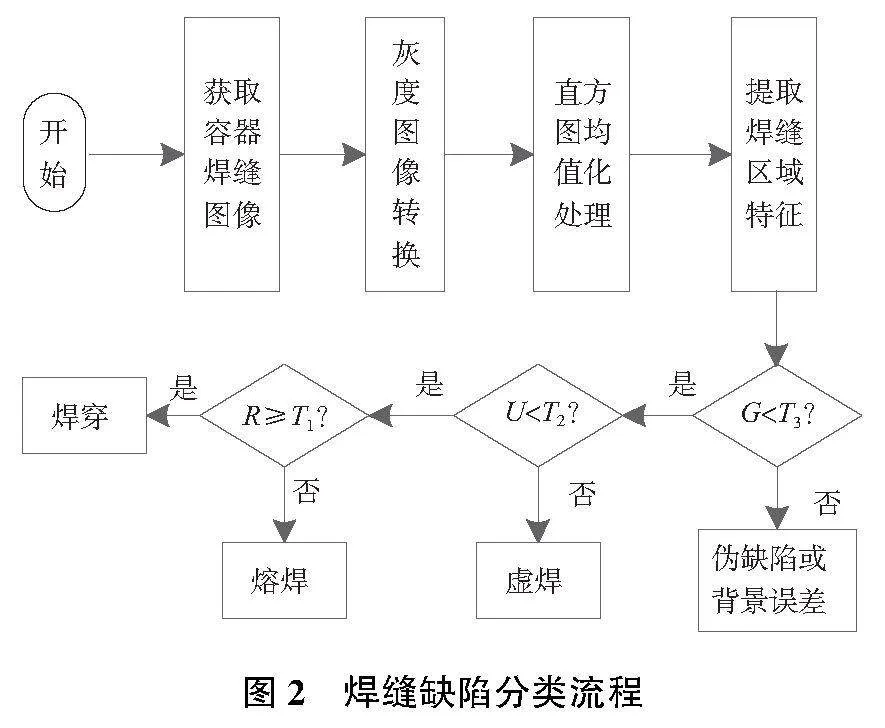
依據(jù)樹狀分類器[10],對鋼制壓力容器的焊縫缺陷實施分類處理,依據(jù)分類結(jié)果,實現(xiàn)鋼制壓力容器的焊縫缺陷檢測,分類流程如圖2所示。
由于焊縫缺陷中,不同類型的缺陷對應(yīng)的波形不同,所以需要提取焊縫缺陷波形特征。具體流程如下。
1)列向量求和
設(shè)定焊縫圖像尺寸為x×y,建立與之對應(yīng)的矩陣H(eij),通過矩陣的列向量求和,獲取圖像波形序列,過程如下式所示。
式中:y為矩陣維度;O為波形序列;oj為矩陣列向量和;eij為矩陣數(shù)據(jù)。
2)曲線平滑
使用均值濾波對波形序列實施平滑處理,完成波形的去噪,過程如下式所示。
式中:OO(j)為波形去噪結(jié)果;Oij為波形序列;Aspan為均值濾波;Xx為濾波系數(shù)。
3)基于去噪后的波形,采用一階差分法提取焊縫波形特征,建立焊縫缺陷差分序列ρ,建立缺陷辨識方程,過程為:
式中:T3為圖像閾值,G為序列極差。
3 實驗
為了驗證方法的整體有效性,進行測試與分析。選取某鋼制壓力容器為待檢測對象,如圖3所示。
基于機器視覺,使用X-RAY MU2000 X射線實時成像系統(tǒng)穿透鋼制壓力容器焊縫區(qū)域,通過圖像增強器接收和轉(zhuǎn)換,形成可見光圖像,再通過鏡像反射技術(shù)將可見光圖像傳輸?shù)紺DD攝像機內(nèi),將接收的圖像以幀形式輸入圖像采集卡中,采集的鋼制壓力容器的焊縫原始幀圖像如圖4所示。
如圖4所示,采集的X射線圖像中焊縫區(qū)域所占比例較大,焊縫區(qū)域存在小角度傾斜,暗黑色的角接頭厚度呈現(xiàn)非線性變化缺陷,具有焊縫檢測的必要性。
分別采用基于機器視覺的鋼制壓力容器焊縫缺陷X射線檢測方法(本文方法)、超聲相控陣技術(shù)在壓力容器焊縫無損檢測中的應(yīng)用(文獻[3]方法)、收發(fā)式X型渦流檢測探頭在壓力容器焊縫檢測中的運用(文獻[4]方法)進行測試。
在開展焊縫缺陷檢測時,選取準(zhǔn)確率、召回率、平均精度以及F1值作為焊縫缺陷檢測的測試指標(biāo),以此測試本文方法、文獻[3]方法以及文獻[4]方法在焊縫缺陷檢測時檢測效果的優(yōu)劣。
1)測試指標(biāo)獲取
設(shè)定焊縫缺陷檢測時,焊縫缺陷的正確檢測數(shù)據(jù)標(biāo)記為形式,誤檢數(shù)據(jù)標(biāo)記為φ形式,以此獲取相關(guān)指標(biāo),過程如下式所示。
式中:η為平均精度;ζ為錯誤檢測數(shù)據(jù);m為缺陷種類;z為正確率;φ為召回率。
2)焊縫缺陷檢測效果測試
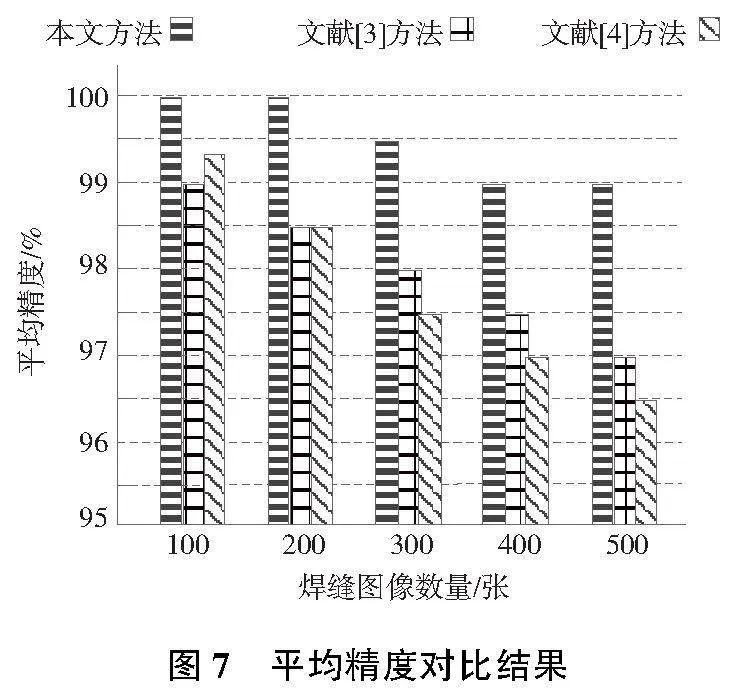
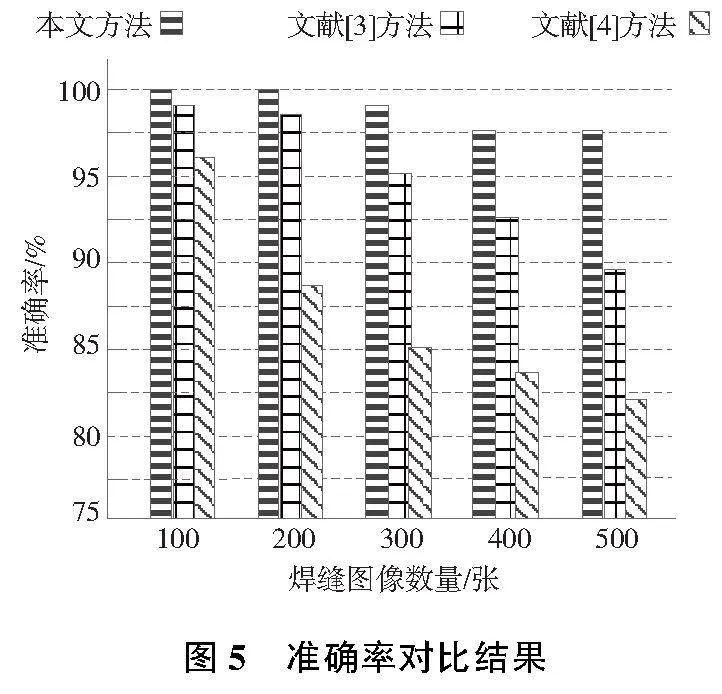
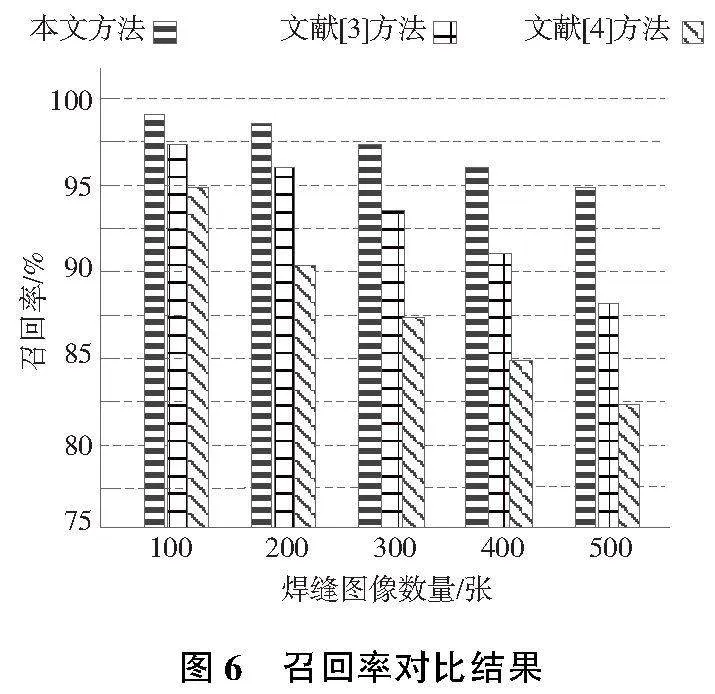
基于上述獲取的各項測試指標(biāo),測試本文方法、文獻[3]方法以及文獻[4]方法的檢測效果,結(jié)果如圖5—圖7所示。
分析圖5、圖6以及圖7測試數(shù)據(jù)可知,本文方法測試出的準(zhǔn)確率、召回率以及平均精度均優(yōu)于文獻[3]方法和文獻[4]方法測試的結(jié)果。這主要是因為本文方法在焊縫缺陷檢測前,對焊縫圖像實施了對比增強處理,所以該方法在焊縫缺陷檢測時,檢測效果更好。
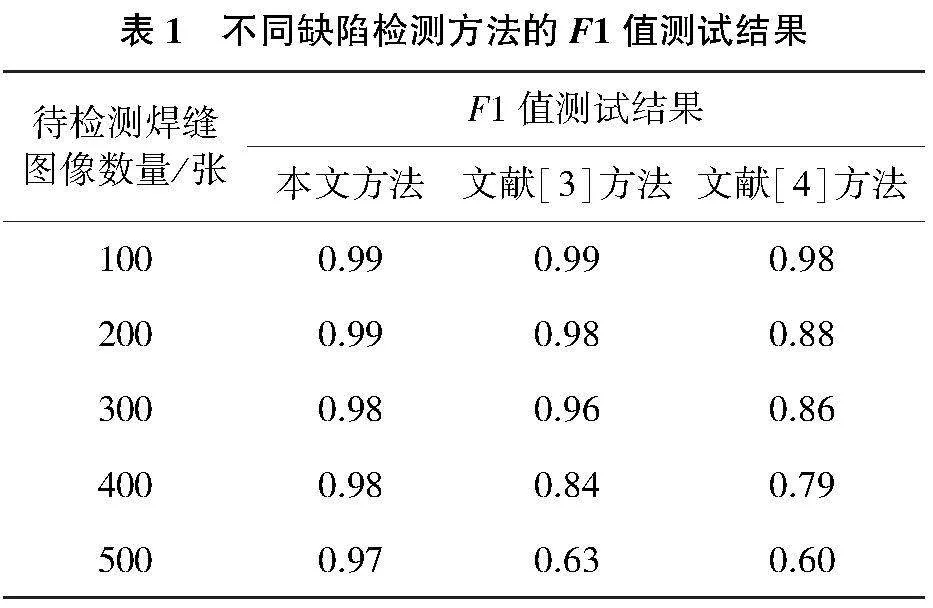
設(shè)定焊縫缺陷檢測時的F1值最佳檢測區(qū)間為[0,1],在此區(qū)間內(nèi),F(xiàn)1值測試結(jié)果越高,說明焊縫檢測時的檢測效果越好,反之則越低。測試結(jié)果如表1所示。
分析表1可知,隨著待檢測焊縫圖像的增加,3種方法測試出的F1值均呈現(xiàn)不同程度的下降,其中本文方法測試結(jié)果是3種方法中最高的。由此可說明,本文方法在焊縫缺陷檢測時,檢測性能高于其他兩種方法。
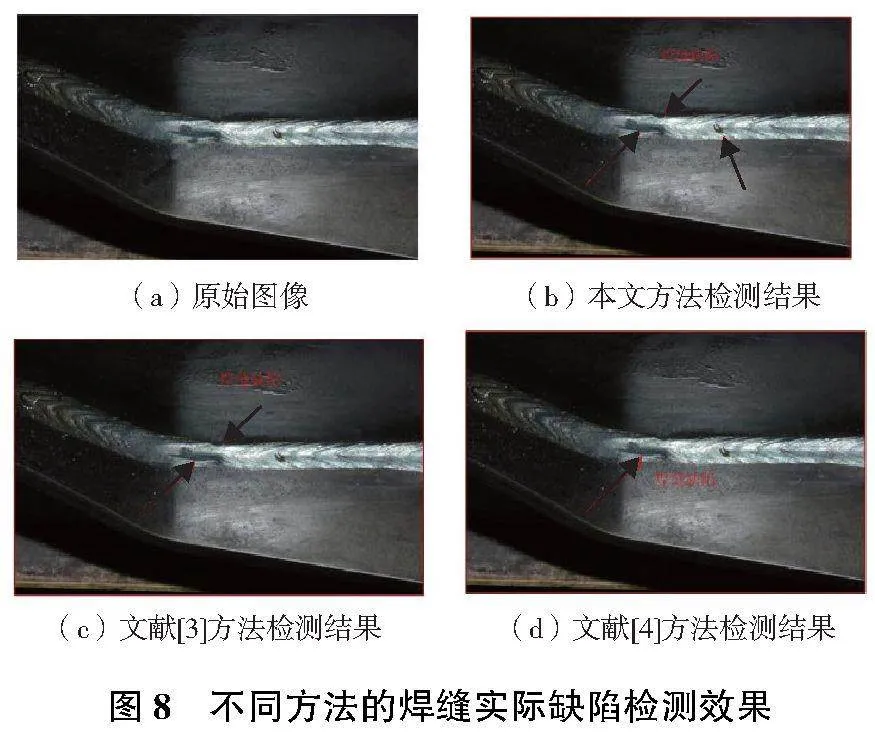
不同方法的檢測結(jié)果如圖8所示。
分析圖8可知,本文方法能夠有效檢測出容器焊縫的所有缺陷,而其他兩種方法的檢測效果均低于本文方法。由此可證明,本文方法在開展焊縫缺陷檢測時具備有效性。
4 結(jié)語
本文提出了基于機器視覺的鋼制壓力容器焊縫缺陷X射線檢測方法,基于焊縫圖像的預(yù)處理結(jié)果,提取焊縫區(qū)域特征,獲取不同缺陷特征值,通過分類器,分類識別焊縫缺陷類型,實現(xiàn)了鋼制壓力容器的焊縫缺陷檢測。
參考文獻:
[1] 楊斌,胡超杰,軒福貞,等. 基于超聲導(dǎo)波的壓力容器健康監(jiān)測Ⅱ:定位精度的影響因素[J]. 機械工程學(xué)報,2020,56(8):133-140.
[2] 閆虎剛. 鋼制壓力容器焊后熱處理研究[J]. 工程技術(shù)研究,2020(15):119-120.
[3] 蔡亮,高帥,牛志勇,等. 超聲相控陣技術(shù)在壓力容器焊縫無損檢測中的應(yīng)用[J]. 石油和化工設(shè)備,2020,23(11):75-77.
[4] 王冬冬,曾啟暢,郭韻,等. 收發(fā)式X型渦流檢測探頭在壓力容器頂蓋焊縫檢測中的運用[J]. 核科學(xué)與工程,2020,40(1):67-74.
[5] 吳忍,孫淵. 級聯(lián)結(jié)構(gòu)與Faster R-CNN相結(jié)合的焊縫缺陷檢測[J]. 組合機床與自動化加工技術(shù),2022(2):59-62,67.
[6] 張偉,韓宗旺,程祥,等. 基于機器視覺零件軸線直線度誤差測量的研究[J]. 光學(xué)精密工程,2021,29(9):2168-2177.
[7] 廖娟,陳民慧,汪鷂,等. 基于雙重Gamma校正的秧苗圖像增強算法[J]. 江蘇農(nóng)業(yè)學(xué)報,2020,36(6):1411-1418.
[8] 馮炎. 基于局部對比度和相位保持降噪的古籍圖像二值化算法[J]. 計算機應(yīng)用與軟件,2022,39(2):162-166,173.
[9] 李娟,郄曉敏,陳凌霄,等. 基于小波包-KPCA特征提取的三種人工焊縫缺陷檢測方法[J]. 油氣田地面工程,2021,40(1):7-12.
[10] 孫文瑞,姜慧芳,左曉慶,等. Landsat8影像分類多分類器對比分析[J]. 地理空間信息,2022,20(1):101-104.
猜你喜歡
軟件導(dǎo)刊(2016年11期)2016-12-22 21:52:17
電腦知識與技術(shù)(2016年28期)2016-12-21 12:13:14
科技視界(2016年26期)2016-12-17 17:31:58
科技視界(2016年25期)2016-11-25 19:53:52
科技視界(2016年25期)2016-11-25 09:27:34
科教導(dǎo)刊(2016年25期)2016-11-15 17:53:37
軟件工程(2016年8期)2016-10-25 15:55:22
科技視界(2016年20期)2016-09-29 11:11:40
科技視界(2016年6期)2016-07-12 09:12:40
科技視界(2016年15期)2016-06-30 19:03:30