復(fù)合材料蒙皮的打磨工藝技術(shù)研究
2024-10-25 00:00:00孫廉策陳炳發(fā)
機(jī)械制造與自動(dòng)化 2024年5期






摘 要:為研究復(fù)合材料飛機(jī)蒙皮機(jī)器人恒力打磨過(guò)程中工藝參數(shù)對(duì)材料去除和表面質(zhì)量的影響規(guī)律,搭建基于視覺(jué)引導(dǎo)的飛機(jī)蒙皮機(jī)器人恒力打磨系統(tǒng),通過(guò)打磨實(shí)驗(yàn)結(jié)合有限元方法進(jìn)行研究,分析不同打磨參數(shù)下的材料損傷機(jī)制。結(jié)果表明:影響加工表面質(zhì)量的主要因素是磨粒尺寸,其次是打磨壓力。在一定范圍內(nèi),材料去除量跟打磨壓力、磨具轉(zhuǎn)速成正相關(guān)。建立CFRP材料去除模型,確定最優(yōu)參數(shù)組合,通過(guò)實(shí)驗(yàn)擬合出面向CFRP的材料去除系數(shù),設(shè)計(jì)實(shí)驗(yàn)對(duì)材料去除模型進(jìn)行驗(yàn)證,在保證Ralt;0.6 μm的基礎(chǔ)上實(shí)現(xiàn)了蒙皮材料的快速均勻去除。
關(guān)鍵詞:CFRP;飛機(jī)蒙皮;恒力打磨;去除機(jī)制
中圖分類(lèi)號(hào):TH161+.1" 文獻(xiàn)標(biāo)志碼:B" 文章編號(hào):1671-5276(2024)05-0062-06
Research on Grinding Technology of CFRP Composite Aircraft Skin
Abstract:In order to study the influence of process parameters over material removal and surface quality in the process of robot constant force grinding of composite aircraft skin, a robot constant force grinding system of aircraft skin based on visual guidance was built, and with grinding experiments and by finite element method, the material damage mechanism under different grinding parameters was analyzed. The results show that gain size is the main factor affecting the quality of machined surface, followed by grinding pressure as the secondary factor, and in a certain range, material removal is positively correlated with grinding pressure and grinding speed. Thus, the CFRP material removal model was established, the optimal parameter combination was determined, the CFRP-oriented material removal coefficient was fitted through experiments, the material removal model was verified by design experiments, and the fast and uniform removal of skin materials was realized on the basis of machining roughnesslt;0.6 μm.
Keywords:CFRP;aircraft skin;constant force grinding;removal mechanism
0 引言
CFRP因?yàn)閮?yōu)良的力學(xué)性能更適合作為飛機(jī)蒙皮等大尺寸結(jié)構(gòu)的材料[1]。CFRP屬于難加工材料,在加工過(guò)程中容易產(chǎn)生加工缺陷等問(wèn)題。因在飛機(jī)蒙皮裝配階段,飛機(jī)結(jié)構(gòu)和裝配工藝復(fù)雜[2],裝配過(guò)程中變形明顯易產(chǎn)生累積誤差[3]。為了確保裝配滿(mǎn)足要求并保證良好的氣動(dòng)外形,需要對(duì)蒙皮進(jìn)行修磨。在飛機(jī)復(fù)合材料結(jié)構(gòu)件的損傷中,蒙皮結(jié)構(gòu)的損傷數(shù)量占所有損傷復(fù)合材料結(jié)構(gòu)數(shù)量的75%[4],所以對(duì)蒙皮修磨后的表面質(zhì)量都有較高要求。目前對(duì)于蒙皮的修磨主要依靠人工打磨。傳統(tǒng)的人工打磨加工結(jié)果主要取決于技工的經(jīng)驗(yàn)與技術(shù)。如果僅僅依靠人工進(jìn)行修磨[5],不僅加工精度無(wú)法保障,其加工過(guò)程的穩(wěn)定性也無(wú)法控制,并且修磨效率低,難以保證飛機(jī)裝配進(jìn)度,且加工過(guò)程中粉塵污染嚴(yán)重,對(duì)人體傷害大,而傳統(tǒng)磨床無(wú)法對(duì)蒙皮等大尺寸[6]工件進(jìn)行加工。機(jī)器人因其控制靈活、工作范圍大等優(yōu)點(diǎn)在打磨行業(yè)被廣泛應(yīng)用。但是針對(duì)飛機(jī)蒙皮的機(jī)器人打磨工藝,在國(guó)內(nèi)研究較少[7-8]。本文提出并設(shè)計(jì)了一種使用機(jī)器人恒力打磨飛機(jī)蒙皮的方法,使用ABAQUS軟件對(duì)所搭建的打磨平臺(tái)進(jìn)行仿真,分析了加工參數(shù)對(duì)材料表面質(zhì)量和材料損傷的影響。在保證表面質(zhì)量的前提下(Ralt;0.6μm),通過(guò)正交試驗(yàn)確定最優(yōu)的打磨參數(shù)組合。擬合材料去除系數(shù),實(shí)現(xiàn)更加精準(zhǔn)的材料去除。
1 蒙皮打磨系統(tǒng)搭建
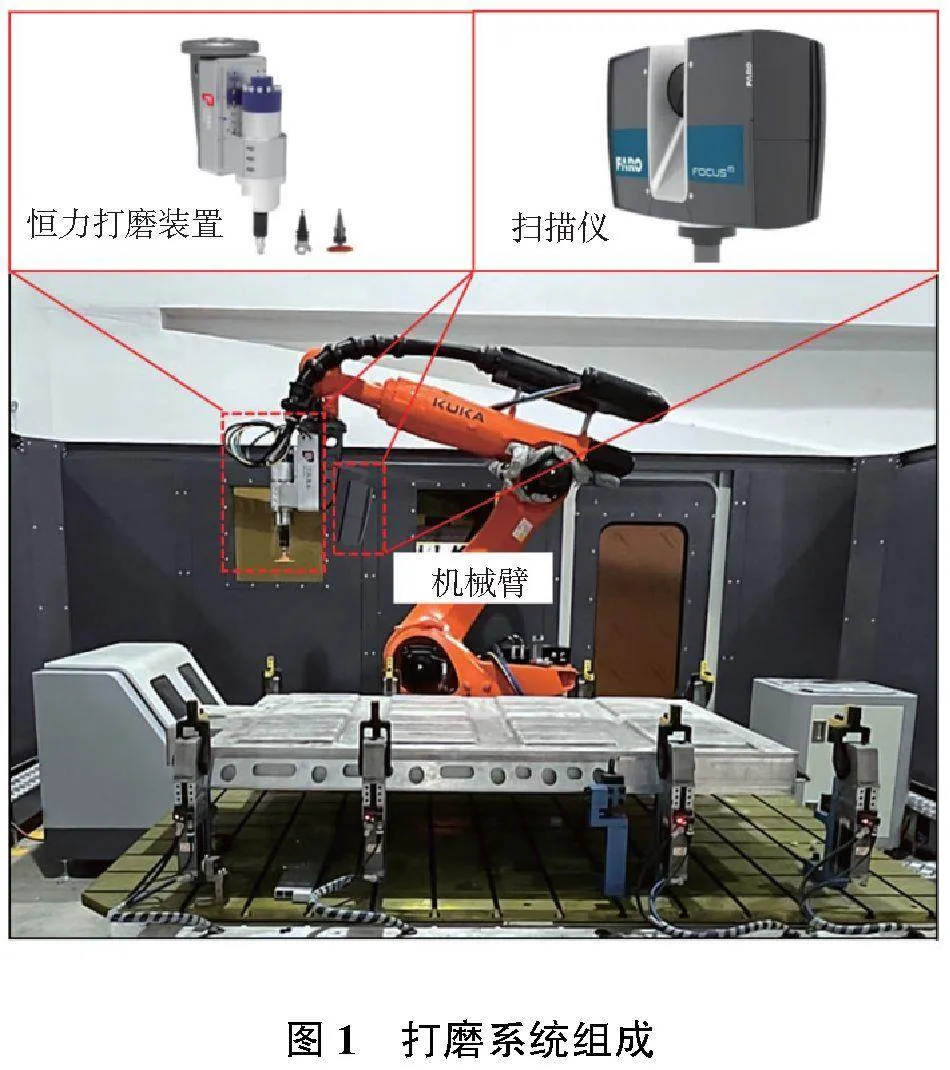
本文設(shè)計(jì)并搭建了基于視覺(jué)引導(dǎo)的飛機(jī)蒙皮的機(jī)器人恒力打磨系統(tǒng)。該系統(tǒng)由KUKA KR210 R170機(jī)器人、CAS-500恒力浮動(dòng)打磨裝置、三維掃描儀和工作臺(tái)組成,如圖1所示。
其中恒力裝置通過(guò)控制氣缸內(nèi)部壓強(qiáng)保持恒定,在裝置浮動(dòng)范圍內(nèi)控制氣缸輸出力大小。對(duì)掃描儀與機(jī)器人進(jìn)行手眼標(biāo)定,確定掃描儀坐標(biāo)系和機(jī)器人末端坐標(biāo)系之間的旋轉(zhuǎn)和平移關(guān)系。
通過(guò)三維掃描儀獲取蒙皮表面形貌的點(diǎn)云數(shù)據(jù),使用開(kāi)發(fā)的點(diǎn)云處理算法自動(dòng)對(duì)打磨區(qū)域進(jìn)行提取,結(jié)合本文研究的CFRP材料去除模型規(guī)劃打磨軌跡。通過(guò)機(jī)器人仿真平臺(tái)生成機(jī)器人各關(guān)節(jié)控制代碼,發(fā)送給機(jī)器人控制柜,實(shí)現(xiàn)機(jī)器人恒力打磨。
2 打磨實(shí)驗(yàn)和仿真分析
2.1 打磨參數(shù)對(duì)表面質(zhì)量的影響分析
因飛機(jī)蒙皮對(duì)打磨后的表面質(zhì)量有一定要求,所以需要研究恒力打磨過(guò)程中的復(fù)合材料去除機(jī)制和材料損傷機(jī)制。
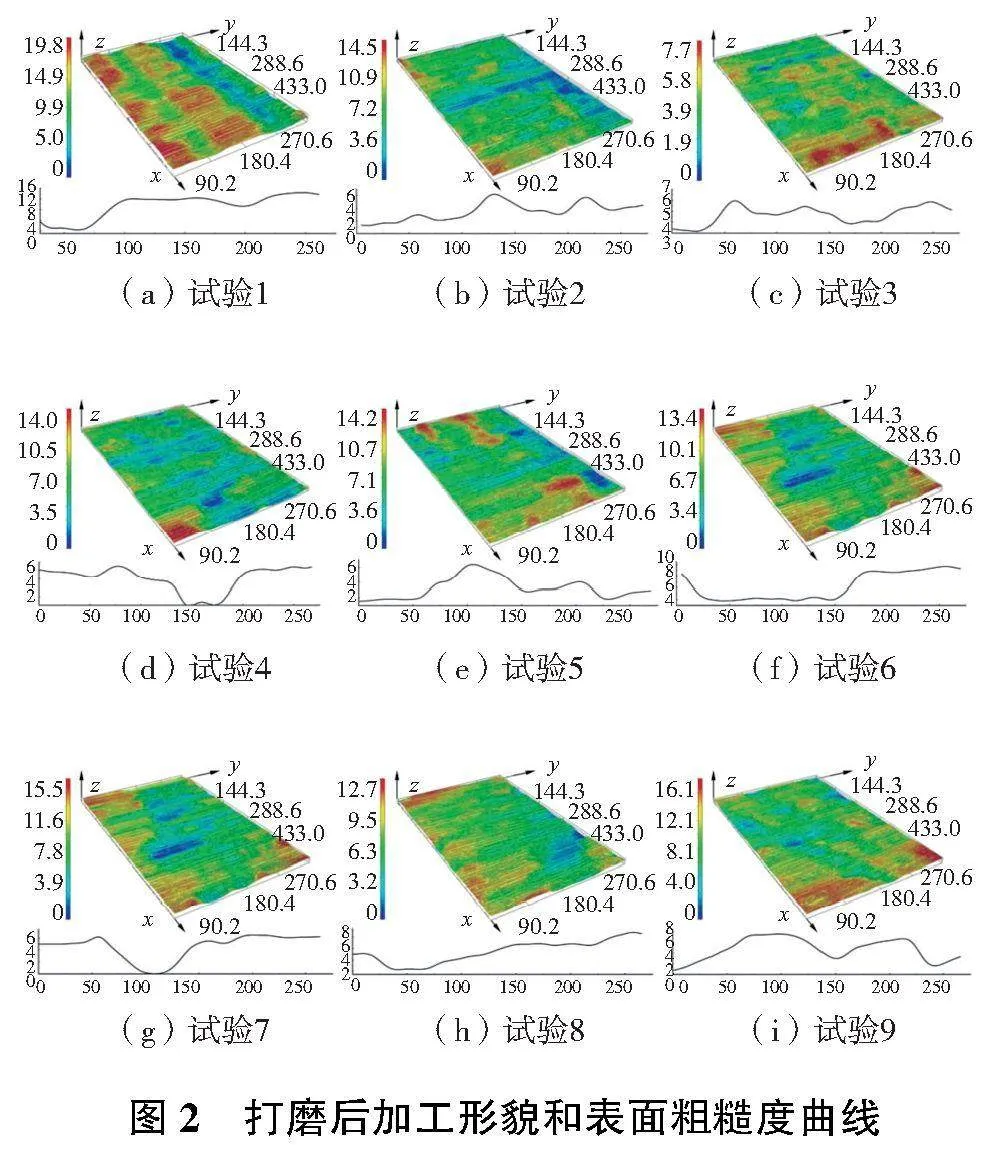
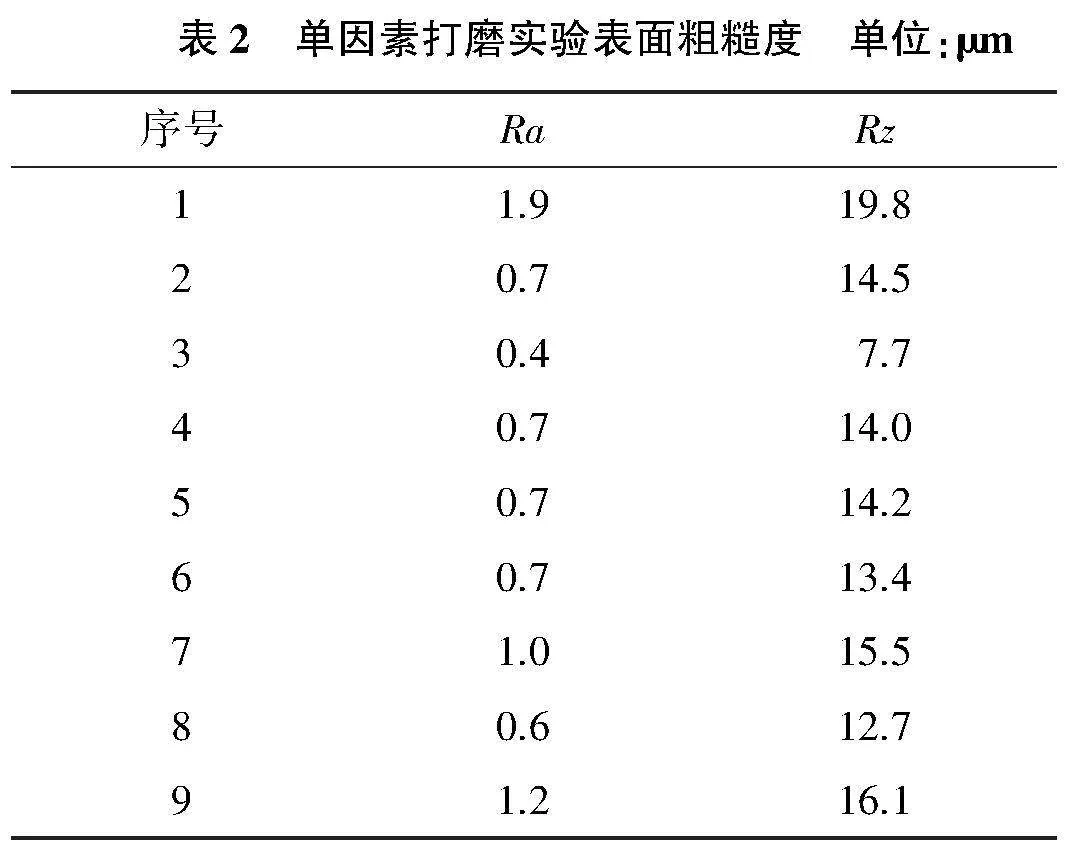
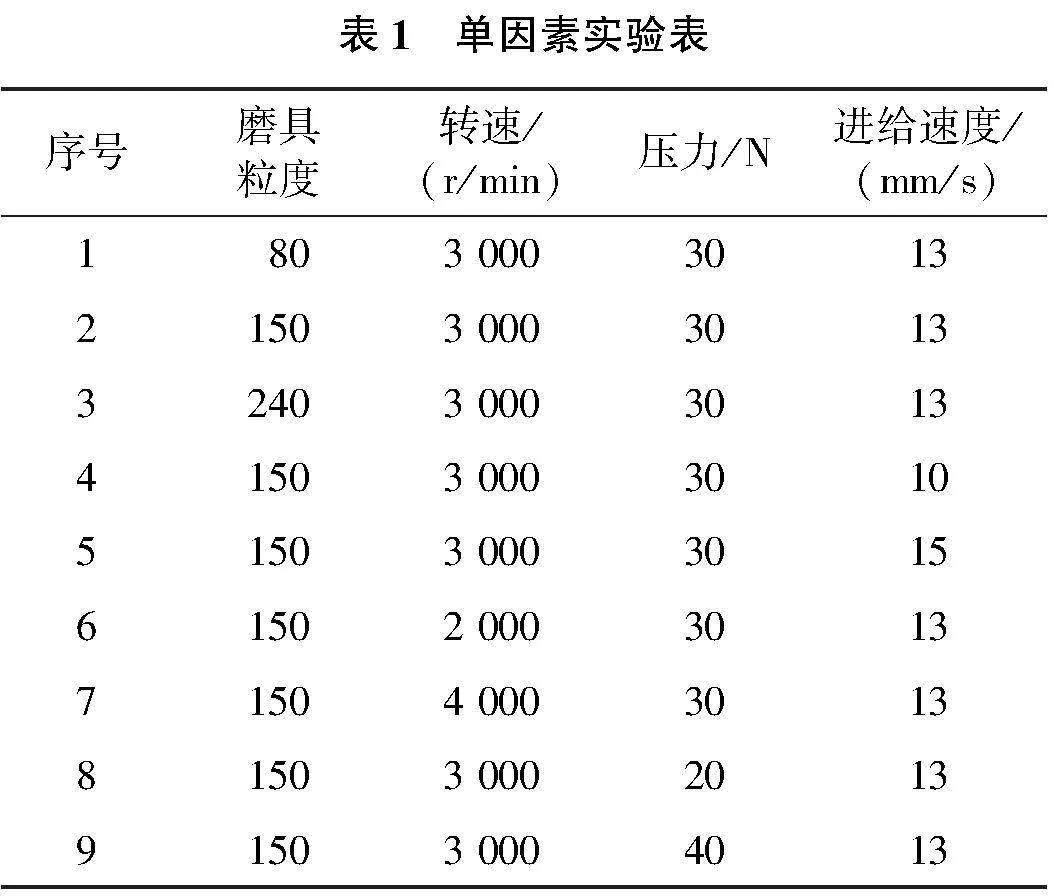
根據(jù)實(shí)際打磨過(guò)程中的加工參數(shù)范圍,對(duì)打磨壓力、磨具轉(zhuǎn)速、進(jìn)給速度和磨具粒度進(jìn)行單因素打磨實(shí)驗(yàn)。其中打磨壓力Fc取20N、30N、40N,磨具轉(zhuǎn)速ωr取2 000r/min、3 000r/min、4 000r/min,磨具粒度選取80#、150#、240#,進(jìn)給速度選取10mm/s、13mm/s、15mm/s。打磨實(shí)驗(yàn)設(shè)計(jì)如表1所示。其中實(shí)驗(yàn)1、2、3組為磨具粒度的對(duì)比實(shí)驗(yàn),實(shí)驗(yàn)2、4、5組為進(jìn)給速度的對(duì)比實(shí)驗(yàn),實(shí)驗(yàn)2、6、7組為磨具轉(zhuǎn)速的對(duì)比實(shí)驗(yàn),實(shí)驗(yàn)2、8、9組為打磨壓力的對(duì)比實(shí)驗(yàn)。表2為各組實(shí)驗(yàn)打磨后材料表面粗糙度。
用HIROX RH-2000超景深三維顯微鏡對(duì)各組打磨后材料表面進(jìn)行觀察,其結(jié)果如圖2所示。可以發(fā)現(xiàn),磨粒尺寸即磨具粒度的變化對(duì)于材料表面質(zhì)量影響較大,其次是打磨壓力,而進(jìn)給速度和磨具轉(zhuǎn)速對(duì)于表面質(zhì)量影響較小。
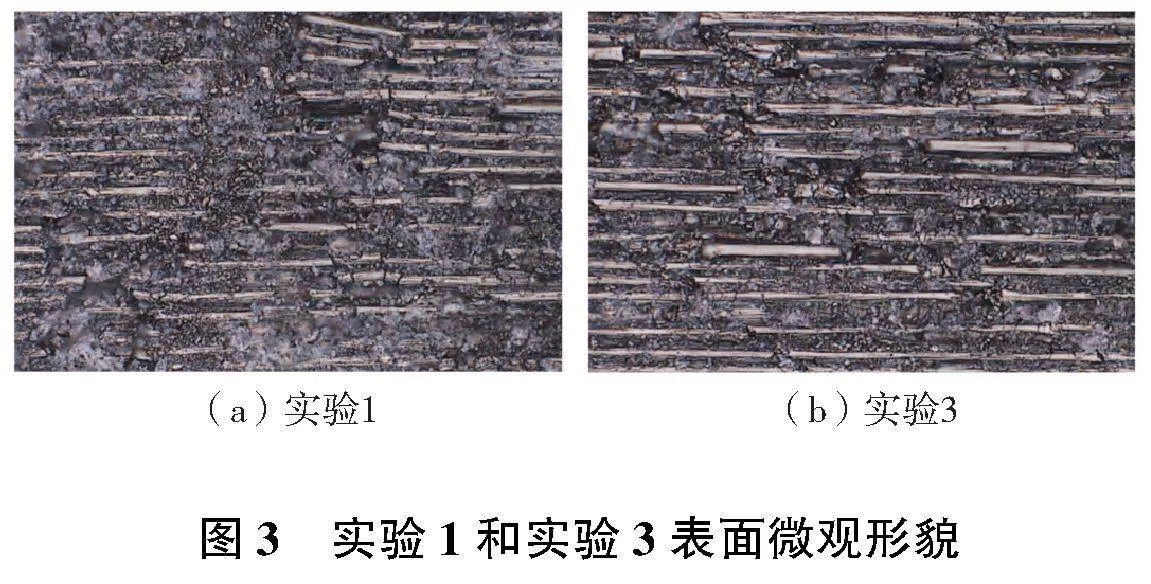
因?yàn)槟ゾ吡6葘?duì)于表面質(zhì)量影響較大,對(duì)實(shí)驗(yàn)1和實(shí)驗(yàn)3兩組表面粗糙度相差較大的打磨表面進(jìn)行觀察,結(jié)果如圖3所示。
可以觀察到實(shí)驗(yàn)1中碳纖維表面損傷較大、纖維產(chǎn)生較大翹曲,部分纖維根部壓入基體,尾部向上彎曲凸起,導(dǎo)致表面粗糙度較大,纖維走向產(chǎn)生較大變化。基體表面呈現(xiàn)碎屑狀,去除不均勻并且基體出現(xiàn)較大凹坑。使用尺寸較大的磨粒會(huì)導(dǎo)致纖維和基體產(chǎn)生較大損傷,并且表面粗糙度也不符合需求。實(shí)驗(yàn)3的加工纖維表面光滑、沒(méi)有大面積凹坑。纖維僅從中部斷裂,并未與基體分離,纖維走向一致,表面質(zhì)量較好。
2.2 有限元建模過(guò)程
為研究打磨過(guò)程中材料損傷的機(jī)制,選取對(duì)表面質(zhì)量影響較大的因素即磨具粒度進(jìn)行有限元仿真。所以對(duì)上節(jié)實(shí)驗(yàn)1和實(shí)驗(yàn)3的打磨過(guò)程進(jìn)行了單磨粒磨削仿真,對(duì)復(fù)合材料采用跨尺度建模方式,對(duì)復(fù)合材料的纖維、基體、界面相分別進(jìn)行三維建模。李娜娜等[9]使用ANSYS對(duì)打磨過(guò)程進(jìn)行仿真,研究了應(yīng)力對(duì)表面質(zhì)量的影響規(guī)律。
本文采用復(fù)合材料模型尺寸60μm×40μm×24μm,纖維直徑7μm,纖維含量60%。對(duì)纖維和基體使用實(shí)體建模,界面相使用ABAQUS內(nèi)的cohesive單元進(jìn)行建模。采用線彈性模型來(lái)表示纖維的本構(gòu)模型,單元失效采用最大主應(yīng)力失效準(zhǔn)則。當(dāng)纖維的最大主應(yīng)力達(dá)到材料的抗拉極限強(qiáng)度或者纖維的最小主應(yīng)力達(dá)到材料的抗壓極限強(qiáng)度時(shí),在ABAQUS中表現(xiàn)為纖維的網(wǎng)格單元無(wú)法繼續(xù)受力,隨之失效刪除。
當(dāng)最大主應(yīng)力達(dá)到基體強(qiáng)度極限時(shí),基體開(kāi)始損傷,伴隨基體的剛度退化,隨著應(yīng)變?cè)龃螅瑒偠戎饾u退化為0,無(wú)法繼續(xù)承載,單元?jiǎng)h除。
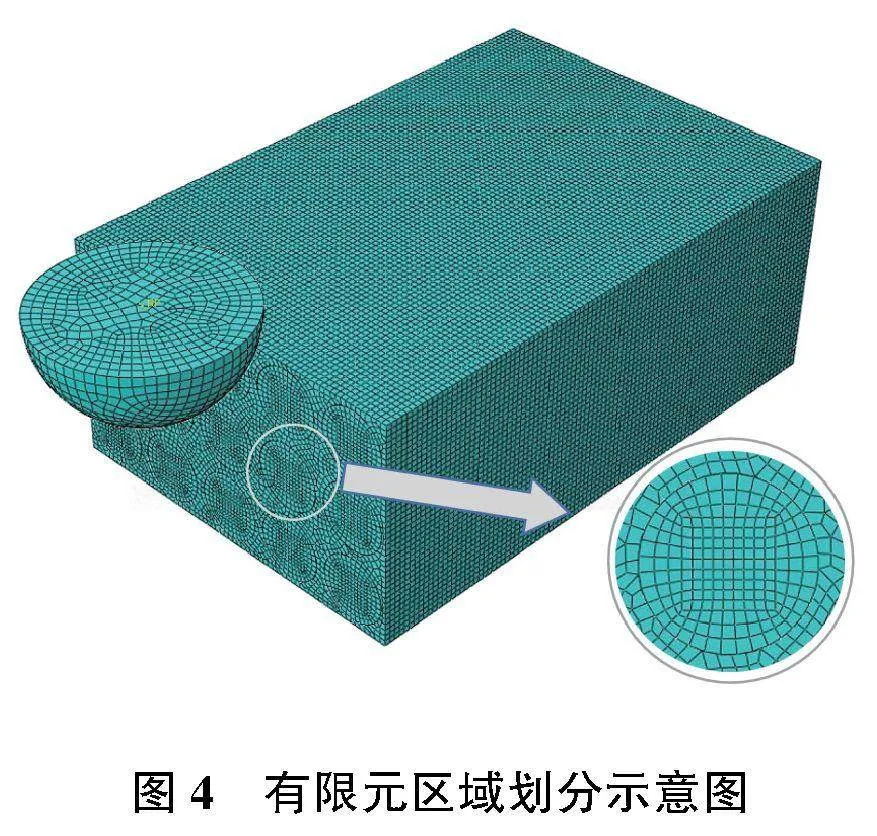
模型采用六面體單元進(jìn)行網(wǎng)格劃分,單元類(lèi)型為C3D8R,有限元區(qū)域劃分示意圖如圖4所示。
2.3 有限元仿真過(guò)程
1)實(shí)驗(yàn)1打磨仿真過(guò)程
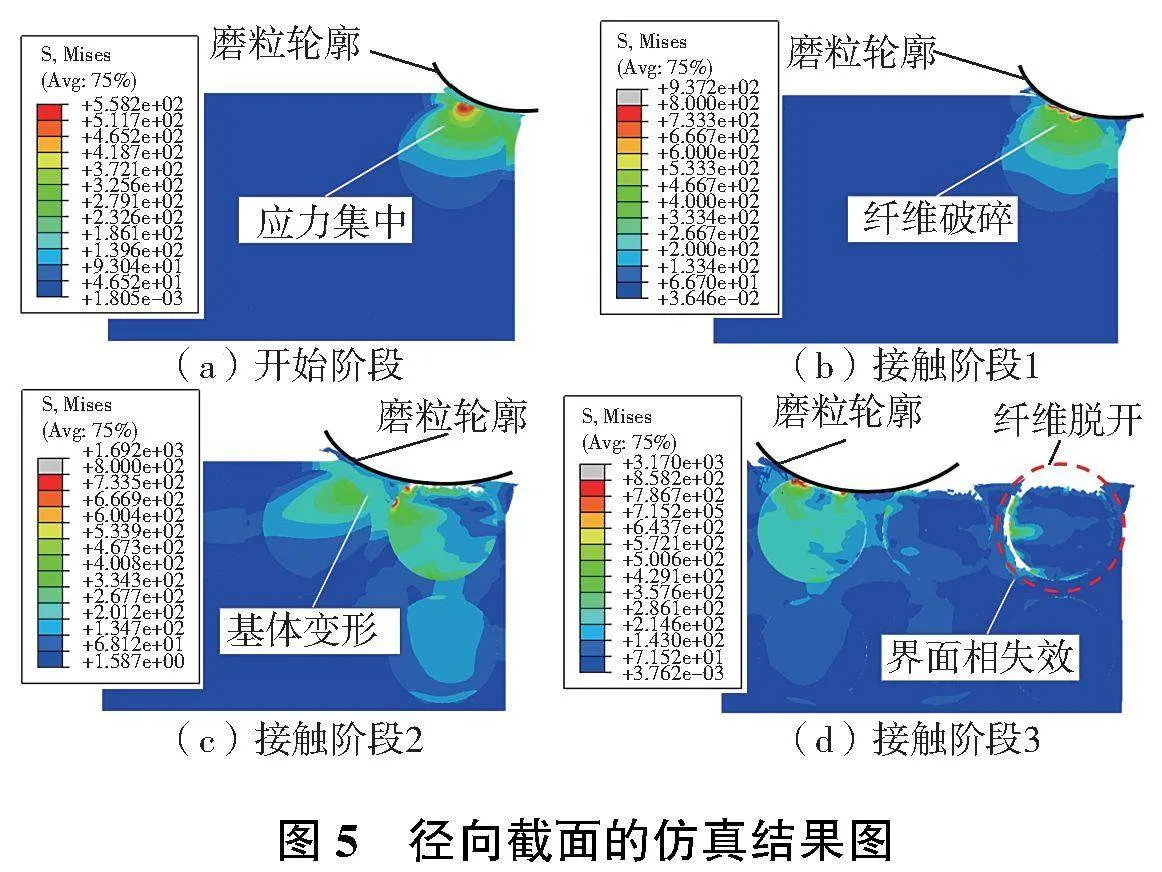
仿真中選用粒度為240#的磨粒,磨粒直徑為50μm。徑向截面的仿真結(jié)果如圖5所示。
在磨粒進(jìn)入材料過(guò)程中,當(dāng)碳纖維沒(méi)有裸露在表面的情況下,基體在受磨粒表面正向壓力作用下,發(fā)生常規(guī)彈塑性材料切削過(guò)程,即材料受到應(yīng)力產(chǎn)生應(yīng)變,其過(guò)程遵循胡克定律。應(yīng)力逐漸增大,材料發(fā)生屈服,產(chǎn)生不可復(fù)原的塑性應(yīng)變,最終達(dá)到材料的抗壓極限,材料的剛度下降為0,無(wú)法承受載荷,單元失效。由于界面相的厚度很薄,體積很小,讓其失效的斷裂能較小,所以在與界面相相鄰的基體失效前界面相會(huì)提前失效。
由于碳纖維材料強(qiáng)度優(yōu)于基體,在基體受擠壓失效刪除前,碳纖維會(huì)產(chǎn)生應(yīng)力集中以及輕微形變。當(dāng)碳纖維與磨粒之間的基體與界面相失效刪除后,碳纖維直接與磨粒接觸,由于碳纖維的軸向強(qiáng)度較高,而徑向強(qiáng)度低,所以在磨粒沿著徑向擠壓,碳纖維容易產(chǎn)生纖維破碎失效,即纖維依舊連接但是表面受損,如圖5(b)接觸階段1所示。由于界面相性能較低,在加工過(guò)程會(huì)發(fā)生纖維某段的界面相完全失效,即纖維和基體產(chǎn)生裂紋并脫出,與基體不再連接。隨著其余磨粒繼續(xù)磨削,由于纖維失去基體的包裹直接與磨粒接觸,纖維會(huì)發(fā)生斷裂,成為磨屑,被帶出材料。
2)實(shí)驗(yàn)2打磨仿真過(guò)程
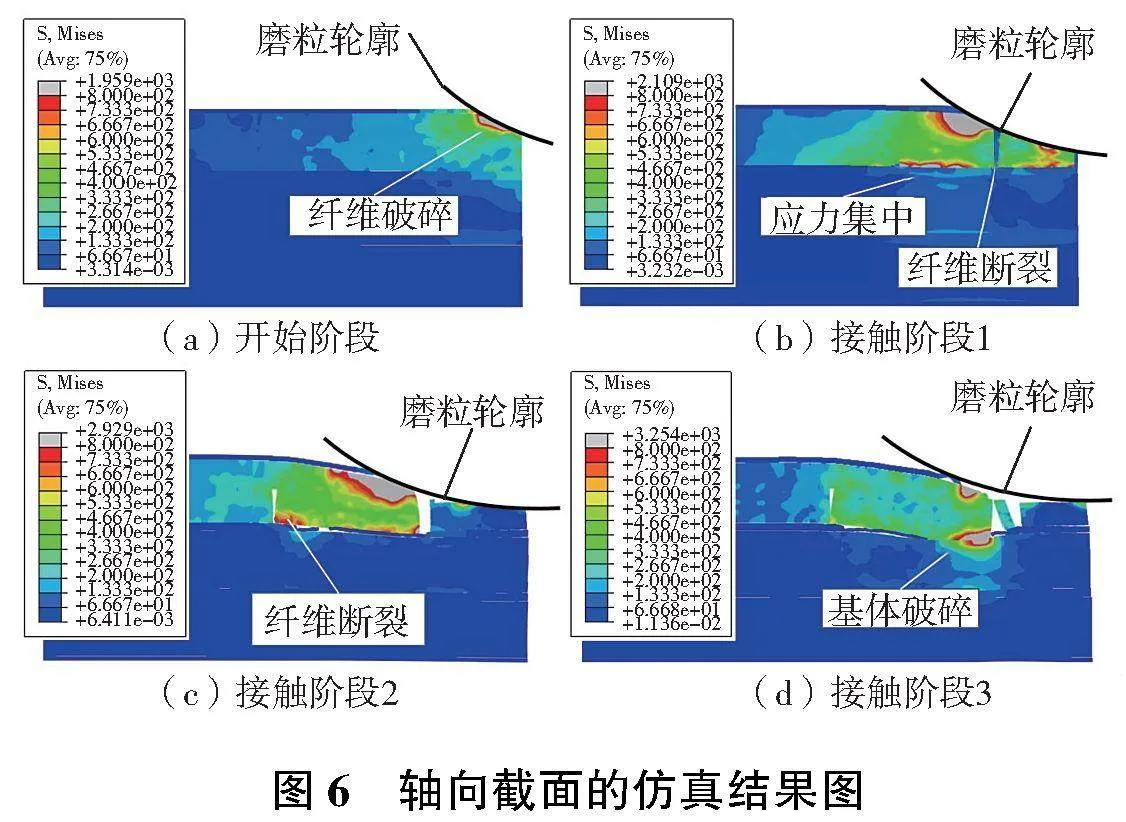
仿真中選用粒度為80#的磨粒,磨粒直徑為180μm。軸向截面的仿真結(jié)果如圖6所示。
與上文材料去除量低的過(guò)程類(lèi)似,軸向磨削過(guò)程中,3種結(jié)果的損傷也存在相同的順序。首先當(dāng)纖維或基體受力發(fā)生變形時(shí),界面相會(huì)受到纖維和基體的壓縮或拉伸,界面相因?yàn)樾螤畹仍驅(qū)е缕鋽嗔涯艿停噍^于其余兩種材料,會(huì)更早失效;其次是基體失效,因?yàn)榛w材料彈性模量和強(qiáng)度低于碳纖維,會(huì)早于碳纖維發(fā)生破壞。其中基體破壞的原因有兩種:分別是磨粒擠壓基體以及碳纖維擠壓基體;最后是碳纖維損傷破壞。
當(dāng)基體和界面相失效刪除后磨粒擠壓纖維,碳纖維中軸以上產(chǎn)生拉應(yīng)力,另一部分產(chǎn)生壓應(yīng)力。當(dāng)磨粒繼續(xù)進(jìn)給,碳纖維所受拉應(yīng)力達(dá)到材料的抗拉極限強(qiáng)度或壓應(yīng)力達(dá)到抗壓極限強(qiáng)度,開(kāi)始失效,形變進(jìn)一步增大,纖維斷裂破壞。
此外伴隨著上層纖維的變形,上層纖維與下層纖維之間的基體受擠壓失效,上下層纖維相互擠壓產(chǎn)生損傷,可見(jiàn)當(dāng)材料去除率高的情況下,材料出現(xiàn)深層損傷,會(huì)對(duì)加工表面質(zhì)量產(chǎn)生影響。
2.4 加工表面質(zhì)量分析
通過(guò)2.1節(jié)打磨實(shí)驗(yàn)和2.3節(jié)對(duì)部分打磨過(guò)程的有限元仿真可以發(fā)現(xiàn)當(dāng)磨粒較大時(shí),去除形式為纖維變形斷裂,基體擠壓破壞。纖維產(chǎn)生較大彎曲,并且伴隨上層纖維斷裂后擠壓下層,導(dǎo)致材料由于上層擠壓產(chǎn)生凹坑的最終結(jié)果。去除量小時(shí),去除形式為纖維碎裂、基體擠壓破壞以及界面相破壞去除等,結(jié)果表面質(zhì)量較好,纖維無(wú)明顯變形,僅表面損傷。打磨壓力相同時(shí)磨粒尺寸能夠決定磨粒壓入材料深度,而磨粒尺寸較小時(shí),壓力增大,會(huì)因磨粒尺寸限制導(dǎo)致磨粒壓入材料深度無(wú)法繼續(xù)增加。
通過(guò)實(shí)驗(yàn)與仿真結(jié)果進(jìn)行對(duì)比,驗(yàn)證了仿真的準(zhǔn)確性,且發(fā)現(xiàn)了磨粒尺寸是影響工件表面質(zhì)量的主要因素。
要達(dá)到打磨后表面粗糙度Ralt;0.6μm,需要選用磨粒尺寸較小的240#砂輪進(jìn)行打磨,在此基礎(chǔ)上才可以進(jìn)一步改變其他加工參數(shù)以提升材料去除量和加工效率。
3 材料去除模型及實(shí)驗(yàn)驗(yàn)證
3.1 材料去除模型建立
恒力打磨的材料去除模型的建立主要基于一種需要通過(guò)實(shí)驗(yàn)確定具體參數(shù)的PRESTON[10]經(jīng)驗(yàn)方程,其表示形式為
dH(x,y)=kwvr(x,y)Pc(x,y)dt(1)
式中:kw為材料去除系數(shù);dH(x,y)為單位時(shí)間內(nèi)磨具和工件接觸點(diǎn)(x,y)的材料去除量;vr(x,y)為磨具和工件接觸點(diǎn)(x,y)的相對(duì)速度;Pc(x,y)為磨具和工件接觸點(diǎn)(x,y)的壓強(qiáng)。
本系統(tǒng)采用剛性的T型砂輪,其受力時(shí)彈性形變可忽略不計(jì),對(duì)于CFRP復(fù)材蒙皮,由于恒力打磨工藝的磨削力較小,所以本文忽略加工過(guò)程中壓力作用導(dǎo)致的局部形變引起的壓強(qiáng)分布不均。即Pc(x,y)在接觸區(qū)域內(nèi)為固定值,設(shè)定打磨壓力為F,則Pc可以表示為
式中A為接觸面積。由于砂輪的進(jìn)給速度遠(yuǎn)小于砂輪線速度,任意位置vr(x,y)可以用下式表示。
將式(2)和式(3)代入式(1),并對(duì)接觸區(qū)域和時(shí)間進(jìn)行積分,可以得到接觸區(qū)域D在T時(shí)間內(nèi)材料去除體積V為
將等式兩邊同乘CFRP復(fù)合材料蒙皮密度ρ,可以得到接觸區(qū)域D在時(shí)間T內(nèi)材料去除質(zhì)量ψ為
材料去除質(zhì)量可以使用電子天平(精度0.001 g)稱(chēng)重打磨前后工件質(zhì)量差值求得。由于kw也可以表示為:除相對(duì)運(yùn)動(dòng)速度、接觸壓強(qiáng)和影響材料去除的一切因素統(tǒng)一表示的比例常數(shù)。所以可以把式(5)中常系數(shù)歸進(jìn)kw,整理可得式(6)。
由此可以控制打磨時(shí)砂輪轉(zhuǎn)速ωr和打磨壓力,計(jì)算出ωrrFcρT,通過(guò)測(cè)量打磨前后工件質(zhì)量擬合出CFRP的材料去除系數(shù)。
3.2 去除函數(shù)最優(yōu)組合確定
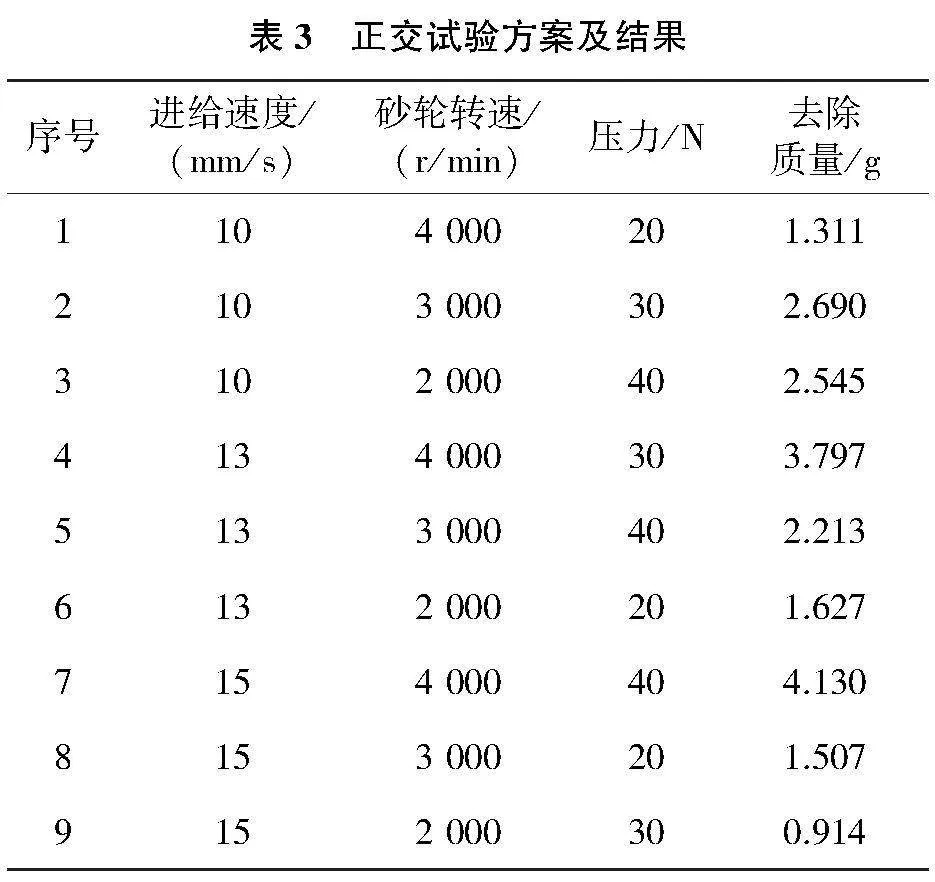
飛機(jī)蒙皮對(duì)加工表面質(zhì)量有一定的要求。根據(jù)前文仿真和試驗(yàn)證明影響恒力打磨后表面質(zhì)量的主要因素是磨具表面的磨粒尺寸大小,所以選用240#較細(xì)的砂輪對(duì)材料進(jìn)行打磨。想要在保證加工表面質(zhì)量的前提下,使材料去除量提高,需要進(jìn)行正交試驗(yàn),探究出磨粒尺寸外其他加工參數(shù)對(duì)材料去除量的影響作用,確定最佳參數(shù)組合。正交試驗(yàn)方案及結(jié)果如表3所示。
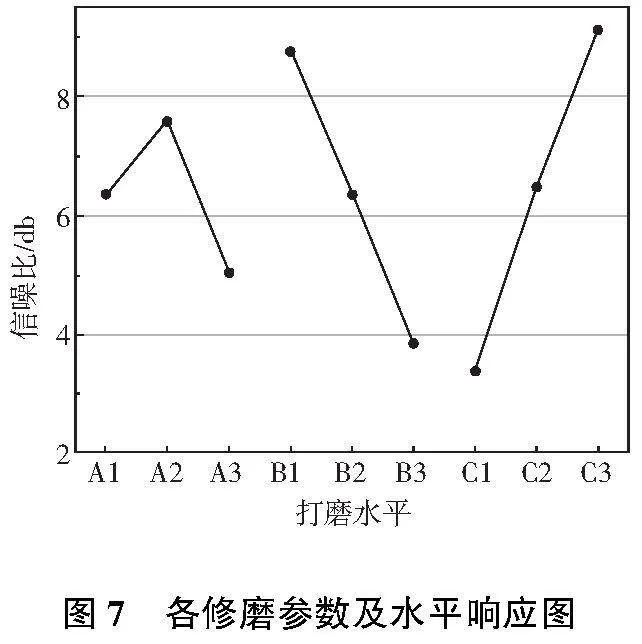
通過(guò)對(duì)材料去除質(zhì)量的信噪比進(jìn)行分析,獲得各參數(shù)及水平的信噪比如圖7所示。
為使材料去除量最高,所以打磨的最佳參數(shù)選擇A2B1C3,即打磨力為40N,砂輪轉(zhuǎn)速為4 000r/min,進(jìn)給速度為13mm/s。
3.3 材料去除系數(shù)確定
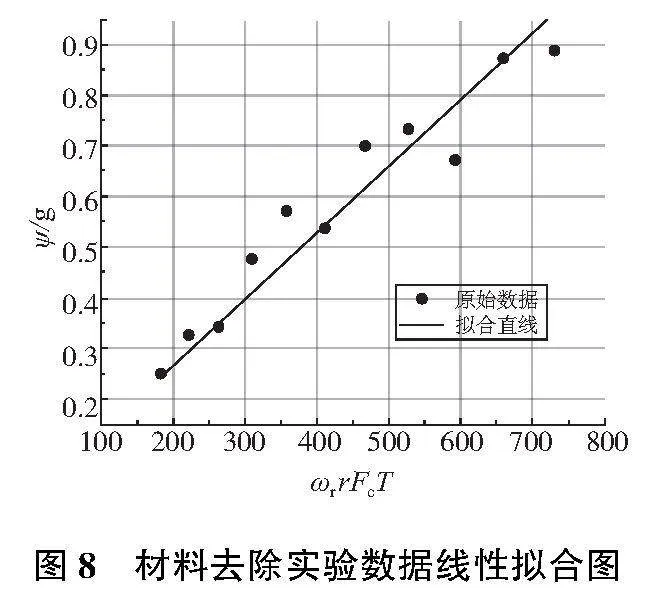
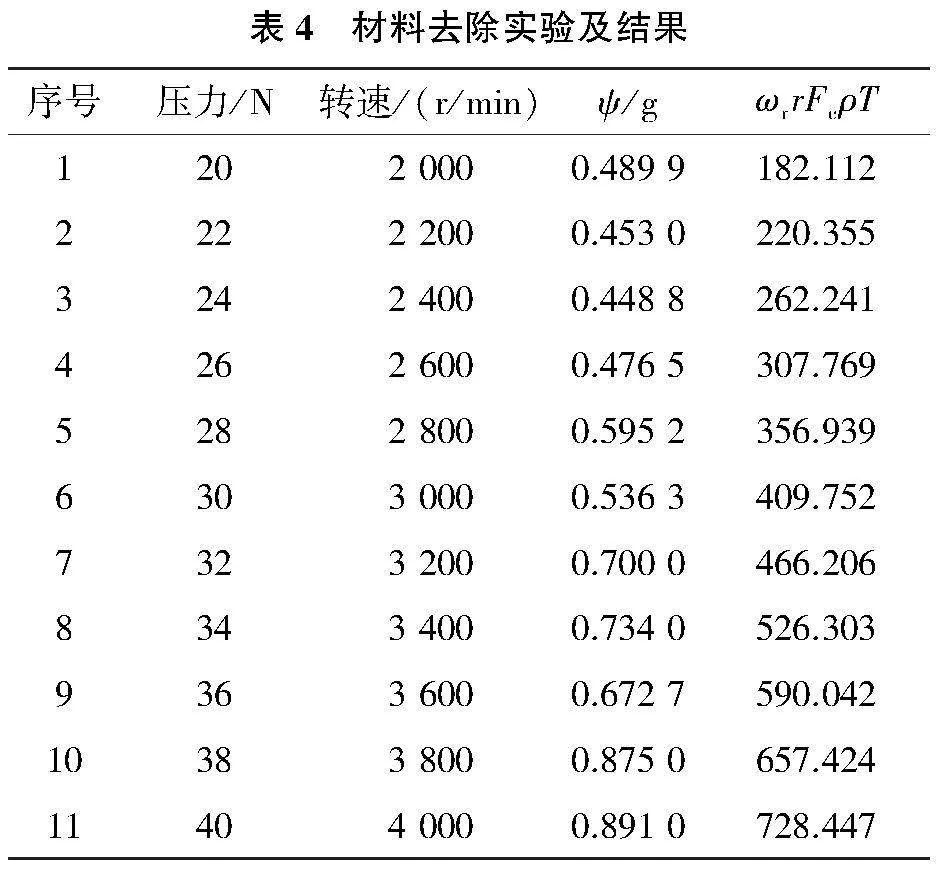
為了建立較為準(zhǔn)確的復(fù)合材料磨削去除模型,需要求得PRESTON公式中該CFRP材料的材料去除系數(shù),而該系數(shù)需要打磨實(shí)驗(yàn)來(lái)確定。根據(jù)上節(jié)確定的最優(yōu)參數(shù),設(shè)計(jì)材料去除系數(shù)實(shí)驗(yàn)。實(shí)驗(yàn)參數(shù)及結(jié)果如表4所示,擬合結(jié)果如圖8所示。在該實(shí)驗(yàn)條件下kw的值為1.33×10-3。
3.4 實(shí)驗(yàn)驗(yàn)證
為了驗(yàn)證材料去除深度模型的準(zhǔn)確性和穩(wěn)定性,進(jìn)行打磨實(shí)驗(yàn)驗(yàn)證,打磨前后分別用顯微鏡等間距測(cè)量樣本點(diǎn)周?chē)钠骄叨龋?jì)算多個(gè)樣本點(diǎn)打磨前后厚度差,并取平均值,作為一次打磨的實(shí)際材料去除深度。
將使用的工藝參數(shù)通過(guò)材料去除模型計(jì)算出材料去除質(zhì)量,計(jì)算出打磨區(qū)域材料深度,作為模型的理論值。
采用砂輪粒度為240#、打磨壓力40N、砂輪轉(zhuǎn)速4 000r/min、進(jìn)給速度13mm/s作為工藝參數(shù)。該參數(shù)下理論去除深度為75.6μm。實(shí)驗(yàn)結(jié)果如表5所示。
加工后表面粗糙度Ra=0.5μm,符合對(duì)打磨表面質(zhì)量的要求。去除深度平均值為72.7μm,平均誤差為5.56%,驗(yàn)證了該模型的有效性。
4 結(jié)語(yǔ)
1)通過(guò)CFRP恒力打磨實(shí)驗(yàn)發(fā)現(xiàn)打磨表面質(zhì)量主要受磨粒尺寸影響,其次是打磨轉(zhuǎn)速。使用復(fù)合材料跨尺度建模的方式,對(duì)磨粒磨削復(fù)合材料的過(guò)程進(jìn)行細(xì)觀尺度上的有限元仿真,模擬了磨粒磨削工件材料過(guò)程中CFRP各部分材料變形、材料去除和切屑形成等過(guò)程。使用與實(shí)驗(yàn)相同參數(shù)進(jìn)行仿真,對(duì)打磨實(shí)驗(yàn)得出的結(jié)論進(jìn)行驗(yàn)證。
2)建立了CFRP材料去除模型,通過(guò)正交試驗(yàn)確定了各工藝參數(shù)對(duì)材料去除的影響,通過(guò)打磨實(shí)驗(yàn)擬合出了材料去除系數(shù),為實(shí)際打磨參數(shù)選取提供了理論基礎(chǔ)。
3)所設(shè)計(jì)的機(jī)器人恒力打磨系統(tǒng)穩(wěn)定性好,接觸力控制穩(wěn)定,能夠完成材料表面的均勻去除,并獲得較好的表面質(zhì)量。
參考文獻(xiàn):
[1] 馬壯. 民用飛機(jī)復(fù)合材料翼盒蒙皮結(jié)構(gòu)設(shè)計(jì)[J]. 信息記錄材料,2022,23(5):63-65.
[2] 杜娟. 飛機(jī)裝配不協(xié)調(diào)問(wèn)題的原因分析及解決方法[J]. 中國(guó)高新技術(shù)企業(yè),2011(21):114-116.
[3] 岳勝,代多兵,安魯陵. 飛機(jī)結(jié)構(gòu)裝配間隙超差分析與對(duì)策[J]. 航空制造技術(shù),2013,56(12):81-84.
[4] 鄧金鑫, 陳林, 盧思彤, 等. 某型飛機(jī)復(fù)合材料結(jié)構(gòu)損傷分布規(guī)律[J/OL]. 北京航空航天大學(xué)學(xué)報(bào).(2022-08-04 ) [2022-12-23]. https://doi.org/10.13700/j.bh.1001-5965.2022.0379.
[5] 聶琪. 飛機(jī)復(fù)合材料蒙皮打磨機(jī)器人的精度分析與綜合[D]. 天津:中國(guó)民航大學(xué),2019.
[6] 陳正文,任啟樂(lè),龐雷,等. 大尺寸碳纖維復(fù)合材料飛機(jī)蒙皮構(gòu)件精密水切割裝備的研制[J]. 流體機(jī)械,2019,47(9):12-16,26.
[7] 祝世興,蔡高存. 自適應(yīng)飛機(jī)大翼打磨設(shè)備的設(shè)計(jì)與分析[J]. 機(jī)械設(shè)計(jì)與研究,2018,34(6):115-118.
[8] 李云鵬. 飛機(jī)復(fù)合材料蒙皮打磨的并聯(lián)機(jī)構(gòu)剛度研究[D]. 天津:中國(guó)民航大學(xué), 2019.
[9] 李娜娜,李欽. 基于ANSYS Workbench的葉片砂帶磨削用量分析與研究[J]. 機(jī)械制造與自動(dòng)化,2021,50(4):125-127.
[10] PRESTON F W. Glass techknology[J].Journal of the Society of Glass Technology, 1927, 11(10):277-281.