預緊力對復合材料螺栓接頭拉伸力學性能的影響
2024-10-25 00:00:00岳烜德謝穎劉蕾李鼎王浩武艷君黃茹雪
機械制造與自動化 2024年5期


摘 要:建立復合材料單螺栓單搭接頭實驗模型,對預緊力及裝配應力對其拉伸力學性能的影響規律進行研究。實驗研究中設置11組不同大小的預緊力,得到預緊力大小對接頭拉伸剛度和峰值載荷的影響規律。使用3D-DIC全場應變測量系統得到接頭表面應變場,分析反映裝配應力水平對接頭力學性能的影響規律。結果表明:對于直徑6.35 mm的螺栓,隨著螺栓預緊力的增加,復合材料螺栓接頭的拉伸剛度與峰值載荷先增加后減小,預緊力為12 kN左右時接頭獲得最佳力學性能,此時峰值載荷為16.66 kN,拉伸剛度為19.12 kN/mm。
關鍵詞:復合材料;螺栓;接頭;力學性能;實驗
中圖分類號:TB33" 文獻標志碼:B" 文章編號:1671-5276(2024)05-0022-05
Influence of Preload Force on Tensile Mechanical Properties of Composite Bolted Joints
Abstract:A model of composite single-bolt single-lap joint was established to study the influence of preload and assembly stress on its tensile mechanical properties. Eleven sets of different sizes of preload levels were set up in the experimental study, and the behaviour of preload size on the tensile stiffness and peak load of the composite joints were obtained. The strain fields on the joint surface were obtained using a 3D-DIC full-ield strain measurement system, and the influence of the damage factor reflecting the assembly stress level on the mechanical properties of the joint was analyzed. The results show that the tensile stiffness and peak load of the composite bolt joint increases first and then decreases with the increase of the preload force for 6.35 mm diameter bolts. The best mechanical properties are obtained at a preload of around 12 kN, when the peak load is 16.66 kN and the tensile stiffness 19.12 kN/mm.
Keywords:composite;bolts;joints;mechanical properties;experiment
0 引言
復合材料憑借其優異的力學性能,在飛機結構中得到了廣泛應用[1-2]。復合材料的比強度和比模量較高,耐疲勞性與破損安全性較好,可以滿足機體結構輕質高強的要求[3]。隨著復合材料結構設計、成型工藝和裝配技術的不斷發展,復合材料構件的使用部位正在由次承力部件向主承力部件擴展[4]。復合材料構件的大量使用可以顯著降低機體質量,在保證結構性能的基礎上大大降低油耗并增加航程。因而復合材料的使用比例已成為衡量一型飛機先進與否的重要標志之一。
復合材料結構整體性較高,這就可以大大減少裝配工作量,提升裝配效率[5-6]。復合材料結構裝配時常使用的連接方式包括膠接、鉚接、螺栓連接和混合連接等。其中,膠接適用于受力較小的裝配結構中,例如復合材料地板結構以及客艙行李箱結構的裝配。螺栓連接主要用于受力較大的裝配結構中,與氣動外形有關的結構多使用沉頭螺栓,例如機翼蒙皮壁板和機身筒段結構,氣動外形要求不高的部位常使用六角頭螺栓連接,例如中央翼盒中梁與肋的裝配及翼身結合部位接頭的連接。螺栓連接結構承載能力強,連接質量易于檢查,因而大量應用于復合材料裝配結構中[7]。
研究表明,在復合材料螺栓連接結構中,預緊力過大或過小時均有可能削弱結構的力學性能。預緊力過小時,螺栓無法對被連接件提供足夠的側向支撐,這會使拉伸時被連接件間的靜摩擦力過小,從而過早產生滑移與損傷;預緊力過大時,可能在擰緊的過程中就產生層內及層間損傷,這些損傷會成為裂紋源,使得結構在服役時過早產生結構失效,削弱裝配體力學性能。因此,研究預緊力及裝配應力對復合材料結構拉伸力學性能的影響,并基于性能要求確定一個合理的預緊力取值范圍,對連接質量的控制及擰緊工藝參數的確定有一定指導作用。
綜上所述,本文建立復合材料單螺栓單搭接頭,研究預緊力及裝配應力對其拉伸力學性能的影響規律。
1 實驗材料及方法
本節所設計的實驗和仿真使用的復合材料單螺栓單搭接頭,根據ASTM D5961標準設計了接頭的外形尺寸。根據螺栓擰緊的5個階段,即自鎖階段、螺栓彈性變形段、螺栓塑性變形段、復合材料損傷萌生段和復合材料損傷擴展段。選擇各階段共11個預緊力進行分析,研究接頭的拉伸力學性能。實驗過程中使用3D-DIC全場應變測量系統,獲得復合材料表面的應變場。
1.1 拉伸試樣設計
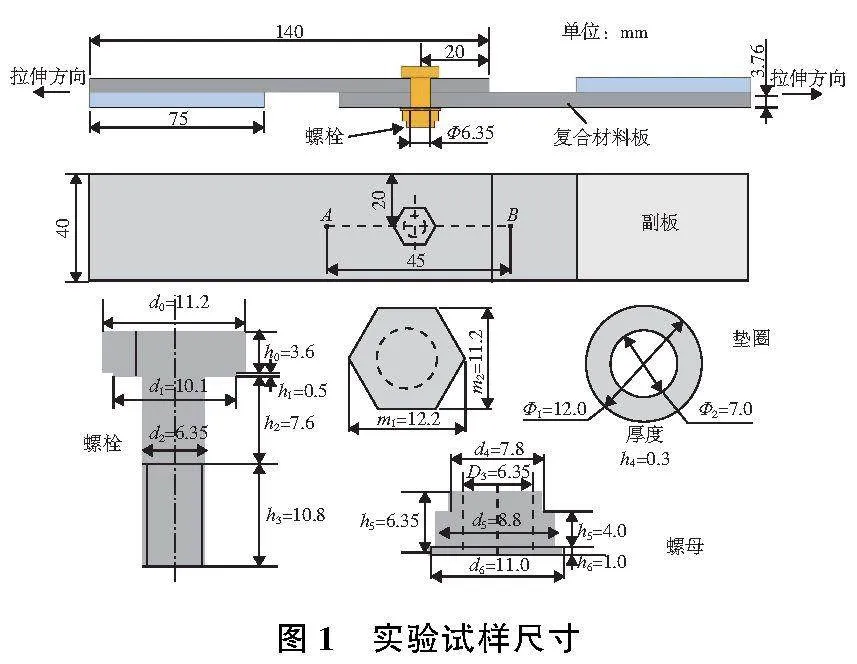
實驗中使用的復合材料單搭接頭如圖1所示。試樣所用尺寸根據ASTM D5961[8]標準設計。其中,試樣采用的寬徑比w/d=6.3,端徑比e/d=3.15,厚徑比t/d=0.59,在這種情況下可以保證復合材料在拉伸過程中產生擠壓失效。碳纖維環氧樹脂復合材料層壓板使用977-2預浸料鋪疊,在熱壓罐中固化成型。層壓板共鋪疊為20層,總厚度為3.76 mm,鋪層角度為[45°/90°/-45°/0°/90°/0°/-45°/90°/45°/-45°]。螺栓直徑為6.35 mm,螺栓孔直徑約為6.40 mm,螺栓與孔之間單邊間隙為25 μm,符合飛機復合材料結構螺栓連接要求。
為保證試樣制造的準確度,復合材料層壓板使用數控機床進行加工,金剛石涂層硬質合金刀具用于制孔,以減小復合材料可能出現的分層或毛刺。制孔時將復合材料板置于夾具上進行,下層的復合材料板可以對上層板起到支撐作用,減少上層板出口處的分層與毛刺。此外,需要在下層板底部墊木塊,以減少下層板出口端的分層情況。制孔時鉆頭轉速為3 000 r/min,進給速度為15 mm/min。制孔實驗表明,在該參數下,制孔時排屑順暢,鉆頭軸向力變化較為平穩,所制出的孔質量較高,尺寸偏差小。
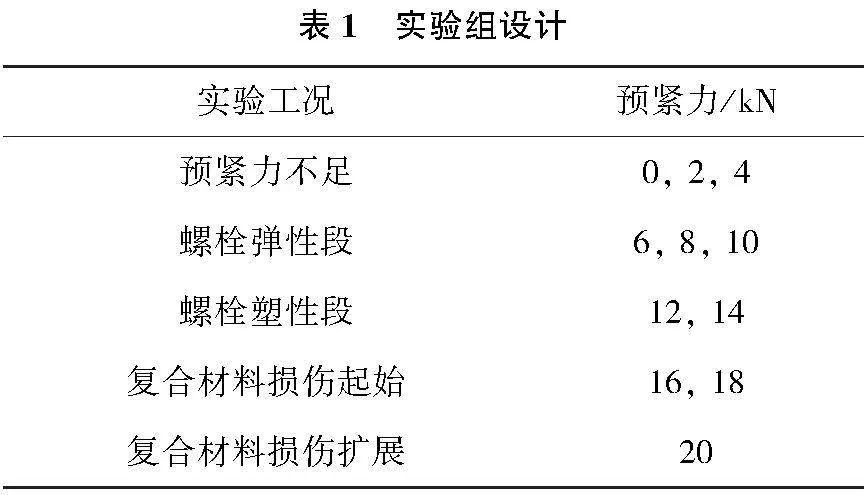
本文研究不同大小預緊力對復合材料接頭力學性能的影響規律,實驗組設計如表1所示。現行的裝配大綱中規定,直徑6.35 mm的螺栓額定預緊力為6.21 kN。實驗中共設置了5個預緊力分組,分別對應預緊力不足、螺栓彈性段、螺栓塑性段、復合材料損傷起始段和復合材料損傷擴展段,每個階段設置1—3個預緊力水平。按照標準工況設置每組實驗的擰緊工藝參數,即潤滑油潤滑,轉速30 r/min,擰緊螺母、在螺母端安裝小墊圈以及不使用密封膠。
1.2 實驗操作步驟
拉伸實驗在SANS萬能實驗機上進行。實驗機最大拉伸載荷為100 kN,拉力和位移的相對誤差控制在±0.5%以內。準靜態拉伸速度2 mm/min,測試溫度為(23±5)℃,濕度為(55±5)%。拉伸載荷由實驗機的內置傳感器測量。實驗中測量圖1中A點和B點之間的位移,以此確定接頭的位移。當接頭峰值載荷下降超過20% 時停止實驗。每組實驗重復3次。
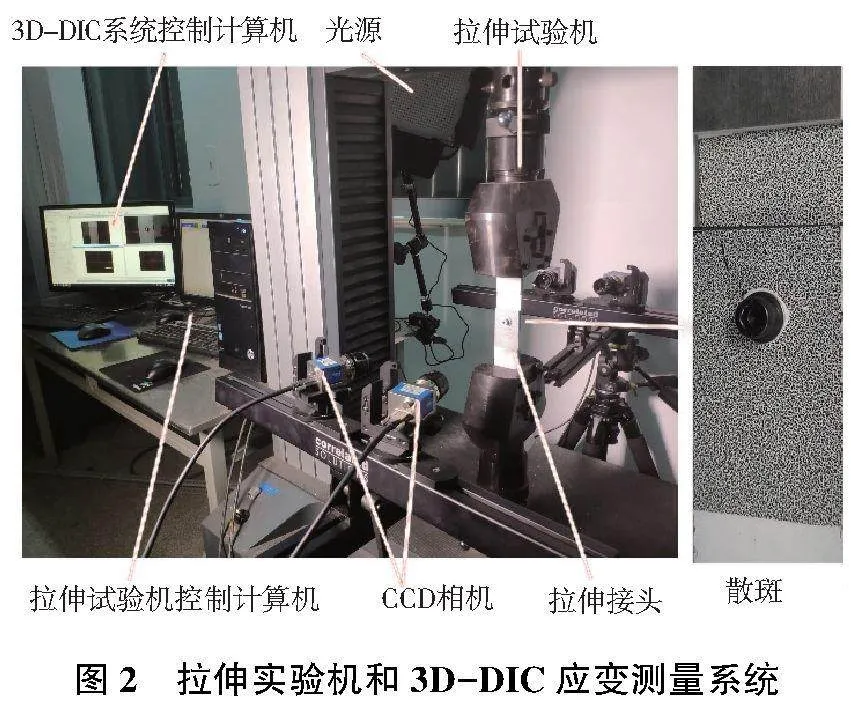
如圖2所示,三維數字圖像相關(3-dimensional digital image correlation,3D-DIC)系統組成部分包括2個CCD相機(1 200萬像素,25 mm焦距)、1個標定板、1個三腳架、LED光源和圖像處理軟件。實驗前需要在接頭表面制造散斑。首先,用酒精清潔復合層壓板表面,去除油漬和污垢。將白色啞光漆均勻地噴涂在試樣表面。等白色底漆風干后,使用制斑工具制作散斑。根據接頭尺寸及其與相機的距離,使用直徑為0.33mm的黑色散斑,并將其密度控制在50%左右。散斑制作完成后,將單搭接頭放置在拉伸實驗機的夾具上,并保證接頭周圍區域的開敞性。2臺CCD相機分別布置在接頭兩側,它們用于測量復合層壓板表面的應變場。測量時首先調整CCD相機的光圈和曝光時間,以確保相機獲得的圖像具有適當的亮度,避免圖像曝光不足或曝光過度。其次,調整CCD相機的鏡頭焦距,以保證獲得圖像的清晰度。然后調整CCD相機的空間位姿,使2臺CCD相機的光軸在接合面上的同一點相交。2臺CCD相機之間的夾角約為45°,儀器測量區域約占接頭表面的3/4。
接著使用標定板來標定CCD相機和3D-DIC系統。標定板是具有均勻散斑和校準特征點的標準件。在標定過程中,標定目標需要在拉伸接頭位置自由旋轉、傾斜和平移,并實時由CCD相機采集圖像。圖像分析軟件確定了3D-DIC系統的內部參數和外部參數,同時校正了鏡頭的光學畸變。根據校準目標上的一系列已知參數,圖像分析軟件獲得了由CCD相機定義的三維坐標系。該坐標系被用作對試樣表面位移場和應變場進行三維測量時的參考。
在拉伸實驗開始前拍攝一組照片,作為拉伸載荷為0時的參考圖像。隨后,實驗機和3D-DIC系統同時啟動,CCD相機每3s自動采集一次圖像。拉伸實驗結束后,停止CCD相機采樣。在圖像處理軟件中選擇計算區域和設置相關參數,計算該區域的位移場和應變場。
2 結果與討論
本節主要對拉伸實驗所得的結果進行分析與討論,分析載荷-位移曲線得到各接頭的拉伸剛度與峰值載荷,并分析造成力學性能差異的原因。
通過對接頭載荷-位移曲線的分析可知,拉伸過程大致可分為5個階段,無滑移段、滑移段、完全接觸段、損傷段和最終失效段。在無滑移段,接頭依靠兩板之間的靜摩擦來承受外部載荷,此時接頭的抗拉剛度較大。當外載荷超過兩板所能提供的最大靜摩擦力時,接頭發生相對滑移,拉伸曲線進入滑移段。在這個階段,位移顯著增加而拉伸載荷增加較少。滑移段的長度取決于螺栓桿和孔之間的間隙大小。當螺栓桿與孔發生接觸時,拉伸曲線進入完全接觸段。此時接頭的承載能力主要取決于螺栓桿與孔的接觸面積,接頭承載能力隨著接觸面積的增加而增加。由于螺栓桿與孔之間存在間隙,螺栓在受拉時會發生傾斜,與復合層壓板形成嚴重擠壓區,復合材料層壓板的損傷也主要發生在這幾個區域。隨著螺栓桿和孔的擠壓作用不斷增強,復合層壓板開始產生損傷,曲線進入損傷段。該階段接頭的抗拉剛度降低,但沒有完全失去承載能力。當損傷累積到一定程度時,接頭完全失去承載能力,載荷發生顯著的降低,此時接頭進入最終失效段。
此處的拉伸剛度主要指接觸段的拉伸剛度,即螺栓桿與孔壁發生接觸時的剛度,其數值通過式(1)進行計算:
式中:Fmax表示峰值載荷;u表示位移。
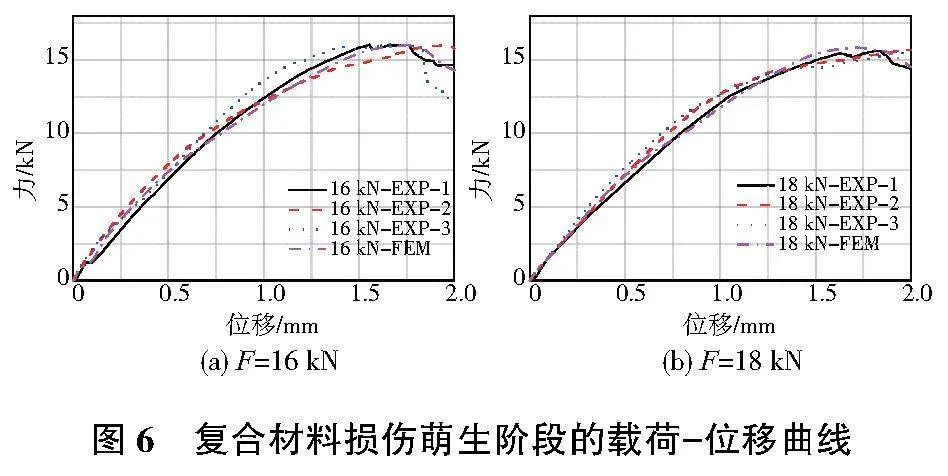
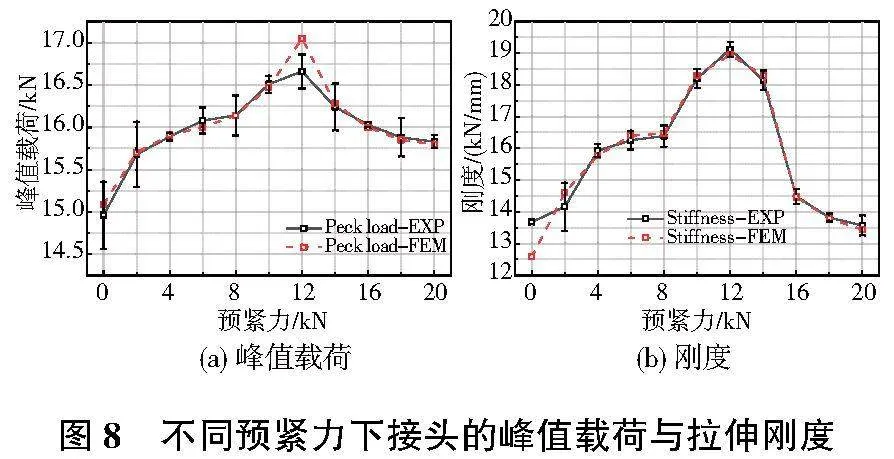
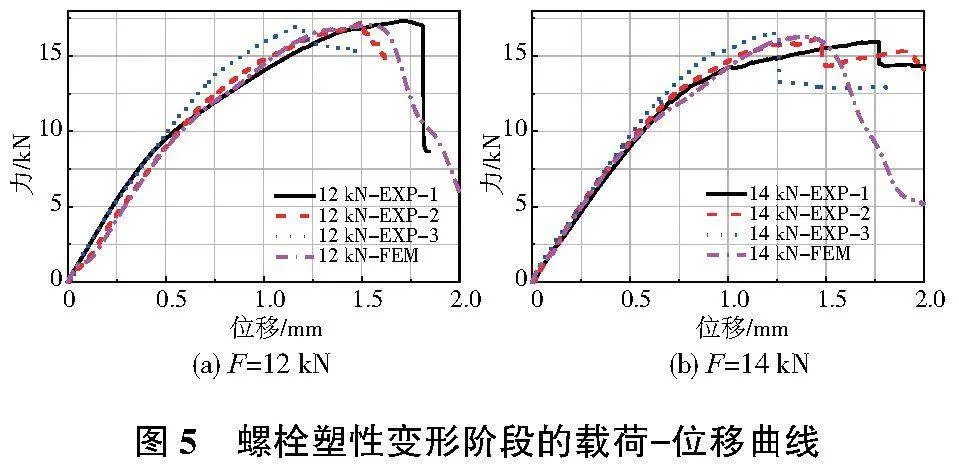
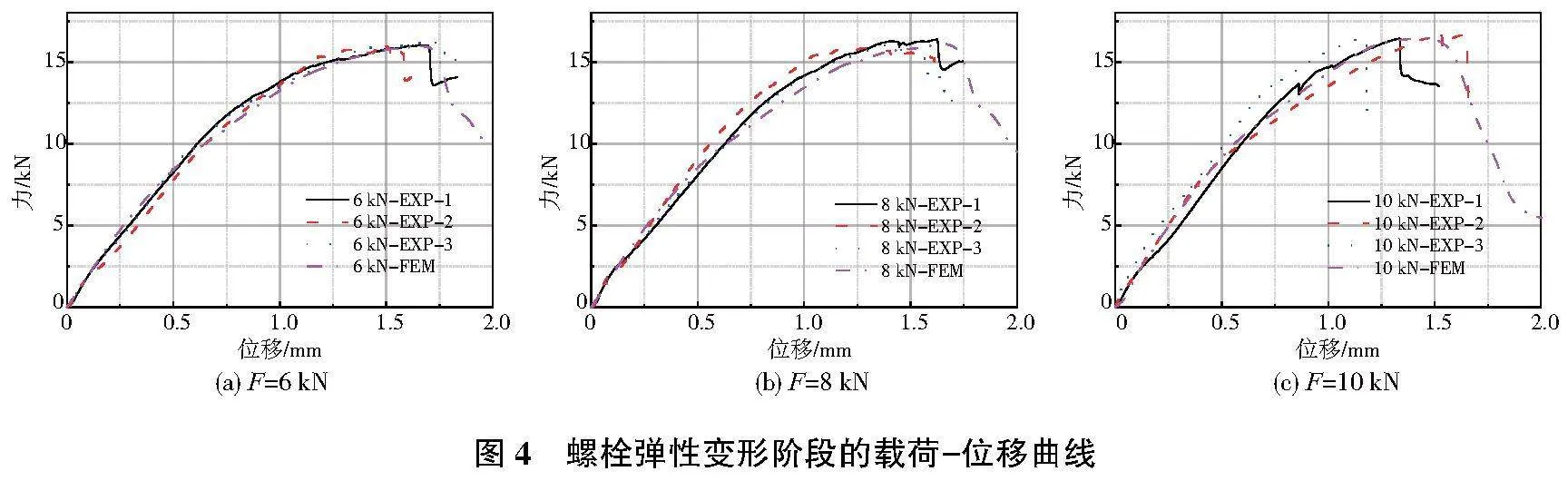
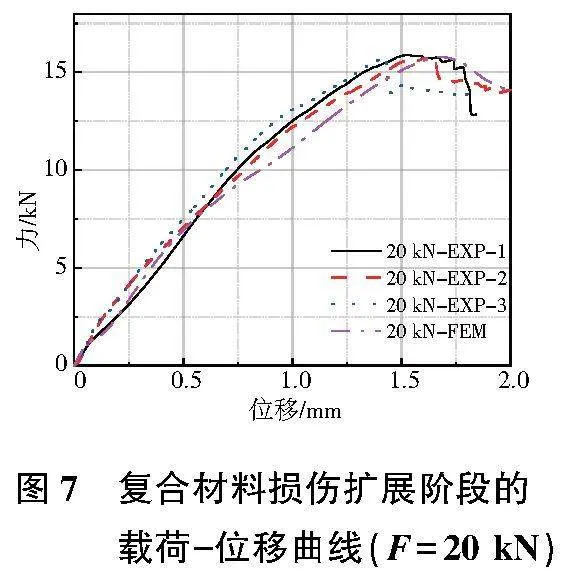
實驗和仿真得到的載荷-位移曲線如圖3—圖7所示(本刊黑白印刷,相關疑問咨詢作者)。分析接頭的載荷-位移曲線可以看出,隨著預緊力的增加,復合材料螺栓接頭的拉伸剛度和峰值載荷先增加后減小,如圖8所示。當預緊力在12 kN附近時,達到最佳力學性能,此時接頭的峰值載荷為16.66 kN,拉伸剛度為19.12 kN/mm。預緊力達到12 kN附近時,螺栓在擰緊過程中就達到了塑性變形階段,因此可以推斷,擰緊時適當提高預緊力數值,即使螺紋中產生了少量的塑性變形,也可以提高復合材料螺栓接頭的力學性能。以預緊力12 kN為中心,小于或大于這一預緊力均會導致接頭力學性能的降低,其中預緊力為0 kN(預緊力不足)時其峰值載荷和拉伸剛度分別降低10.20%和28.45%,預緊力為20 kN(復合材料在螺栓擰緊階段即產生損傷)時其峰值載荷和拉伸剛度分別降低4.98%和29.03%。
預緊力過小時,無法為復合材料層壓板提供足夠的側向支撐,導致兩板之間可提供的靜摩擦力過小,因而非滑移段的剛度會顯著變小,且兩板之間會過早產生相對滑移。進入擠壓階段后,接頭的承載能力主要取決于螺栓桿與孔壁之間的接觸面積,預緊力較小則螺栓所能提供的側向約束較小,相同的拉力下可能產生更大的位移,導致二者之間接觸面積減小,因而拉伸剛度也顯著減小。此外,預緊力過小會導致螺栓桿與孔之間局部擠壓作用增強,在壓力較大的區域可能過早產生復合材料基體破碎或螺栓桿的塑性變形,從而減小接頭的峰值載荷。在一定程度內增加預緊力可以提高接頭的側向支撐,從而提高接頭的拉伸剛度和峰值載荷。
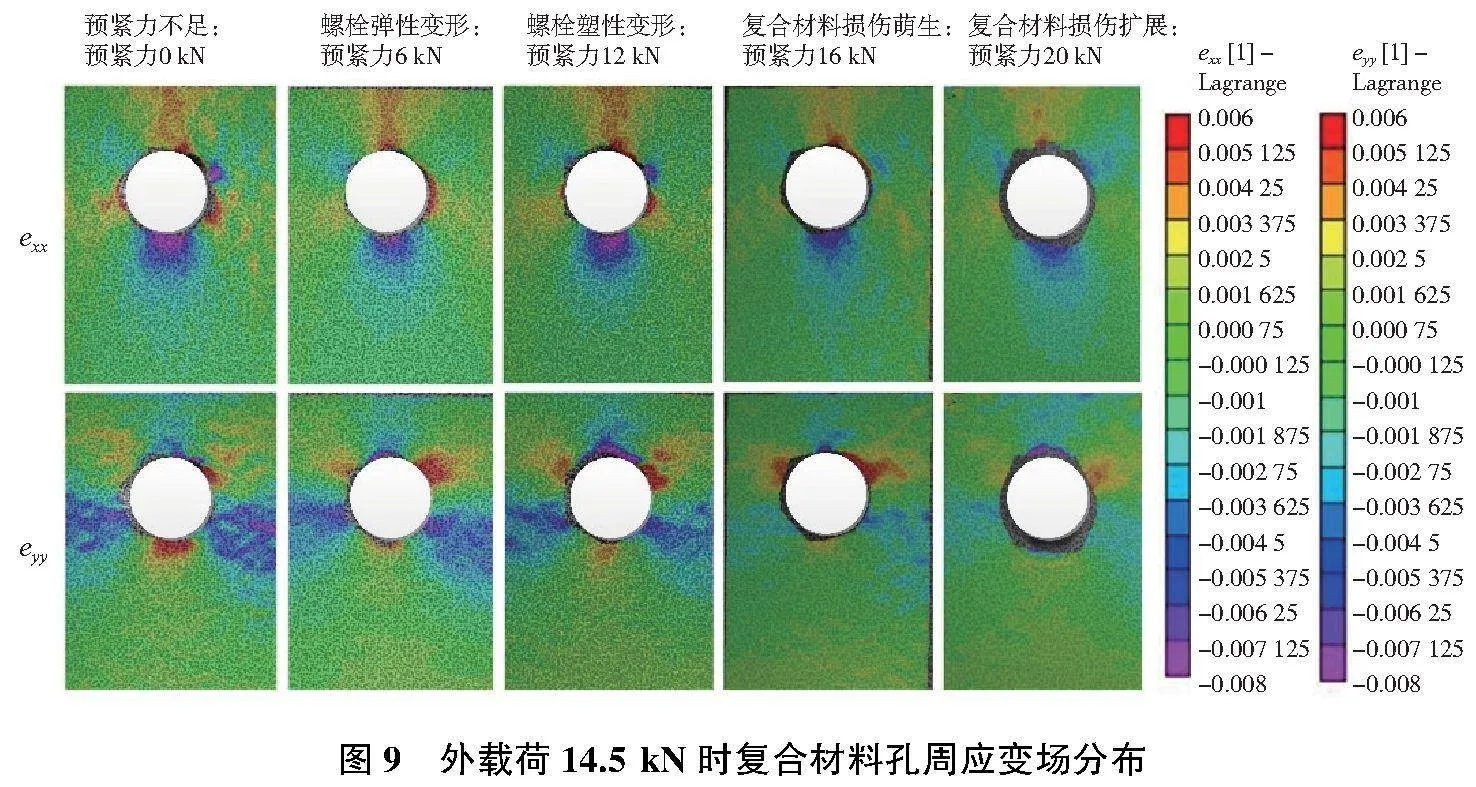
圖9所示為載荷14.5 kN左右時復合材料層壓板表面的應變場。分析應變分布規律可知,預緊力大小對復合材料表面應變場影響較大,隨著預緊力的增加,靠近螺栓孔附近的區域應變值也明顯減小。拉伸過程中,由于試樣發生了較為明顯的次彎曲作用,因此在靠近螺栓孔的y方向產生較大的壓縮應變,靠近螺栓孔的x方向產生較大的拉伸應變。拉伸時螺栓頭和螺母對復合材料板產生較強的擠壓作用,因此孔周應變集中最為嚴重,是損傷產生和擴展的主要區域。研究中發現螺栓預緊力是影響應變場的主要因素之一。
3 結語
1)對于直徑6.35 mm的螺栓而言,隨著螺栓預緊力的增加,復合材料螺栓接頭的拉伸剛度與峰值載荷先增加后減小。預緊力為12 kN左右時接頭獲得最佳力學性能,此時峰值載荷為16.66 kN,拉伸剛度為19.12 kN/mm。
2)預緊力大小對復合材料表面應變場影響較大,隨著預緊力的增加,相同拉伸載荷下螺栓孔附近應變值顯著減小。
參考文獻:
[1] AAMIR M,TOLOUEI-RAD M,GIASIN K,et al. Recent advances in drilling of carbon fiber-reinforced polymers for aerospace applications:a review[J]. The International Journal of Advanced Manufacturing Technology,2019,105(5/6):2289-2308.
[2] ARISTA R,FALGARONE H. Flexible best fit assembly of large aircraft components. airbus A350 XWB case study[M]//Product Lifecycle Management and the Industry of the Future. Cham:Springer International Publishing,2017:152-161.
[3] MARSH G. Airbus A350 XWB update[J]. Reinforced Plastics,2010,54(6):20-24.
[4] 楊浩然,安魯陵,黎雪婷. 飛機結構中柔性件裝配偏差分析與控制研究進展[J].航空制造技術,2021,64(4):30-37.
[5] 王華. 飛機先進復合材料結構裝配協調技術研究現狀與發展趨勢[J]. 航空制造技術,2018,61(7):26-33.
[6] 高航,曾祥錢,劉學術,等. 大型復合材料構件連接裝配二次損傷及抑制策略[J]. 航空制造技術,2017,60(22):28-35.
[7] 謝鳴九. 復合材料連接技術[M]. 上海:上海交通大學出版社,2016.
[8] BABU K N,NARESH H,SRINIVASA GUPTA G. Design and analysis of bolted joint for rocket motor casing[J]. Materials Today:Proceedings,2018,5(2):5165-5174.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
云南化工(2021年11期)2022-01-12 06:06:14
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
山東冶金(2019年3期)2019-07-10 00:54:00
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
焊接(2015年9期)2015-07-18 11:03:53
應用化工(2014年10期)2014-08-16 13:11:29