基于FCPN的離散制造系統質量風險分析評估研究
2024-05-27 05:59:41趙家黎吳丹郜肖盼代燕霞
汽車工藝與材料 2024年5期
趙家黎 吳丹 郜肖盼 代燕霞
作者簡介:趙家黎(1980—),男,教授,博士學位,研究方向為數控技術、精密測量、復雜制造過程質量控制。
基金項目:國防科技工業局國防基礎科研計劃(JCKY2019427D002)。
參考文獻引用格式:
趙家黎, 吳丹, 郜肖盼, 等. 基于FCPN的離散制造系統質量風險分析評估研究[J]. 汽車工藝與材料, 2024(5): 49-58.
ZHAO J L, WU D, GAO X P, et al. Research on Quality Risk Analysis and Evaluation of Discrete Manufacturing Systems Based on FCPN[J]. Automobile Technology & Material, 2024(5): 49-58.
摘要:針對離散制造系統隨機性、多樣性以及復雜性的特點,高效、準確地識別系統質量風險因素并進行質量風險量化評估是制定相應質量控制活動、提高產品質量的關鍵。為此,首先構建模糊著色Petri網的產品質量風險評估模型。然后,確定模糊推理規則,并通過現場獲取的置信度經驗值進行模糊推理,計算得出中間庫所和終止庫所的置信度。最后,以汽車頂蓋沖壓工藝過程為例進行分析,驗證了該模型的合理性,并且可推廣應用到其他同類離散制造過程。
關鍵詞:離散制造系統 頂蓋沖壓工藝過程 模糊著色Petri網 質量風險評估
中圖分類號:TH18;TP31? ?文獻標志碼:B? ?DOI: 10.19710/J.cnki.1003-8817.20230353
Research on Quality Risk Analysis and Evaluation of Discrete Manufacturing Systems Based on FCPN
Zhao Jiali, Wu Dan, Gao Xiaopan, Dai Yanxia
(School of Mechanical and Electronical Engineering, Lanzhou University of Technology, Lanzhou 730050)
Abstract: In view of the characteristics of randomness, diversity and complexity of discrete manufacturing systems, efficiently and accurately identifying system quality risk factors and conducting quantitative assessment of quality risks are crucial to developing corresponding quality control activities and improving product quality. In this research, firstly a product quality risk assessment model for Fuzzy Colored Petri Nets was constructed. Then the fuzzy inference rules were determined, and the confidence of the intermediate library and the terminating library was calculated by fuzzy reasoning through the confidence empirical value obtained at the scene. Finally, the automotive top cover stamping process was analyzed as an example to verify the rationality of the model proposed in this paper, which can be applied to other similar discrete process manufacturing.
Key words: Discrete manufacturing systems, Top cover stamping process, Fuzzy colored Petri nets, Quality risk assessment
1 前言
離散制造系統的產品由多個零件經過不連續工序的加工最終裝配而成,產品工藝流程具有質量風險因素多、難以控制的特點[1]。質量是企業核心競爭力的關鍵,因此,實施質量風險評估能夠改進企業質量管理活動,提高產品質量。
針對風險研究,國內、外學者針對險評價指標體系構建和風險建模進行了大量研究。Cheng等[2]提出網絡風險分析框架;Zegordi等[3]基于Petri網理論,跟蹤供應鏈網絡物流的風險進行仿真驗證;楊康[4]構建供應鏈網絡風險傳播的SIS-RP模型;李遠遠等[5]構建ANP-Fuzzy模型,評價農業供應鏈中存在的風險;王秋蓮[6]通過對全生命周期的分析指出再制造系統面臨的各種風險,并構建評價指標體系。
對風險進行識別并對其進行評價和建模主要在于解決定量化分析質量風險。Petri網理論作為描述制造系統的可視化工具,利用網進行制造系統建模,可以清晰地描述系統各狀態之間的動態轉移過程。Zhou等[7]利用Petri網建立了柔性裝配生產模型,并用隨機Petri網對其進行性能分析。王化冰[8]通過分析制造系統加工過程,建立系統的Petri網模型。
傳統的Petri網無法描述模糊指標,為解決風險的模糊不確定性、降低模型的復雜度,引入模糊著色Petri網模型。Looney[9]于1988年首次提出基于模糊推理的模糊Petri網建模方法。2014年,詹盛等[10]根據車輛不同時間的狀態建立模糊規則,構建隸屬度函數和模糊著色Petri網模型。張新菊等[11]綜合研究了多狀態系統,提出模糊著色Petri網(Fuzzy Colored Petri Nets,FCPN)模型描述可靠性特征,此方法逐漸拓展、應用到風險評估領域。
綜上,國內外學者對制造系統評價的研究已經比較全面,涵蓋服務型制造系統、柔性制造系統等,但內容大多集中于汽車產業組織創新、客戶參與產品全生命周期、供應鏈、生產過程故障預測等,分析制造業服務化以及制造系統風險,制造系統對產品質量的影響研究較少。
為解決離散制造系統質量風險的模糊不確定性,降低模型的復雜度,本文提出基于模糊著色Petri網的風險評估方法,根據評價問題的設置構成質量風險評價指標體系,將反映質量風險的綜合評價指標按照不同屬性進行層次分組,并以汽車制造系統中外覆蓋件沖壓工藝過程為例進行驗證。
2 基于模糊著色Petri網的產品質量風險評估模型
2.1 模糊著色Petri網的結構
通過分析離散制造系統中工作流、物質流、信息流的層次結構和功能,明確能夠總體反映質量風險評價體系的問題,并由最高層和第1層構成。質量風險復雜的評價體系對應的評價指標層次也相對復雜。按照推理深度劃分Petri網層級數量為m,添加輔助庫所和輔助變遷,構建多層級網絡結構[12-14]。
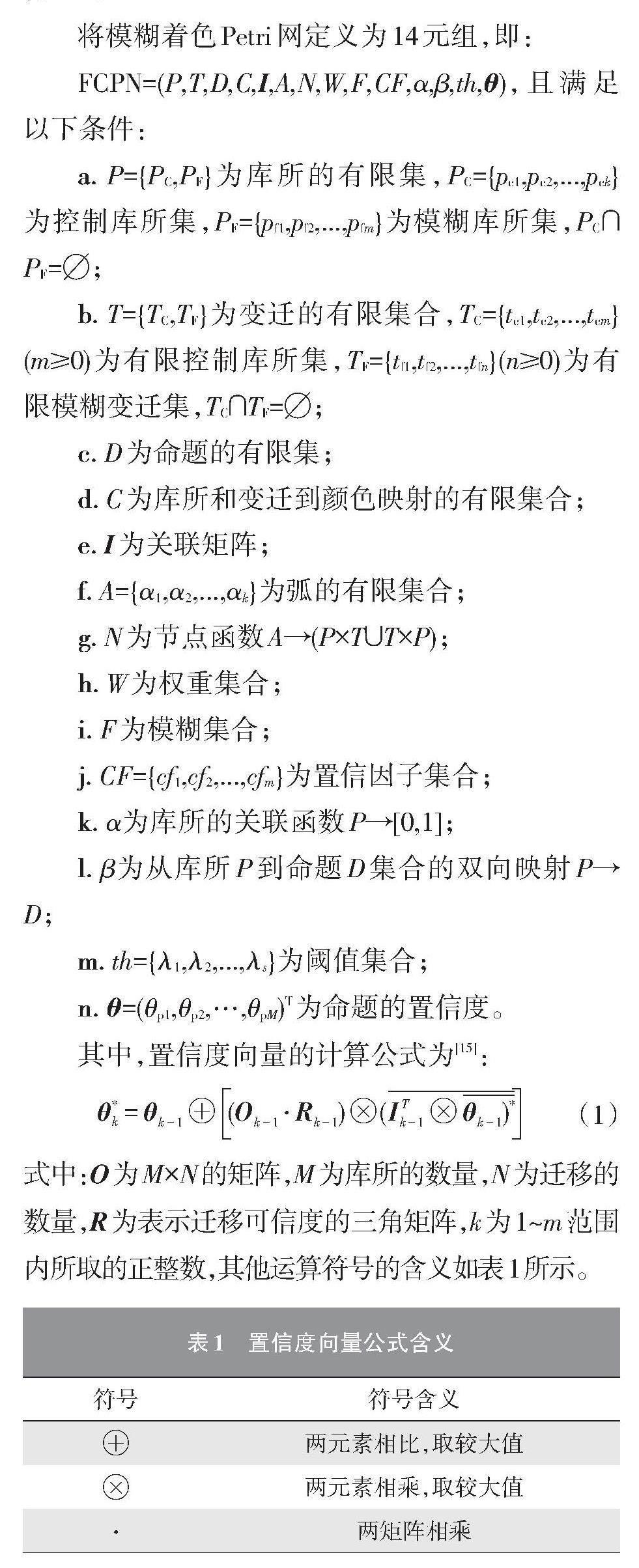
將模糊著色Petri網定義為14元組,即:
FCPN=(P,T,D,C,I,A,N,W,F,CF,α,β,th,θ),且滿足以下條件:
a. P={PC,PF}為庫所的有限集,PC={pc1,pc2,...,pck}為控制庫所集,PF={pf1,pf2,...,pfm}為模糊庫所集,PC∩PF=?;
b. T={TC,TF}為變遷的有限集合,TC={tc1,tc2,...,tcm}(m≥0)為有限控制庫所集,TF={tf1,tf2,...,tfn}(n≥0)為有限模糊變遷集,TC∩TF=?;
c. D為命題的有限集;
d. C為庫所和變遷到顏色映射的有限集合;
e. I為關聯矩陣;
f. A={α1,α2,...,αk}為弧的有限集合;
g. N為節點函數A→(P×T∪T×P);
h. W為權重集合;
i. F為模糊集合;
j. CF={cf1,cf2,...,cfm}為置信因子集合;
k. α為庫所的關聯函數P→[0,1];
l. β為從庫所P到命題D集合的雙向映射P→D;
m. th={λ1,λ2,...,λs}為閾值集合;
n. θ=(θp1,θp2,…,θpM)T為命題的置信度。
其中,置信度向量的計算公式為[15]:
[θ*k=θk-1(Ok-1?Rk-1)(ITk-1θk-1)*]? ? ? ?(1)
式中:O為M×N的矩陣,M為庫所的數量,N為遷移的數量,R為表示遷移可信度的三角矩陣,k為1~m范圍內所取的正整數,其他運算符號的含義如表1所示。
2.2 推理模型
在模糊推理規則的基礎上,結合FCPN的規則和變量,將模糊著色Petri網定義為14元組FCPN。依據不同顏色表示模糊規則庫的不同變量,對列出的評價指標進行排列。將形成質量風險多層級的評價指標體系劃分層級、添加輔助庫所并且變遷后可得如圖1所示的FCPN模型。
2.2.1 基于規則的FCPN模型
合并同類規則能夠有效降低有色Petri網系統的復雜度,使用不同顏色的托肯進行區分,縮小系統規模,簡化后的形式推理模型如圖1a所示。
2.2.2 基于變量的FCPN模型
根據Petri網特有的圖形化表達特征,不同顏色表示模糊規則庫的不同變量,不同規則中的同一變量用該變量的顏色集表示,最終構建的模型如圖1b所示。
2.3 風險評估模型
風險評估模型運用了一些必要的假設和簡化,采用適當的語言符號、數學符號和數學工具構成數學結構。風險評估模型主要用于解釋風險特定現象的現實狀態,評估或決策質量風險項目的當前和未來狀態,給出最優的評估和決策方案。FCPN產品質量風險評估方法可以目的明確地進行質量管控。FCPN模型如圖2所示,具體的評估過程步驟如下:
a. 分析系統能夠明確系統中工作流、物質流、信息流的層次結構和功能,辨識系統風險并將專家知識表示為IF(命題置信度)THEN ?(變遷置信度R)模糊推理規則的形式;
b. 根據FCPN的定義將模糊推理規則表示為Petri網模型,并對不同流過程要素進行著色分類;
c. 按照推理深度劃分Petri網層級數量m,添加輔助庫所和變遷,構建多層級網絡結構;
d. 根據式(1)計算θk(1≤k≤m),得到目標層級的輸出庫所對應命題的置信度。
3 頂蓋沖壓工藝過程質量風險評估建模
3.1 頂蓋沖壓工藝過程質量風險分析
汽車整車制造過程屬于典型的離散制造系統,頂蓋沖壓工藝過程作為關鍵環節存在著眾多質量風險點,沖壓過程中質量的穩定性直接關系到后續工藝的順利進行和最終產品質量。本文以H企業某型號轎車的外覆蓋件沖壓工藝過程為研究對象,在汽車整車制造過程中,H企業某型號轎車的天窗(三廂車)頂蓋沖壓工藝過程如圖3所示。
3.2 模型構建
從過程流的角度對頂蓋沖壓工藝進行分析發現,物質流(如殘次品流入下游工序)、工作流(如拉伸、修邊等工位)和信息流(如檢驗設備出現故障、清洗環境不達標)之間錯綜交互。因此,根據頂蓋沖壓工藝成形過程中的相互影響,結合現場調研和專家知識,得到模糊推理規則如下:
a. 檢查人員操作不當或檢驗設備出現故障導致殘次品流入下游工序;
b. 清洗環境不達標導致沖壓件表面附著雜質;
c. 刃口磨損、導向精度差或凹凸模的位置不同心導致毛刺過大;
d. 孔距太小或間隙過大導致變形;
e. 操作員操作時存在拖、拉等動作或剪切過程出現劃傷導致表面劃傷;
f. 上料不到位或定位裝置故障或松動導致尺寸不符;
g. 材料表面臟或潤滑油有雜質導致鼓包或凹坑;
h. 定位不準或壓邊力過大導致拉裂;
i. 定位不準導致翻邊高度不一致;
j. 凹凸模間隙過大或落料尺寸不準導致翻邊不垂直;
k. 原材料本身強度差或板料變形量不足導致生產成品剛性不足。
根據上述推理規則和風險評估模型進行FCPN建模,需要添加輔助庫所和變遷來構建多層級網絡結構,模型如圖4所示,庫所代表的含義如表2所示。
3.3 推理運算
根據因素發生的可能性程度對因素發生的模糊概率進行置信區間劃分,如表3所示。基于現場調研和專家知識描述獲得初始事件和規則的發生概率,確定置信度的經驗值,得到頂蓋沖壓工藝模型中初始庫所置信度和所有變遷置信度,如表4、表5所示。
根據式(1),當k=1時,輸入庫所有P1、P2、P3、P4、P5,輸出庫所有[P6、P7、P′4、P′5、P″5],計算參數為:
θ0=[[P1,P2,P3,P4,P5,P6,P7,P′4,P′5,P″5]]T? ? ? ? ? ? ? ?(2)
經計算,θ0=[0.36,0.27,0.30,0.29,0.41,0,0,0,0,0,0]T,[I0=100000010000001000000100000010000000??????00000010×6],[O0=000000??????00000011000000100000010000001000000110×6],
R0=diag(0.40,0.38,0.35,0.44,0.50,0.66)。
則根據式(1)計算出θ1為:
[θ*1=θ*0(O0?R0)(IT0θ0)*]? ? ? ? ? (3)
經計算,θ1=[0.35,0.23,0.44,0.4,0.55,0.158,0.036,0.16,0.205,0.168]T。
由此可得,中間庫所P6、P7、[P′4]、[P′5]、[P″5]的置信度分別為0.158、0.036、0.160、0.205、0.168。
當k=2時,根據式(1)計算出θ2為:
[θ*2=θ*1(O1?R1)(IT1θ1)*]? ? ? ? ? ?(4)
經計算,θ2=[0.102,0.2231,0.2109,0.101,0.128,0.019,0.0113,0.1002,0.132,0.2011,0.1378,0.091,0.153,0.122,0.1874,0.1866,0.2053,0.248,0.136,0.138,0.120,0.118]T。
由此可得,中間庫所P21、P23、P24、P25、P26、P27、P28、P29、P30的置信度分別為0.122、0.1874、0.1866、0.2053、0.248、0.136、0.138、0.120、0.118。
當k=3時,根據式(1)計算出θ3為:
[θ*3=θ*2(O2?R2)(IT2θ2)*]? ? ? ? ? (5)
經計算,θ3=[0.135,0.312,0.4441,0.1963,0.2031,0.1332,0.231,0.1981,0.0911,0.1065,0.0598,0.2503,0.1651]T。
由此可得,終止庫所P31(產品剛性不足)、P32(表面質量缺陷)、P33(尺寸不一)的置信度分別為0.0589、0.2503、0.1651。
3.4 風險評估結果分析
根據上述分析可以看出,在對產品質量產生影響的30個因素中,工作流因素有17個(占56.7%),物質流因素有5個(占16.6%),信息流因素有8個(占26.7%),工作流對應庫所的概率最大,信息流對應庫所的概率次之,物質流對應庫所的概率最小。此外,由風險因素所對應的初始庫所情況可知,作業流因素所含風險因素最多,占所有初始庫所的57.9%,信息流因素次之,占比為31.6%,物質流因素所含風險因素最少,占比為10.5%。上述結果表明,在頂蓋沖壓工藝過程中,對產品質量產生影響的因素是工作流,其次是信息流,最后是物質流。因此,在頂蓋沖壓工藝工程產品質量管控中,質量風險管理的首要工作是工作流的跟蹤和管控,還需加強生產信息的交流,使其和生產狀態同步流通,才能保證頂蓋沖壓工程中的產品質量。
4 生產環節風險評估建模
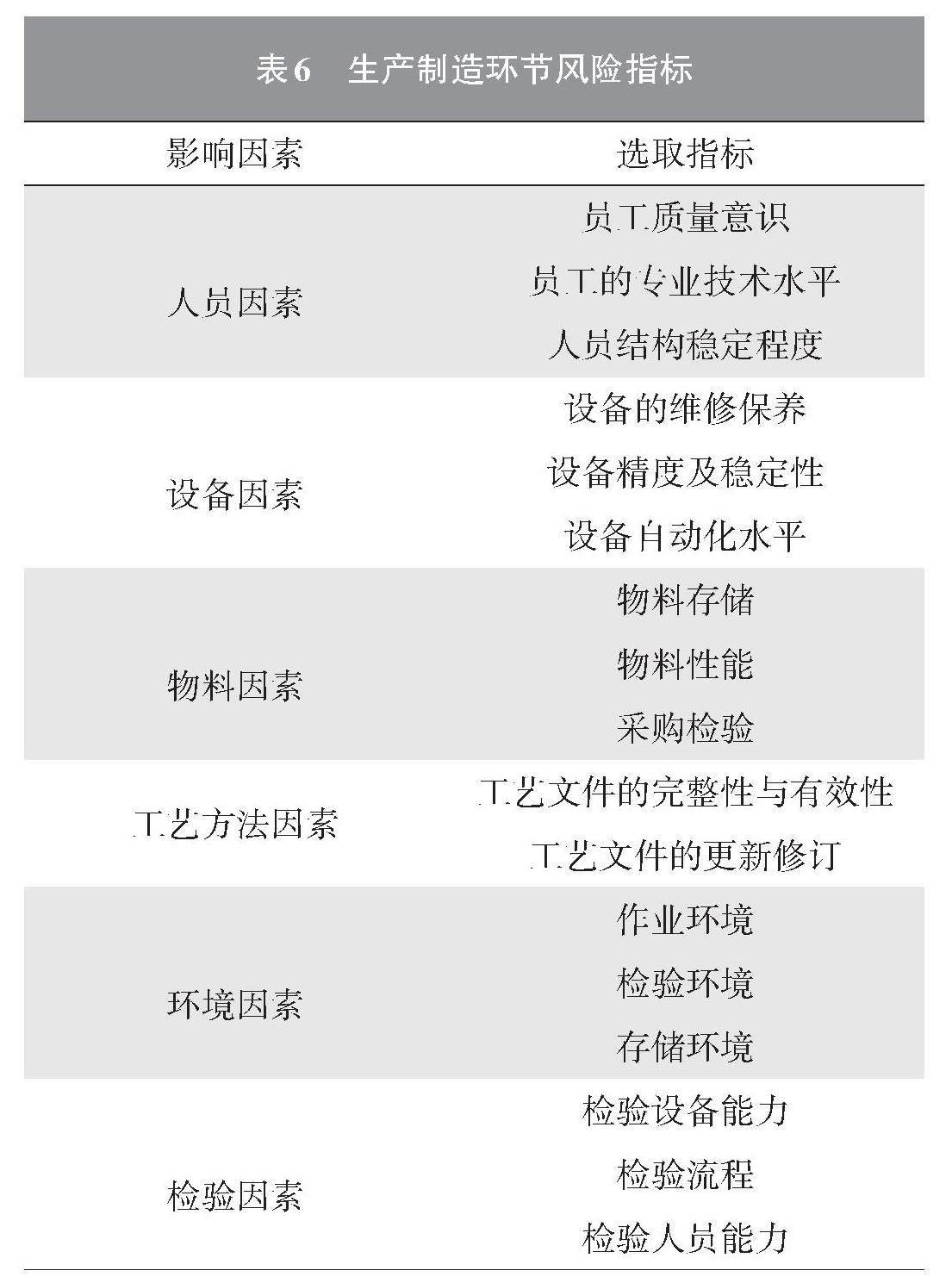
4.1 指標選取
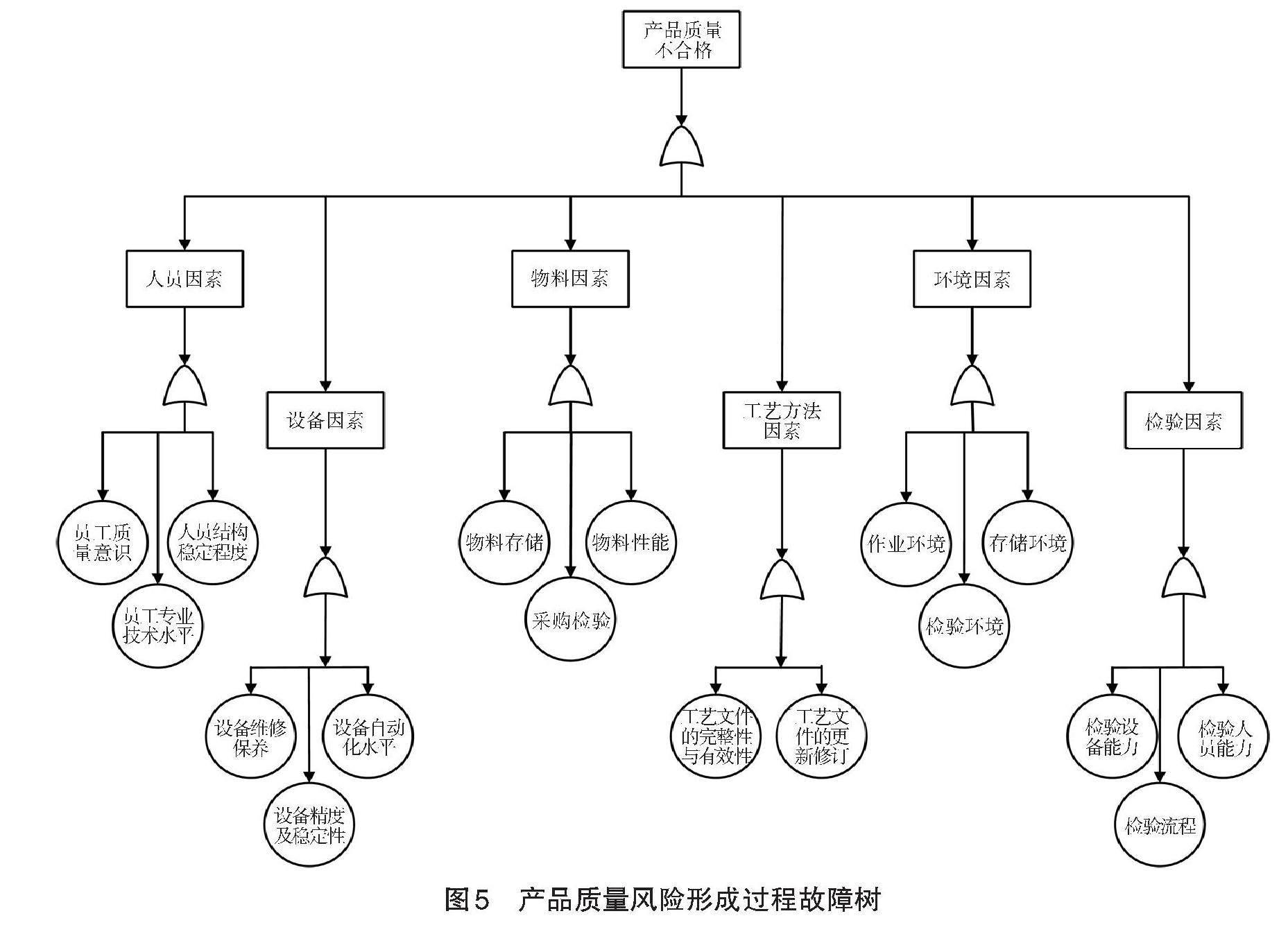
以產品生產制造工程中存在風險因素為指標,進行更加合理科學的評估,最終選取的指標如表6所示,用故障樹描述對H企業整車制造產品制造階段的產品質量的風險形成過程,如圖5所示。
4.2 構建模型
根據圖6的轉化規則,將產品質量風險形成過程的故障樹轉化為模糊著色Petri網。
根據上述的轉化規則,對H企業產品質量風險形成過程的故障樹進行轉化,根據H企業整車制造產品制造系統的特點,結合現場調研結果和專家知識,得到推理規則如下:
a. 若由于員工質量意識薄弱、人員結構波動、員工專業技術水平不夠導致錯誤發生錯誤,進入factor-human節點與factor-human后未解決,則顯示P-failed;
b. 若由于設備未按標準維修保養、設備自動化水平落后或設備穩定性弱且精確度不高導致發生錯誤,進入factor-machine節點與 factor-machine后未解決,則顯示P-failed;
c. 若由于物料儲存不當、采購檢驗流程不規范或物料性能不達標導致發生錯誤,進入factor-material節點與 factor-material后未解決,則顯示P-failed;
d. 若由于工藝文件的更新修訂跟不上產品實際生產所要求的標準或工藝文件不完整、失去有效性導致發生錯誤,進入factor-method節點與factor-method后未解決,則顯示P-failed;
e. 若由于作業環境、存儲環境或檢驗環境達不到生產要求導致發生錯誤,進入factor-setting節點與 factor-setting后未解決,則顯示P-failed;
f. 若由于檢驗流程不規范、檢驗設備落后、檢驗人員專業能力不達標或工作疏忽導致發生錯誤,進入factor-checking節點與 factor-checking后未解決,則顯示P-failed;
利用上述推理規則進行建模,產品制造過程的產品質量風險系統的FCPN模型如圖7所示。
模型中庫所、變遷及其各自所代表的意義如表7、表8所示。
基于現場調研和專家知識描述,獲得初始事件與規則的發生概率,確定置信度的經驗值,得到模型中的初始庫所置信度與所有變遷的置信度,如表9所示。
根據式(1),當k=1時,輸入庫所有P1、P2、P3、P4、P5、P6、P7、P8、P9、P10、P11、P12、P13、P14、P15、P16、P17,輸出庫所有factor-human、factor-machine、factor-material、factor-method、factor-setting、factor-checking,則計算參數為:
θ0=[P1,P2,P3,P4,P5,P6,P7,P8,P9,P10,P11,P12,P13,P14,P15,P16,P17,factor-human,factor-machine,factor-material,factor-method,factor-setting,factor-checking]T? ? ?(6)
經計算,θ0=[0.20,0.15,0.46,0.24,0.20,0.32,0.22,0.18,0.48,0.42,0.48,0.44,0.32,0.30,0.25,0.26,0.30,0,0,0,0,0,0]T,[O0=00000000000000000?????????????????11100000000000000000111000000000000000001110000000000000000011000000000000000001110000000000000000011123×17],
[I0=1000000000000000001000000000000000001000000000000000001000000000000000001000000000000000001000000000000000001000000000000000001000000000000000001000000000000000001000000000000000001000000000000000001000000000000000001000000000000000001000000000000000001000000000000000001000000000000000001?????????????????0000000000000000023×17],
R0=diag(0.40,0.28,0.85,0.66,0.52,0.68,0.55,0.28,0.85,0.86,0.86,0.75,0.65,0.65,0.46,0.48,0.60)。
根據上述參數以及式(1)計算出θ1為:
[θ1=θ0(O0?R0)(IT0θ0)]? ? ? ? ? ?(7)
經計算,θ1=[0.36,0.55,0.54,0.44,0.36,0.60,0.38,0.40,0.66,0.52,0.66,0.56,0.60,0.62,0.45,0.58,0.62,0.169,0.188,0.135,0.254,0.28,0.24]T。
由上述計算結果可得中間庫所factor-human、factor-machine、factor-material、factor-method、? ? ?factor-setting、factor-checking的置信度分別為:0.169、0.188、0.135、0.254、0.28、0.24。
當k=2時,同理可根據式(1)計算出θ2為:
[θ2=θ1(O1?R1)(IT1θ1)]? ? ? ? ? ? (8)
經計算,θ2=[0.1966,0.25,0.48,0.36,0.38,0.20,0.118]T。
表10為H公司產品質量風險的評估值、評估值與真實值的相對誤差。
4.3 模型性能評價
選取均方根誤差RSME、均方誤差MSE、平均絕對百分比誤差MAPE和平均絕對誤差MAD判定FCPN模型評估的精確性。
均方根誤差RSME為:
[RMSE=i=1n(yi-yi)2n]? ? ? ? ? ? ? ? ? ? ? ? (9)
均方誤差MSE為:
[MSE=1ni=1n(yi-yi)2]? ? ? ? ? ? ? ? ? ? (10)
平均絕對百分比誤差MAPE為:
[MAPE=i=1nyi-yiyin]? ? ? ? ? ? ? ? ? ? (11)
平均絕對誤差MAD為:
[MAD=i=1nyi-yin]? ? ? ? ? ? ? ? ? ? (12)
對模型所產生的的評估值數據進行統計學的評估誤差判定,結果如表11所示。
5 結束語
對頂蓋沖壓工藝流程進行研究,通過現場調研和專家知識,從作業流、信息流和物質流入手,得到模糊推理過程并構建模糊著色Petri模型,采用推理運算得到風險評估結果;針對生產制造環節,利用故障樹表示生產制造過程的質量風險形成過程,并轉化為模糊著色Petri網。根據RMSE、MSE、MAPE和MAD判定模型的評估性能,由判定結果可知:FCPN模型的評估結果與實際值的平均相對誤差為9.97%,可以得出,FCPN模型的評估可行度較高,證實了評估模型的科學性和有效性。
參考文獻:
[1] 王加興. 離散制造車間數據采集及其分析處理系統研究與開發[D]. 杭州:浙江大學, 2010.
[2] CHENG S K, KAM B H. A Conceptual Framework for? ?Analysing Risk in Supply Networks[J]. Journal of Enterprise Information Management, 2008, 21(4): 345-360.
[3] ZEGORDI S H, DAVARZANI H. Developing a Supply Chain Disruption Analysis Model: Application of? ? ? ? ? ?Coloured Petri-nets[J]. Expert Systems with Applications, 2011, 39(2): 2102-2111.
[4] 楊康, 張仲義. 基于復雜網絡理論的供應鏈網絡風險傳播機理研究[J]. 系統科學與數學, 2013, 33(10): 1224-1232.
[5] 李遠遠, 劉禮帥. 基于ANP-Fuzzy模型的農產品供應鏈風險評價研究[J]. 數學的實踐與認識, 2017, 47(13): 24-32.
[6] 王秋蓮. 基于神經網絡的再制造系統風險評價[J]. 科技廣場, 2010, 3(8): 215-217.
[7] ZHOU M C, LEU M C. Modeling and Performance? ? ? ?Analysis of a Flexible PCB Assembly Station Using Petri Nets[J]. Journal of Electronic Packaging, 1991, 113(4): 410-416.
[8] 王化冰. 一種基于同步合成Petri網的FMS建模方法[J]. 系統工程理論與實踐, 2001, 21(2): 35-42.
[9] LOONEY C G. Fuzzy Petri Nets for Rule-Based Decisionmaking[J]. IEEE Transactions on Systems, Man, and? ? ? ?Cybernetics: Systems, 1988, 18(1): 178-183.
[10] 詹盛, 徐遠新, 石涌泉, 等. 基于模糊著色Petri網的車輛運動軌跡預測[J]. 計算機工程與應用, 2014, 50(3): 227-231.
[11] 張新菊, 姚淑珍. 基于模糊著色Petri網的多狀態系統可靠性分析[J]. 計算機科學, 2016, 43(11): 77-82+101.
[12] 張鵬程, 李人厚, 秦明, 等. 模糊著色Petri網及其在工作流建模中的應用[J]. 計算機輔助設計與圖形學學報, 2002(8): 713-716.
[13] 陳亞華, 吳時霖. 基于模糊有色Petri網的不確定性學習和推理方法[J]. 系統仿真學報, 2003(1): 56-58.
[14] 程靜靜, 張圓剛. 基于模糊數學和灰色理論的多層次旅游村發展綜合評價[J]. 統計與決策, 2016(2): 186-188.
[15] 李威君, 劉雙磊, 伊巖, 等. 基于多層級模糊著色Petri網的輸氣站排污系統風險評估[J]. 安全與環境學報, 2022, 224(4): 1736-1742.