汽車多連桿與扭轉梁后懸架結構的共線生產應用
2024-05-27 05:59:41溫應維
汽車工藝與材料 2024年5期

作者簡介:溫應維(1989—),男,高級工程師,學士學位,研究方向為汽車制造總裝規劃。
參考文獻引用格式:
溫應維. 汽車多連桿與扭轉梁后懸架結構的共線生產應用[J]. 汽車工藝與材料, 2024(5): 27-34.
WEN Y W. Application of Co-Line Production of Automobile Multi-Link and Torsion Beam Rear Suspension Structure[J]. Automobile Technology & Material, 2024(5): 27-34.
摘要:現有汽車制造過程中,多車型、多平臺共線生產逐漸成為應用趨勢。為提高汽車底盤系統裝配線的柔性,結合產品結構特點及生產現場實際情況,從裝配工藝、設備形式、質量保證3個方面出發,闡述了汽車多連桿與扭轉梁式后懸架結構的共線生產的特點和要求,總結了2種后懸架結構共線生產的原則及措施,以便更好地適應汽車柔性化生產需求。
關鍵詞:后懸架 多連桿 扭轉梁 共線生產
中圖分類號:U466? ?文獻標志碼:B? ?DOI: 10.19710/J.cnki.1003-8817.20230276
Application of Co-Line Production of Automobile Multi-Link and Torsion Beam Rear Suspension Structure
Wen Yingwei
(GAC Motor Co., Ltd., Guangzhou 511434)
Abstract: In the existing automobile manufacturing process, multi-model and multi-platform co-line production has gradually become a trend. In order to improve the flexibility of the assembly line of automobile chassis system, combined with the characteristics of product structure and the actual situation of production site, the characteristics and requirements of the co-line production of automobile multi-link and torsion beam rear suspension structure were expounded from the aspects of assembly process, equipment form and quality assurance, for the co-line production of the two rear suspension structures were summarized, so as to better adapt to the flexible production needs of automobiles.
Key words: Rear suspension, Multi-link, Torsion beam, Co-line production
1 前言
當前汽車市場多平臺車型越來越多,各車型平臺結構也各有差異。其中,底盤系統后懸架根據結構不同可分為獨立懸架和非獨立懸架,常見的有麥弗遜式獨立懸架、雙叉臂式獨立懸架、多連桿式獨立懸架以及扭轉梁式非獨立懸架,而多連桿懸架和扭轉梁式懸架是汽車后懸架常用的2種懸架形式。常用的生產方式為共線生產。為了分析不同形式的后懸架共線生產的特點和要求,本文將以多連桿式后懸架和扭轉梁式后懸架為例,圍繞后懸架的產品結構特點,從裝配工藝、共線設備、質量保證3方面進行闡述,以便更好地適應汽車柔性化生產的需求,也為后懸架共線生產規劃提供參考。
2 產品結構
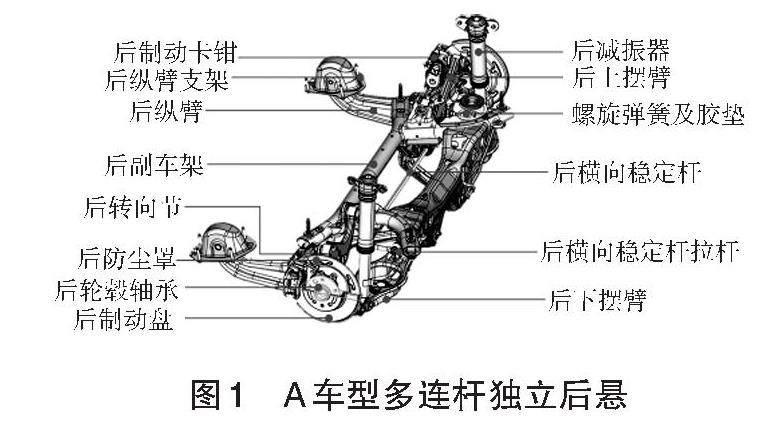
多連桿懸架一般由3根或3根以上的連桿拉桿構成,以提供多個方向的控制力,使車輪具有更加可靠的行駛軌跡。常見的有三連桿、四連桿、五連桿等,一般由副車架、上擺臂、下擺臂、橫向穩定桿、橫向穩定桿拉桿等組成,如圖1所示。
扭轉梁式懸架通過一根扭轉梁進行連接,一般由扭轉梁、螺旋彈簧、減振器等組成,如圖2所示。
從上面的結構可看出,多連桿結構比扭轉梁結構多了上擺臂、下擺臂、橫向穩定桿、橫向穩定桿拉桿、轉向節、后縱臂等構件,這些結構的差異導致2種后懸架的共線生產工藝、設備、工裝等方面存在明顯差異。
3 工藝布局
按照后懸架的結構特征,工藝布局上主要分為后懸架分裝及后懸架與車身合裝,分裝區域的布局主要遵循以下原則:
3.1 布局原則
3.1.1 模塊化原則
將多個總成部件按照其裝配關系或功能的關聯性組合成裝配模塊,便于裝配質量的控制與裝配工藝的規范化管理。模塊化裝配簡化了工藝,提高了裝配效率,如后轉向節總成分裝模塊、后懸架總成分裝模塊等。
3.1.2 柔性化原則
不同車型、不同平臺的零件存在結構差異和工藝差異,柔性化則是基于這些差異進行多車型的混合生產。柔性化具有多功能、高效率、靈活性和可靠性等優點,可以滿足不同產品的生產要求。比如多連桿式后懸架與扭轉梁式后懸架的共線生產。
3.1.3 工序集中與分散相結合
工序集中指將零件的裝配集中在少數或1道工序中完成,每道工序加工內容多,工藝路線短,使用同一工具在同一工序裝配,可降低成本,比如獨立分裝工作臺。工序分散指將零件的裝配分散到多道工序內完成,每道工序加工的內容少,工藝路線很長。工序分散一方面可使每一工位的每種車型的裝配盡量飽滿,提高勞動生產率;另一方面后工序可以檢查前工序的作業結果,可防止錯裝、漏裝的發生,提高產品質量。
3.1.4 無交叉物流路線原則
在物流布局方面,人、車、物流分開設計保證物流路線無交叉,同時兼顧分裝總成搬運路徑最小化,實現最短的物流配送路線。
按照以上原則,一般將后懸架裝配劃分為后懸架分裝模塊,基本將所有的零件安排在一條輸送線上進行零件分裝,分裝的總成運輸到底盤總成分裝線進行附件安裝,最后與底盤主線車身合裝,扭轉梁式后懸架分裝工藝即采用這樣形式,多連桿結構比扭轉梁結構多了轉向節,一般會將轉向節及關聯的制動盤、制動卡鉗、防塵罩、輪轂軸承等進行分裝,組成轉向節總成分裝模塊,對后縱臂支架進行獨立集中分裝,然后作為一個小總成運輸到后懸架分裝線上,再進行分裝,最后與后扭轉梁一樣流動到底盤主線參與合裝。
其中,后懸架分裝線采用直線型布局,上、下兩層結構,空托盤從下層返回;后轉向節分裝線采用U型布局,空托盤通過移行直接返回首工位。除此之外,2種結構的個別零件由于結構的差異,按照工序集中的原則,也會進行線外分裝,分裝好后同樣運輸到對應的總成件上進行合裝,工藝流程如圖3所示。
其中,2種懸架生產共用后懸架分裝線線體及托盤主體,具體的支撐根據懸架結構而異,而后扭轉梁式懸架不需要后轉向節分裝線。
3.2 線體布局
按照布局原則,后懸架分裝與合裝的線體布局方式有以下2種。
3.2.1 物料吊掛型(緊湊型)
物料吊掛型將后轉向節分裝線(如有)、后懸架分裝線、底盤總成輸送線相鄰布置在一起,其中后轉向節分裝線靠近后懸架分裝線線首布置,而后懸架分裝線末端靠近底盤總成輸送線,如圖4所示。當后轉向節總成分裝完畢后,采用吊掛設備直接吊掛到后懸架分裝線上進行合裝,后懸架總成裝配完成后,采用后懸架線末端的吊掛設備將后懸架總成吊掛到底盤總成輸送線上。該布局方式有以下特點:
優勢:實現分總成搬運距離最小化,小總成分裝完成可以直接吊掛到大總成輸送線上。
劣勢:由于布局較緊湊,線邊的物流貨架擺放空間相對較小,當生產車型較多時,易導致線邊貨架物流面積不足。
3.2.2 物料輸送型(離散型)
物料輸送型將后轉向節分裝線(如有)、后懸架分裝線、底盤總成輸送線分散布置,如圖5所示。當后轉向節總成分裝完成后,采用地面輸送臺車或者空中輸送線將后轉向節總成運輸到后懸架分裝線邊,再采用吊掛設備吊掛到后懸架分裝線上進行合裝,后懸架總成裝配完成后,采用后懸架線末端的吊掛設備將后懸架總成吊掛到后懸架總成輸送線上,再由其運輸到底盤總成輸送線。該布局方式有以下特點:
優勢:各線體線邊物流面積充足且不影響周圍物流車輸送。
劣勢:需要增加空中輸送線或者轉運臺車進行輸送,與離散型布局相比,吊掛動作較多。
4 設備形式
4.1 后懸架分裝線
4.1.1 設備組成
后懸分裝線主要由線體、升降臺和托盤組成,如圖6所示。
4.1.2 設備說明
后懸架分裝線采用雙層積放倍速鏈輸送,分為上、下2層,在線頭上件、線尾下件,上層為工件放在臺板上的作業輸送用,下層為空臺板返回輸送用,上、下層獨立運輸。此種布局線體方式便于在線體兩側實現雙人同時作業,同時上、下層布置可以減少線體占地面積。
線體的首、末兩端各安裝有一臺升降臺,用于實現空托盤的升降。
托盤用于運輸組裝工件用夾具,從線體上層到下層流動構成一個循環。
托盤上定位銷及支撐工裝主要為固定式,當因車型兼容需要在同一位置設置另一定位銷時,則考慮放倒式定位銷及支撐塊,最后考慮插拔式支撐銷及支撐塊。生產一種懸架時,將另一種懸架的托盤支撐銷放倒,避免與當前的懸架干涉,以滿足柔性化的需求。
多連桿后懸架與扭轉梁式后懸架共用線體及升降臺,在托盤上共用臺板,具體支撐根據各產品結構可支撐定位點進行設計。由于扭轉梁結構沒有后轉向節,相關的軸承、卡鉗緊固需要在后懸架線上擰緊,為防止在緊固以上零件緊固點時,因擰緊產生的力使得扭轉梁翹起,需要對扭轉梁整體進行夾緊。為此,常在扭轉梁本體中部采用一個夾緊機構進行固定,下線時解鎖,具體結構如圖7、圖8所示。
以上采用共用托盤臺板,定位支撐相互獨立的方式實現2種后懸架共線生產,結合工程的調整排序,能夠最大化實現裝配工藝的柔性化。
4.2 后轉向節分裝線
4.2.1 設備組成
后轉向節分裝線由輸送倍速鏈、頂升移行機、托盤組成,如圖9所示。
4.2.2 設備說明
后轉向節分裝線采用環形單層作業的輸送形式,直線段和橫移段的轉接采用頂升移載的方式,由于人員在線體單側作業,故采用U型布局,即物料上線點和下線點靠近,可減少轉運托盤數量和轉運時間。
頂升移行機構用于將托盤頂升后橫向輸送,以便滿足線體U型布局的要求。
轉向節分裝線托盤的作用及要求同后懸架分裝線托盤一致,由于轉向節總成左、右件對稱,一般將左、右工件放置在一個托盤上進行作業,為此,需要在一個臺板上設置左、右件的對應定位、支撐裝置,如圖10所示。
扭轉梁結構沒有后轉向節結構,轉向節總成分裝線適用于多連桿后懸架。
4.3 吊裝設備
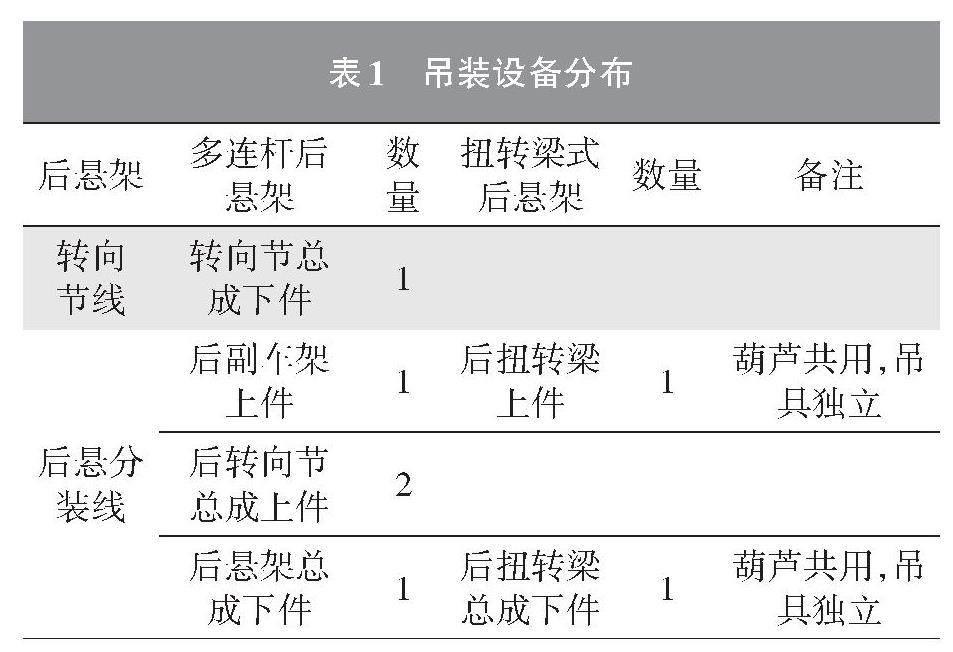
后懸架采用模塊化分裝的形式,各模塊總成質量不同,當超過一定的質量時,需要采用吊裝設備進行輔助作業以降低人員的勞動強度。常用的吊裝設備為電葫蘆,具體如表1所示。
吊裝各零件總成時,需要根據產品特點設計適合吊具以保證整體平衡性和操作靈活性。其中后副車架與后扭轉梁上件吊具及各自總成的下件吊具需分別獨立,單獨使用,切換車型時隨車型切換吊具,具體形式如圖11、圖12所示。
以上吊裝設備的作業屬于轉掛作業內容,需要人工作業,如果固定工件的工裝臺板精度足夠,可以采用機器人等自動抓取并移載,更有利于柔性化生產。
4.4 分裝臺
根據多連桿后懸架與扭轉梁式后懸架的結構差異,多連桿后懸架比扭轉梁式后懸架多了后縱臂及后縱臂支架、橫向穩定桿拉桿與下擺臂等部分。比如后縱臂支架有整車狀態的安裝角度要求,如圖13所示,因此需要針對以上零件在后轉向節分裝線、后懸分裝線外進行提前分裝,根據工序集中與分散原則,布置了獨立的分裝臺,分裝臺包含相關零件的定位夾緊工裝及相應的擰緊工具,待分裝完成后將小總成搬運到相鄰的分裝線上進行合裝,工作臺及工裝樣式如圖14所示。
扭轉式后懸架沒有上述結構,故不需要上述分裝臺。
此種分裝臺能夠集中解決因空間小或有角度要求的工件裝配問題,從而提高裝配效率,缺點是工作臺及物流貨架擺放集中,需要占用一定的線邊物流空間,同時零件轉運次數較多。
4.5 工裝
為了保證裝配品質的一致性或輔助員工進行零件裝配,后懸架總成需要工裝設備保證裝配角度,如后縱臂支架、扭轉梁支架、減振器等。前面提及的多連桿后懸架的后縱臂支架擰緊工作臺,用于保證支架的整車裝配角度,角度不一致會導致合車時支架面與車身地板面不夠貼合,緊固螺栓與車身螺栓孔不在一條直線上,影響后工序裝配。后扭轉梁的支架角度也有要求,如圖15所示,其保持工裝作用相同,具體形式如圖16所示。
圖17為后減振器安裝時的姿態保證工裝,用于確保減振器在設計狀態下打緊螺栓至規定扭矩[1]。
以上工裝可以保證零件裝配的角度和位置,在共線生產對應不同的零件時,有時需要不同的工裝,不能實現多車型共用,存在頻繁取放、切換的情況,增加作業時間,因此,產品設計時需盡量實現產品自定位和去工裝化。
5 裝配質量保證
后懸架作為汽車底盤的重要部分,其零件緊固點按照重要等級劃分,大部分是A類級別的緊固點,當2種車型結構混線生產時,需要從以下方面考慮保證裝配質量。
5.1 擰緊裝配工具
目前關鍵緊固點的精度保證方式有2種:
a. 采用氣動工具或電池工具打貼緊固,然后采用扭力扳手擰緊到工具設定的力矩。該方式整體成本較低,但只能采用力矩控制,沒有其他擰緊策略,同時2種車型共線生產時需要頻繁切換不同的工具,不便于共線生產。
b. 采用高精度的電動擰緊設備進行緊固,此種方式成本較高,但可以利用電動擰緊工具控制器的不同擰緊策略和擰緊工具的高精度特征保證擰緊精度。通過設定不同的程序,可以方便應對不同的車型緊固點。該類緊固工具的數據可實時保存,便于柔性生產。目前該方式應用較多。
對于高精度電動擰緊設備的方式,由于底盤類的緊固點力矩偏大,操作人員很難直接手持工具進行操作,為了克服擰緊時產生的反作用力,各電動擰緊設備還要配備相應的輔助力臂。由于緊固點都在分裝線,大部分采用懸掛上下伸縮式的輔助力臂。后懸架線上共線生產時,不同結構后懸架的緊固點位置、方向或角度不同,多連桿后懸架中,由于其輪轂軸承、制動卡鉗、后縱臂支架在轉向節分裝線分裝,緊固點方向從上到下。扭轉梁式后懸架中,由于沒有轉向節分裝線,大部分緊固點都在后懸架分裝線上完成,后輪轂軸承、制動卡鉗直接在后懸架線上裝配,其緊固點在水平方向上并垂直于線體前進方向。為了實現在后懸架線上共用擰緊工具,常用彎頭式擰緊工具,配合輔助力臂的工具夾持機構,完成角度和方向切換,可實現多車型不同緊固位置緊固點多角度、多方向作業,如圖18所示。
圖19、圖20為2種后懸架的減振器不同的緊固點方向在同一工位上、同一套裝配設備的應用。
后扭轉梁支架直接在后懸架線與扭轉梁進行緊固,與多連桿后縱臂支架相同,該支架存在整車狀態角度要求,需要配合一定的工裝進行緊固以保證裝配角度,如圖13所示。
5.2 裝配防錯方式
同一崗位采用不同的裝配工藝裝配不同的后懸架,包含緊固點力矩、數量,為防止單車型及各車型間不錯擰、不漏擰,一般采用以下措施:
5.2.1 人工選擇程序
采用程序選擇開關并接入電動擰緊工具控制器,操作人員根據生產的車型判斷應該選擇的程序,程序包含了擰緊力矩和擰緊數量,人工選擇對應的程序進行作業。該種作業方式依靠人工操作,可能存在選錯程序的風險,該操作不與零件號或車身號綁定。
5.2.2 生產系統匹配
電動擰緊工具控制納入車間生產信息系統,該系統通過當前生產的車型、配置信息匹配相應的作業程序并下發到電動擰緊工具控制器上,工人根據設備選擇的程序進行作業。該種方式可實現設備程序的自動選擇,避免人工選錯程序的風險,同時擰緊結果可與零件號或車身號綁定,最終上傳到服務器,實現擰緊信息追溯。
除了進行常規擰緊操作外,擰緊設備控制器還可通過IO模塊或PN總線接入線體PLC,實現裝配聯鎖防錯,防止擰緊異常流出下一工序。
6 合車工藝及設備
后懸架總成分裝完畢后,通過輸送線運輸到底盤總成區域和前懸總成進行其他附件裝配,而后將整個底盤總成輸送到主線進行底盤合車裝配,在合車工藝段,先后參與底盤與車身合拼、前、后懸架總成與車身擰緊、排氣管安裝、發動機懸置與車身擰緊等工藝。
在合車工位主要考慮各后懸架總成零件與車身對位準確,包含減振器與車身、后螺旋彈簧上膠墊與車身的對位。后減振器與車身的準確對位有2個前提,一是后減振器分裝時采用工裝保證姿態,二是保證合車托盤的精度,從而保證減振器頂部的螺栓孔與車身孔準確對位。后螺旋彈簧上膠墊與車身的凸臺對位也比較關鍵,后懸架合車之前,彈簧處于沒有壓縮的自由狀態,在合車過程中,壓車身機構或者帶拉鉤的鏈條會穩住車身,同時合車舉升臺進行二次舉升,將底盤總成慢慢向上舉升,直至彈簧對位并逐步被壓縮至1 g狀態(即螺旋彈簧受力狀態)[2],具體位置如圖21、圖22所示,在合車過程中一旦兩者偏離,可能產生車身凸臺壓膠墊或者膠墊及彈簧完全彈出,造成安全事故和返修。這里除了要求保證合車托盤精度外,還需要保證螺栓彈簧下膠墊與螺旋彈簧配合較好,不能出現過大間隙導致彈簧晃動,否則容易造成上膠墊與凸臺的對位不準。
多連桿后懸架副車架與車身的緊固點、后縱臂支架與車身緊固點、減振器與車身緊固點,在底盤總成與車身合車進行,一般采用懸掛式四連桿輔助力臂配合電動擰緊工具進行緊固,有些則采用機器人或者伺服機構輔助設備進行自動擰緊作業,可以大幅減少操作人員數量,提升自動化率和柔性化水平。
扭轉梁式后懸架與車身的緊固點,包含后扭轉梁支架與車身緊固點、減振器與車身緊固點,其擰緊工具可與多連桿后懸架的工具共用,如圖23所示。
7 其他要求
多連桿后懸架下擺臂與副車架連接部分為偏心螺栓,要求在總裝裝配時保證一定的角度,才能保證車輛通過四輪定位檢測。通過緊固螺母帶動偏心螺栓旋轉,最終實現下擺臂在Y向的微調,從而調整后輪外傾的角度。偏心螺栓的偏心結構帶有刻度線,一般經多輪四輪定位驗證合格后,才能最終確定該偏心的角度基準。不同車型的偏心角度基準存在差異,偏心螺栓結構及螺栓布置如圖24、圖25所示,由于扭轉式后懸架中沒有相關結構,無此要求。
8 結束語
多連桿后懸架和扭轉梁式后懸架只是后懸架的2種結構形式,且本文只分析了2種后懸架的基本特點和要求,不同品牌、不同平臺汽車后懸架不盡相同。不論后懸架的結構如何,實際應用時需要根據各懸架形式的結構特點進行工藝、設備等方面的綜合分析,采用自動導引車(Automated Guided Vehicle,AGV)進行物料輸送、機器人輔助擰緊工具進行緊固點緊固以及機器人物料轉運等會極大的提高裝配效率,提升共線生產水平。
參考文獻:
[1] 吳明, 許偉, 杭優, 等. SUV多連桿獨立懸架裝配工藝研究[J]. 汽車制造業, 2019(6): 50-51.
[2] 嚴星, 盧文軒, 古加能, 等. 乘用車后螺旋彈簧自動合車裝配工藝研究[J]. 汽車制造業, 2021(8): 45-46.