關于提高高壓蒸汽吹掃效率的研究
2024-04-18 12:56:10方勝付
化肥設計 2024年1期
方勝付
(武漢桓創技術服務有限公司,湖北 武漢 430223)
高壓過熱蒸汽管道吹掃是新建項目透平機組啟動前必須要進行的一項十分重要的預試車工作。它是以蒸汽為動力,吹除管道內部在制造、運輸、存儲和施工過程中產生的塵土、焊渣和氧化皮等雜物,確保進入汽輪機蒸汽的潔凈度滿足制造廠要求。
1 項目介紹
某新建55萬t/a氨醇項目,其高壓過熱蒸汽用戶包括空分空壓機,其采用德國曼透平驅動,合成氣壓縮機采用日本三菱透平驅動,氨壓縮機采用國內新錦化機透平驅動,所用高壓過熱蒸汽(10 MPa,530 ℃)來自園區一墻之隔同步新建的熱電廠(新建3套240 t/h循環流化床鍋爐,其中1臺鍋爐已經具備送氣吹掃條件)。遵照行業規定[1],從熱電廠汽包出來,直到項目各透平用戶高壓過熱蒸汽管道都進行了酸洗,且完成了管道第一層保溫。高壓熱蒸汽系統見圖1。
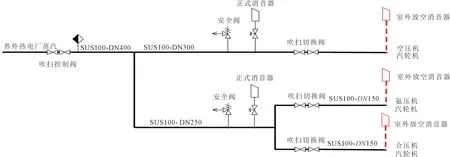
圖1 高壓過熱蒸汽系統
本項目高壓蒸汽管網比較簡單,只有3個用戶(有一路去4.0 MPa減溫減壓器用戶,因管線比較短,這里暫不考慮)。蒸汽管道流量計是長管噴嘴形式,內部結構比較簡單。為了避免蒸汽管道吹掃合格后,在安裝流量計(需要割管焊接)時造成二次污染,征得儀表廠家同意后,本項目流量計放在吹掃前安裝,并且促成熱電廠也改為吹掃前安裝。
2 吹掃工藝的選擇
2.1 吹掃方式的選擇
行業內高壓蒸汽吹掃有爆破吹掃和穩壓吹掃兩種方式,因爆破吹掃屬于鍋爐非正常運行工況,影響鍋爐使用壽命,操作難度大,所以本項目選擇穩壓吹掃方式。從總管出來只有兩路分支,根據管徑大小選擇空分/合成(合成兩個用戶同時吹掃)輪流切換吹掃方式,即吹掃空分時,關閉去合成用戶閥門和沿途導淋,使去合成管線達到降溫效果。根據雙方商定結果,吹掃期間,早上6∶30開始暖管,8∶00正式吹掃,晚上20∶00停氣管道降溫,吹掃費用76萬元/d。這樣選擇每3 h切換一次,即可實現每天空分/合成蒸汽管線都能吹掃兩次,還能達到輪流升降溫的目的,所以本項目的吹掃方式可以定義為“穩壓吹掃+升降溫吹掃”相結合的方式。
2.2 吹掃流速的選擇
根據管路特點,總管管徑最大,吹掃空分和吹掃合成管線,計算管道吹掃流速時,只需要考慮總管流速是否達標。根據行業規范要求[2],蒸汽吹掃流速應大于30 m/s,蒸汽吹管系數是蒸汽吹掃動量與正常操作時的動量之比,高壓過熱蒸汽正常流速范圍是40~60 m/s,因此,本項目高壓蒸汽吹掃流速按60 m/s左右設計。
2.3 吹管系數的選擇
吹管系數(也叫擾動系數)是指吹管時蒸汽的動量與額定負荷時蒸汽的動量之比。吹管系數通常用k表示,計算公式為:
式中,Gc為吹管工況蒸汽的流量,m3/h;Vc為吹管工況蒸汽的比容,m3/kg;Ge為額定工況蒸汽的流量,m3/h;Ve為額定工況蒸汽的比容,m3/kg。
按吹管導則[3]要求,滿足吹管質量的前提是,在被吹掃的系統中,各區段的k值必須均大于1。它的物理意義為:吹掃過程中蒸汽在管道中產生的動量必須大于額定工況運行時蒸汽在管道中產生的動量,而且吹管系數越大,吹管質量越高。蒸汽吹管過程是膨脹流動過程,因管道阻力、介質黏度等因素影響,從鍋爐汽包開始,蒸汽壓力逐漸下降,蒸汽密度降低,比容增大,流速增加,因此,只需要總管(DN400)滿足k>1就行。國內行業經驗值是1.2≤k≤1.5[4],德國曼透平廠家要求1.2≤k≤1.7,日本三菱廠家要求1.1≤k≤1.5,故本項目將吹管系數選定在1.5。
2.4 吹掃流量的選擇
由吹管系數計算公式可以看出,吹管系數與吹管蒸汽的流量的平方成正比,所以增大吹掃蒸汽流量是提高吹掃動量的有效方法,但增大吹掃流量會造成不必要的浪費,同時還需考慮鍋爐能力。按吹管導則[3]要求,穩壓吹掃時,鍋爐蒸發量宜選擇在鍋爐額定工況下連續最大蒸發量的45%及以上,所以本項目將吹掃流量選擇在100~140 t/h。
2.5 吹掃溫度的選擇
由吹管系數計算公式可以看出,吹管系數與吹管蒸汽的比容成正比。蒸汽的比容是指單位質量的體積,它是密度的倒數。過熱蒸汽比容的經驗計算公式是:
式中,v為蒸汽的比容,m3/kg;t為溫度,℃;p為壓力(絕壓),kg/cm2。
由蒸汽的比容計算公式可以看出,蒸汽的比容取決于蒸汽的壓力和溫度。當吹掃壓力一定時,提高蒸汽溫度,比容增加,流速增加,在保證相同吹掃動量條件下,可以降低吹掃蒸汽流量。按照吹掃要求,吹掃蒸汽溫度應該達到或接近于設計的正常操作溫度(530 ℃)。因為,按照現場去消音器臨時管道使用的是20#鋼,管道等級A5B,最高耐熱溫度425 ℃,最高承受壓力2.0 MPa。所以,本項目將吹掃蒸汽溫度選擇在400±5 ℃。
2.6 吹掃壓力的選擇
由吹管系數計算公式可以看出,吹管系數與吹掃蒸汽的比容成正比。蒸汽的比容與蒸汽的壓力成反比,所以降低吹掃蒸汽壓力,可提高吹管系數。但吹掃蒸汽壓力也不是越低越好,過低的吹掃壓力達不到管道高溫下對壓力的要求,就會導致吹掃動量降低,達不到吹管的效果。按照吹掃經驗,吹掃壓力一般控制在設計壓力的50%~75%,且不得低于設計壓力的25%。結合吹掃流程臨時管特性,本項目將總管吹掃蒸汽壓力選擇在2.0~3.0 MPa。
2.7 吹掃參數的確定
按照以上各參數確定的范圍,選擇壓力2MPa、3MPa,溫度350 ℃、400 ℃、420 ℃分別通過蒸汽吹掃計算軟件計算進廠主管吹掃參數,其結果見表1。
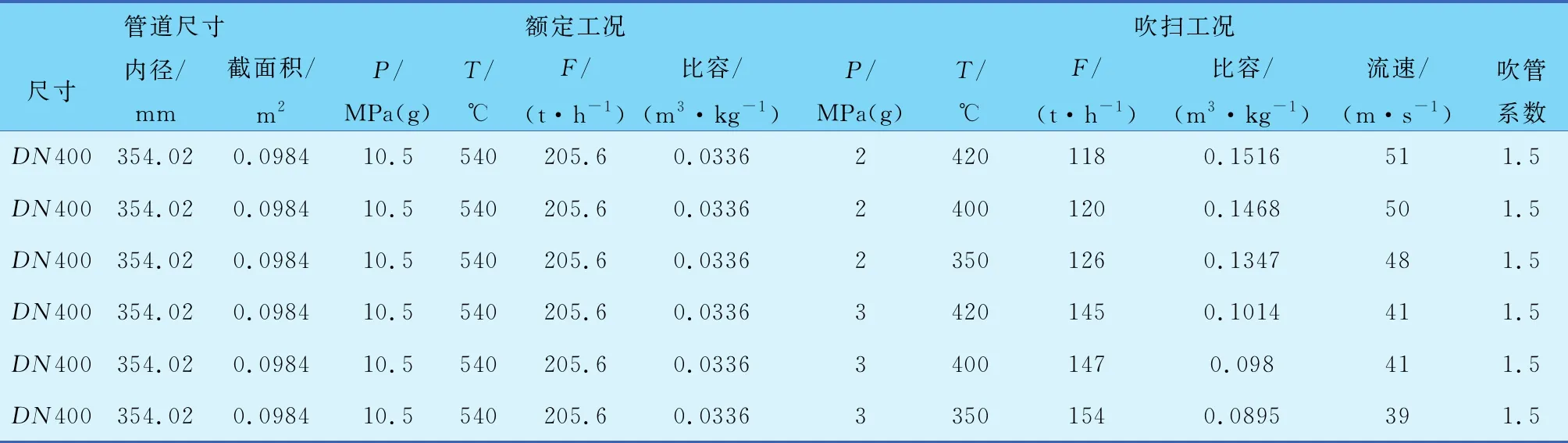
表1 通過吹掃軟件計算進廠主管吹掃參數
由上表可以看出,吹掃工況壓力2 MPa、溫度400 ℃是最適合本項目的吹掃參數。吹掃參數確定后,組織熱電廠和業主方參與蒸汽吹掃所有管理人員、操作人員進行安全技術交底,然后啟動全廠高壓蒸汽管道吹掃工作。經過3天連續吹掃后,停鍋爐2天安裝進廠總管及去空壓機、合成氣壓縮機壓機、氨壓縮機蒸汽管線流量計、溫度計和壓力表等(曼透平和三菱透平廠家要求打靶時提供打靶蒸汽流量、溫度、壓力曲線),再連續吹掃2天。根據蒸汽管線導淋排水取樣分析和室外放空消音器排汽的透明程度,于第8天、第9天進行打靶驗收(曼透平和三菱透平廠家要求打冷靶,即打靶前被吹掃管道溫度要降低到常溫),結果連續三次打靶都順利通過了廠家驗收,實現了全廠高壓蒸汽管道在較短時間內吹掃完成的目標,得到了項目各參與方高度評價。曼透平靶片要求見圖2。
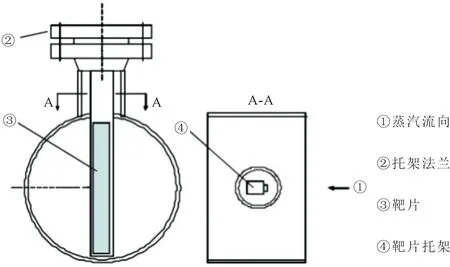
圖2 曼透平靶片要求
3 結語
綜上所述,在進行高壓蒸汽管道吹掃時,滿足各區段的k值大于1是保證吹管質量的前提條件,實現這一條件的有效辦法是通過提高吹掃蒸汽流量和蒸汽溫度,而不是通過提高吹掃蒸汽壓力。提高吹掃蒸汽流量和溫度也需要考慮實際情況,并不是越高越好。只有這樣,才能做到既節省吹掃蒸汽用量,又縮短吹管時間,實現蒸汽管道高效吹掃。
