考慮材料形變的旋風(fēng)銑削螺紋工件表面粗糙度建模
2024-03-29 09:00:36劉超黃尊鵬黃紹服
浙江大學(xué)學(xué)報(工學(xué)版) 2024年4期
劉超,黃尊鵬,黃紹服,2
(1.安徽理工大學(xué) 機電工程學(xué)院,安徽 淮南 232001;2.安徽理工大學(xué) 環(huán)境友好材料與職業(yè)健康研究所,安徽 蕪湖 241003;3.重慶大學(xué) 機械傳動國家重點實驗室,重慶 400030)
旋風(fēng)銑削是高效、精密且綠色環(huán)保的斷續(xù)切削加工方式,常用于加工螺紋工件[1-2].表面粗糙度是表面質(zhì)量評價的重要組成部分[3-6].工件的表面粗糙度對工件的使用壽命、耐磨性、抗疲勞性和抗腐蝕性有重要影響[7-8].
在金屬切削加工過程中,影響工件表面粗糙度的因素主要有刀具(如刀具磨損、振動)、工件材料、工藝參數(shù)及環(huán)境條件等.基于材料去除機理的理論建模方法具有一定的普遍適用性,能夠更好地理解斷續(xù)切削加工過程中工件表面粗糙度的生成機理.Hao 等[9]考慮刀具運動、刀具-工件嚙合、刀具磨損和刀具變形的綜合影響,提出薄壁曲面零件銑削表面粗糙度的預(yù)測模型.Zhao 等[10]考慮刀具變形和刀具偏轉(zhuǎn)的影響,提出基于幾何分析和加工動力學(xué)分析的表面粗糙度預(yù)測模型.Zheng 等[11]提出用于計算考慮刀具跳動誤差的端銑表面粗糙度理論模型,該模型基于螺旋錐齒輪的等效切削刃和生成運動學(xué),揭示了設(shè)計參數(shù)和工藝參數(shù)對粗糙度分布的影響.Sun 等[12]建立考慮對準誤差、相對刀具銳度、材料彈性恢復(fù)和犁耕效應(yīng)的數(shù)學(xué)模型來研究微銑削的表面質(zhì)量.Wang 等[13]開發(fā)了預(yù)測五軸側(cè)銑表面粗糙度的理論模型,分析了刀具跳動和工件曲率對表面粗糙度的影響.Yuan 等[14-15]建立加工機理模型來預(yù)測微端銑削的表面粗糙度,研究了最小切削厚度、刀具跳動量和彈性回復(fù)率對表面粗糙度的影響.Arizmendi 等[16]提出預(yù)測面銑削表面粗糙度的新方法,該方法考慮了面銑削過程的幾何運動學(xué)、刀具軸向和徑向跳動的影響.Cai 等[17]考慮刀具設(shè)置誤差、靜態(tài)刀具偏轉(zhuǎn)、強迫振動、顫振以及隨機刀具磨削誤差和磨損的綜合影響,建立了圓周銑削的表面粗糙度預(yù)測模型.Lazkano 等[18]考慮回切效應(yīng)、軸向和徑向跳動以及切削刃的微觀幾何形狀,提出用于高粗糙度值預(yù)測的銑削表面粗糙度模型.
現(xiàn)有關(guān)于螺紋工件旋風(fēng)銑削表面粗糙度的研究大多基于試驗和仿真,根據(jù)相關(guān)數(shù)據(jù)挖掘方法建立切削參數(shù)與加工表面粗糙度的關(guān)系,實現(xiàn)表面粗糙度預(yù)測并分析影響規(guī)律.Guo 等[19]建立旋風(fēng)銑削加工表面粗糙度仿真預(yù)測模型,研究切削參數(shù)對加工表面粗糙度的影響.曹勇等[20]通過單因素試驗研究旋風(fēng)銑削過程中切削參數(shù)對螺紋滾道表面粗糙度的影響.周斌等[21]采用BP 神經(jīng)網(wǎng)絡(luò)建立考慮切削參數(shù)影響的旋風(fēng)銑削表面粗糙度預(yù)測模型.Guo 等[22]采用響應(yīng)曲面方法建立切削參數(shù)與旋風(fēng)銑削表面粗糙度的關(guān)系,優(yōu)化切削參數(shù)以獲取最優(yōu)表面粗糙度.該研究的結(jié)果表明,較高的切削速度和較小的切削深度有利于獲得較低的表面粗糙度.何彥等[23]采用響應(yīng)曲面法建立絲杠硬態(tài)旋銑的表面粗糙度模型,并采用NSGA-Ⅱ算法對表面粗糙度進行工藝參數(shù)優(yōu)化.Wu 等[24]提出基于物理信息的銑削加工表面粗糙度預(yù)測神經(jīng)網(wǎng)絡(luò),將物理知識融入深度學(xué)習(xí)預(yù)測模型中,有效降低了建模階段的復(fù)雜性和數(shù)據(jù)依賴性.Wang等[25]基于幾何運動學(xué)和力學(xué)開展旋風(fēng)銑削過程中的材料去除機理研究,并結(jié)合圓度誤差和殘留高度的共同影響建立了絲杠旋風(fēng)銑削表面粗糙度預(yù)測模型.Guo 等[26]考慮切削振動的影響,建立旋風(fēng)銑削過程中的表面形貌和粗糙度的幾何模型,該模型可用于旋風(fēng)銑削過程中切削參數(shù)的優(yōu)化.
工件材料因素是表面粗糙度研究的重要組成部分.王素玉等[27]基于分子-機械摩擦理論建立用于高速銑削的表面粗糙度模型,分析了加工材料特性對表面粗糙度的影響.王文超等[28]研究了高速切削過程中切削溫度和切削力對于表面粗糙度的影響,所建立的用于45 鋼高速切削的二維有限元仿真模型考慮了切削過程中工件材料熱-彈塑性變形的影響.李彥生等[29]分析材料的彈性回彈和塑性側(cè)流特性對加工表面的影響,基于最小未變形切屑厚度建立工件表面粗糙度模型.章磊[30]基于晶體塑性理論建立用于粗糙度模擬分析的三維多晶體有限元模型,分析了材料變形方式、材料參數(shù)、工藝參數(shù)以及初始表面粗糙度對塑性變形后表面粗糙度的影響.黃寧[31]綜合考慮單晶硅的彈塑性變形特征和砂輪動態(tài)磨粒特征,基于幾何運動學(xué)分析建立單晶硅超精密磨削表面質(zhì)量仿真預(yù)測模型.工件材料因素對表面粗糙度影響的主要表現(xiàn)為材料形變(包括塑性變形和彈性回復(fù)),本研究考慮工件材料形變的影響,結(jié)合刀具-工件接觸運動建立旋風(fēng)銑削螺紋工件表面粗糙度理論模型;還將通過分析切削參數(shù)對工件材料形變與表面粗糙度的影響揭示工件材料形變與表面粗糙度的關(guān)系.
1 工件材料形變分析
1.1 工件材料形變發(fā)生區(qū)域
如圖1 所示,金屬切削過程主要有3 個變形區(qū),其中第一變形區(qū)也稱為剪切滑移區(qū),主要產(chǎn)生剪切滑移變形和金屬加工硬化;第二變形區(qū)也稱為擠壓摩擦區(qū),主要產(chǎn)生滑移和晶粒伸長;第三變形區(qū)也稱為擠壓摩擦回彈區(qū),加工表面被切削刃的鈍部和后刀面擠壓和摩擦,導(dǎo)致塑性變形和彈性回復(fù).本研究的工件材料形變在第三變形區(qū)產(chǎn)生,該變形區(qū)直接決定加工工件的表面質(zhì)量.
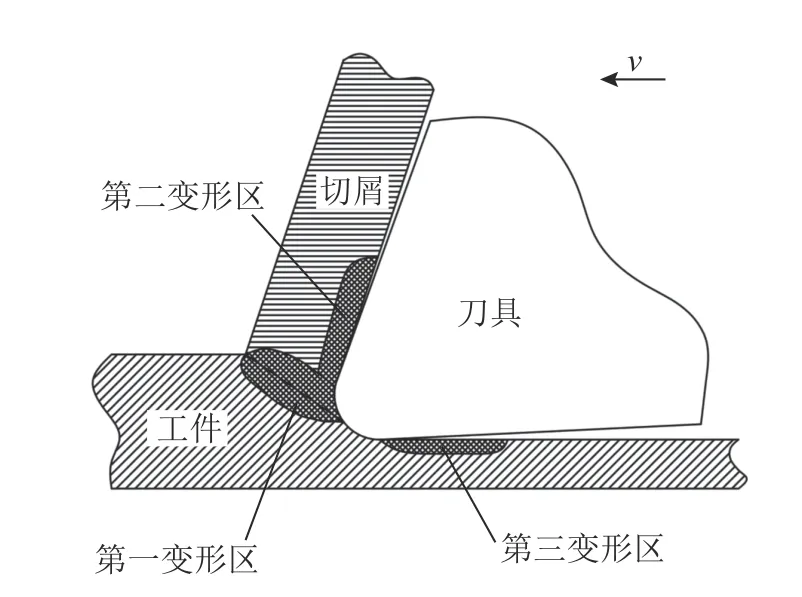
圖1 工件材料的形變區(qū)域[32]Fig.1 Deformation area of workpiece material[32]
1.2 工件材料形變建模
在切削過程中,切削力的擠壓會導(dǎo)致加工表面發(fā)生塑性變形和彈性回復(fù).如圖2 所示為由工件材料形變的塑性變形高度h1和彈性回復(fù)高度h2確定的工件加工表面輪廓高度Rh,表達式為.

圖2 工件材料的形變[33]Fig.2 Deformation of workpiece material[33]
塑性變形高度由Kragelskii-Drujanov 方程[34]確定,
式中:r為刀具的倒圓半徑,HB 為工件材料的布氏硬度,σ 為流變應(yīng)力.由于銑削過程的加工條件與式(2)的加工條件不同,Wang 等[35]改進式(2)為
式中:HV 為工件材料的維氏硬度.由J-C 本構(gòu)方程[36]可以得到
式中:A、B、C、m和n為工件材料的本構(gòu)參數(shù);T、Tr、Tm分別為工件溫度、室溫和工件材料的熔化溫度;ε0為參考塑性應(yīng)變率,定義 ε0=0.001 s-1[37];ε、ε1分別為工件材料的等效塑性應(yīng)變和等效塑性應(yīng)變速率,計算式[38]分別為
式中:α 為刀具前角;? 為剪切角;v為切削速度;K為主剪切帶比例,K=0.5+(cos(2?-α))/(2cos α)[39];hp為剪切帶的厚度,可以表示為未變形切屑厚度的一半[38],
式中:H2(θ) 為第(n+1)把刀具切削過程中的未變形切屑厚度,θ 為第(n+1)把刀具切削過程中刀盤旋轉(zhuǎn)角度.根據(jù)赫茲彈性接觸理論[40],刀具與工件之間的接觸可以看作是2 個球體的接觸.工件的曲率半徑可以視為無窮大.刀具曲率半徑和刀具-工件的綜合曲率半徑均為刀具的倒圓半徑.彈性回復(fù)高度根據(jù)赫茲彈性接觸理論確定,
式中:υ1、υ2分別為刀具和工件材料的泊松比;E1、E2分別為刀具和工件材料的彈性模量;F為刀具在工件上的正壓力,在本研究中取F為切削力模型中徑向力的平均值.
工件材料形變由切削力的擠壓產(chǎn)生,為此進行旋風(fēng)銑削加工過程中的切削力計算.斷續(xù)切削加工中的瞬時切削力可以根據(jù)未變形切屑的橫截面積和有效切削刃長度來確定.旋風(fēng)銑削中未變形切屑的橫截面積和有效切削刃長度與刀盤的旋轉(zhuǎn)角度有關(guān).結(jié)合旋風(fēng)銑削過程中刀盤旋轉(zhuǎn)的特點,將未變形切屑的橫截面積和有效切削刃長度轉(zhuǎn)化為與刀盤旋轉(zhuǎn)角度相關(guān)的函數(shù)[41].基于Altintas[42]的研究,旋風(fēng)銑削過程中瞬時切削力的3 個切削力分量的計算式分別為
式中:Ktc、Krc、Kac均為剪切力系數(shù),Kte、Kre、Kae為犁削力系數(shù),剪切力系數(shù)和犁削力系數(shù)通過切削力試驗或正交傾斜變換技術(shù)獲得;S(θ) 為刀盤在不同旋轉(zhuǎn)角度下未變形切屑的橫截面積;l(θ) 為刀盤在不同旋轉(zhuǎn)角度下的有效切削刃長度,計算式為
式中:rt為刀尖圓弧半徑,ρx(n+1)為第(n+1)把刀具切入工件的刀尖圓弧所對應(yīng)的中心角.
2 考慮工件材料形變的表面粗糙度建模
2.1 刀具-工件接觸運動分析
旋風(fēng)銑削獨特的加工方法決定了刀具與工件之間的接觸運動,將對工件的表面粗糙度產(chǎn)生重要影響.基于刀具-工件接觸運動分析,考慮切削參數(shù)、未變形切屑厚度、螺紋內(nèi)外徑、螺旋角以及刀具-工件偏心距等參數(shù)對螺紋滾道表面的影響,建立旋風(fēng)銑削螺紋工件表面殘留高度模型是表面粗糙度建模的重要組成部分.旋風(fēng)銑削是多刃斷續(xù)切削加工方式,由刀盤上的多把刀具完成切削.如圖3 所示,工件的低速旋轉(zhuǎn)運動、刀盤的高速旋轉(zhuǎn)運動、刀盤的軸向進給運動和刀盤的徑向平移運動構(gòu)成旋風(fēng)銑削過程.工件和刀盤之間形成偏轉(zhuǎn)角,當(dāng)?shù)侗P沿工件的軸向移動時產(chǎn)生螺距.工件的加工表面由多把刀具的斷續(xù)切削形成.
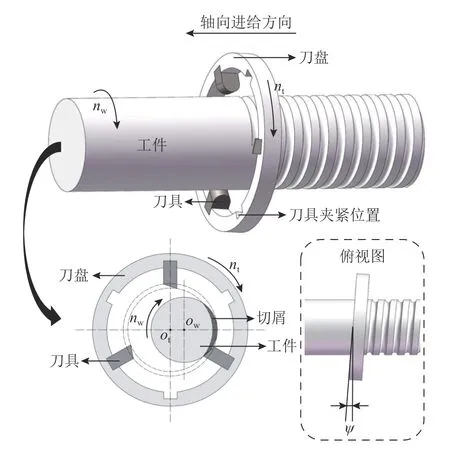
圖3 旋風(fēng)銑削過程Fig.3 Whirlwind milling process
如圖4 所示為旋風(fēng)銑削的刀具-工件接觸運動.刀具的切削過程分為2 個階段:1)從零到最大未變形切屑厚度的過程,2)從最大未變形切屑厚度到切削結(jié)束的過程.圖中,(0,0) 為工件坐標系的原點,(mn,nn) 和 (mn+1,nn+1) 分別為第n把刀具和第 (n+1) 把刀具的運動軌跡中心.基于刀具-工件接觸運動分析,刀具運動軌跡中心 (mn,nn) 和(mn+1,nn+1)的計算式分別為

圖4 刀具-工件接觸運動Fig.4 Contact motion between tool and workpiece
式中:e為從刀具運動軌跡中心到工件中心的距離;Δ 為刀具切入工件時的初始角度,Δ ∈[0,2π] ;η為從第(n+1)把刀具運動軌跡中心到刀具切入工件的初始點的連線與從第(n+1)把刀具運動軌跡中心到工件中心的連線之間的角度,
式中:R為刀具運動軌跡半徑,rw為工件半徑.θi為從第n把刀具開始切入工件時到第(n+1)把刀具開始切入工件時工件的旋轉(zhuǎn)角度,即刀具運動軌跡中心圍繞工件中心的旋轉(zhuǎn)角度,
式中:nw為工件的旋轉(zhuǎn)速度,nt為刀盤的旋轉(zhuǎn)速度,Nt為刀盤上的刀具數(shù)量.輔助線ln和ln+1用于描述刀具運動軌跡與工件的幾何關(guān)系.點P1~P5為輔助線與刀具運動軌跡或工件外徑的交點,可以反映刀具-工件接觸運動的相對關(guān)系.根據(jù)刀具-工件接觸運動與點P1~P3的關(guān)系,可以確定切削階段1)和切削階段2)的未變形切屑厚度:
式中:P1為輔助線ln+1和工件外徑的交點,P2為輔助線ln+1與第(n+1)把刀具運動軌跡的交點,P3為輔助線ln+1與第n把刀具運動軌跡的交點.|P2P1|、|P3P2|分別為切削階段1)和2)的未變形切屑厚度,如圖4(b)與(c)所示.根據(jù)刀具-工件接觸運動分析,可以確定切削階段2)中未變形切屑的橫截面積:
式中:ρx(n)為第n把刀具切入工件時刀尖圓弧所對應(yīng)的中心角,
式中:H3(θ) 為第n把刀具在第(n+1)把刀具切削階段2)中切入工件的最大深度,
式中:P4為輔助線ln和工件外徑的交點,P5為輔助線ln與第n把刀具運動軌跡的交點.
2.2 基于刀具-工件接觸運動的殘留高度建模
通過對旋風(fēng)銑削過程中刀具運動軌跡、未變形切屑厚度的綜合分析,根據(jù)Liu 等[43]的研究,基于刀具-工件接觸運動分析確定工件表面的殘留高度.當(dāng)切削階段2)完成時,形成工件加工表面的殘留高度.如圖5 所示,曲線(n-1)、n、(n+1)和(n+2)分別表示第(n-1)把、第n把、第(n+1)把和第(n+2)把刀具的運動軌跡.當(dāng)前刀具和上一把刀具切削完成后,在工件表面上形成尖點O,該點為第n把刀具和第(n+1)把刀具運動軌跡的交點.尖點O與工件表面之間在工件徑向方向上的距離為殘留高度Rth,表達式為
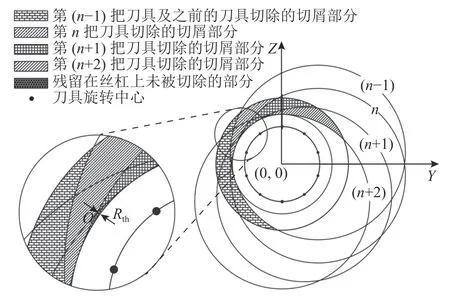
圖5 殘留高度形成機理Fig.5 Formation mechanism of residual height
式中:rw為工件的半徑;Oy、Oz為點O的坐標,計算式為
式中:R為刀具運動軌跡的半徑.
2.3 表面粗糙度建模
根據(jù)GB/T 3505—2009[44]可知,在一個取樣長度內(nèi),最大輪廓峰高和最大輪廓谷深之和為輪廓最大高度Rz.如圖6 所示,在一個取樣長度內(nèi),Zpi為最大的輪廓峰高,Zvi為最大的輪廓谷深,i=1~6.因此,輪廓最大高度可以作為表面粗糙度的評價度量參數(shù),本研究中工件的理論表面粗糙度僅由工件表面輪廓最大高度決定.基于刀具-工件接觸運動,考慮工件材料形變的塑性變形和彈性回復(fù)對工件表面輪廓最大高度的影響.假設(shè)工件的理論表面粗糙度僅由輪廓的最大高度決定,可以明確工件表面粗糙度與輪廓最大高度的關(guān)系[45]:
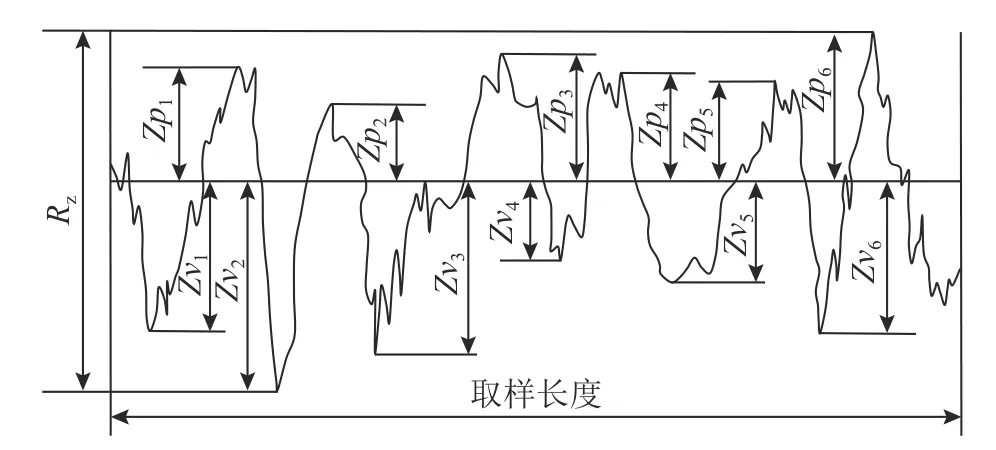
圖6 輪廓最大高度Fig.6 Maximum height of profile
式中:Ra為工件表面輪廓的算術(shù)平均偏差,即工件表面粗糙度;C為Ra和Rz之間的比例系數(shù)(C=0.25)[45].
3 試驗驗證與分析
3.1 旋風(fēng)銑削試驗
為了驗證工件表面粗糙度的理論模型,在數(shù)控旋風(fēng)銑床上進行不同切削參數(shù)的旋風(fēng)銑削試驗.如表1 所示為不同切削參數(shù)下的10 組試驗條件.試驗使用的工件材料為AISI52100,是具有高強度和高硬度的合金鋼.表中,Dc為最大切削深度,Nt刀具數(shù)量.工件材料的硬度范圍為63HRC~65HRC,由式(3)可知,須將洛氏硬度轉(zhuǎn)換為維氏硬度進行計算.如表2 所示為工件的幾何參數(shù)和物理特性.試驗使用的刀具材料為聚晶立方氮化硼PCBN.如表3 所示為刀具的幾何參數(shù)和物理特性.為了消除刀具磨損對試驗的影響,每組切削試驗均使用新刀具.

表1 切削參數(shù)Tab.1 Cutting parameters
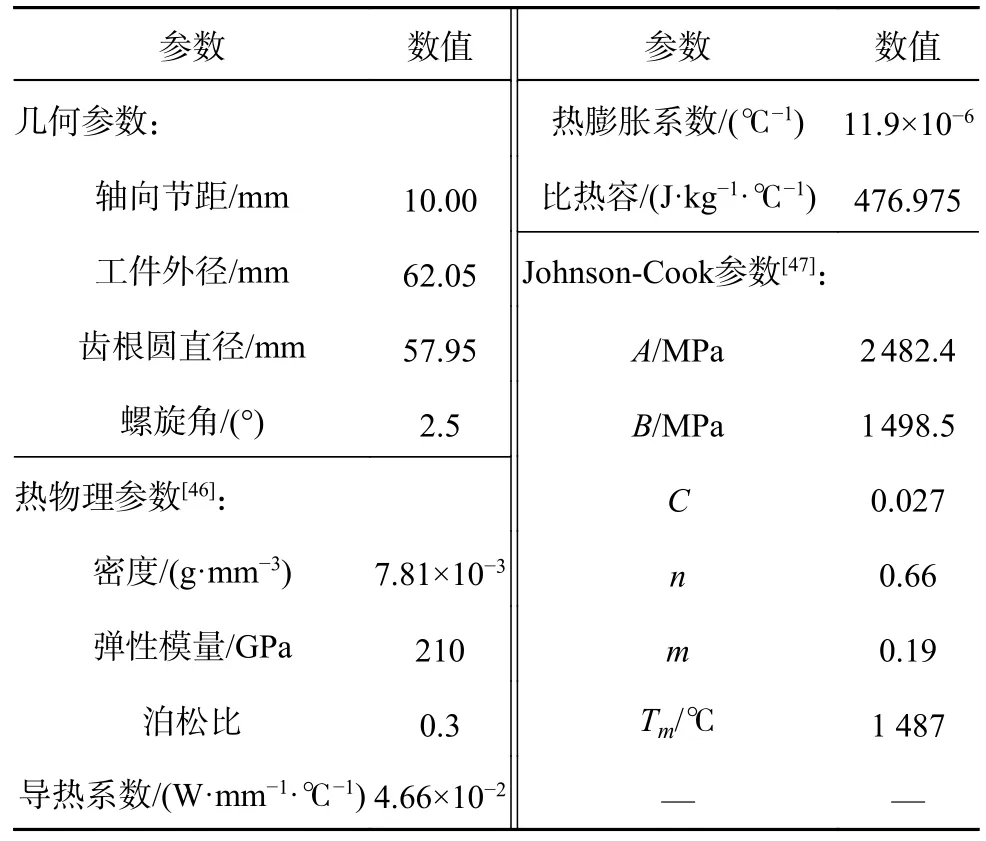
表2 工件的幾何和物理參數(shù)Tab.2 Geometrical and physical properties of workpiece
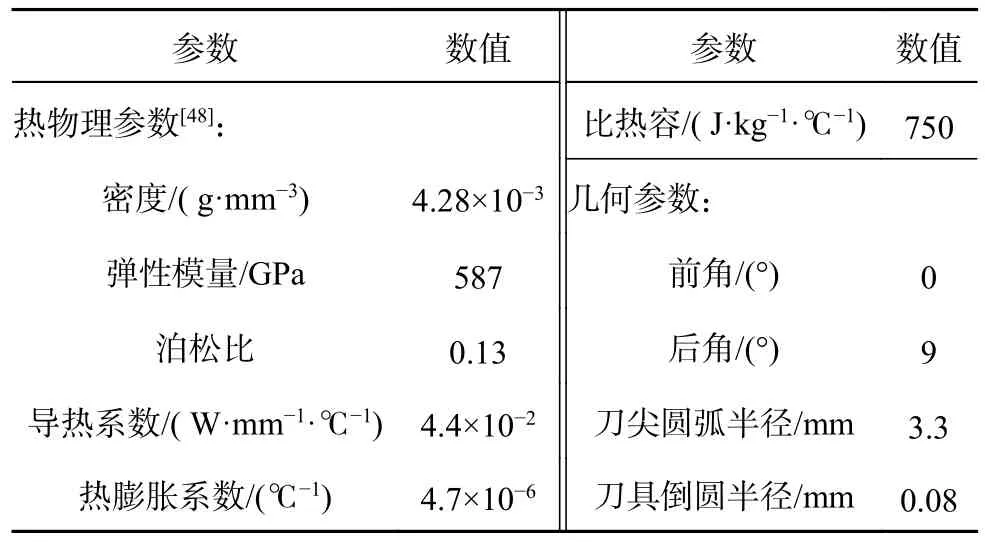
表3 刀具的幾何和物理參數(shù)Tab.3 Geometrical and physical properties of tool
如圖7 所示,螺紋工件的表面粗糙度由Retc生產(chǎn)的MFT-5000 多功能摩擦儀測量.該測量裝置集成三維光學(xué)輪廓儀,可用于測量物體的表面輪廓.當(dāng)測量工件螺紋滾道的表面粗糙度時,用白光干涉物鏡將工件螺紋滾道的觀察區(qū)域放大10 倍.工件螺紋滾道表面在沿圓周方向的3 個等距位置測量.取3 次測量的平均值作為工件表面粗糙度的最終試驗結(jié)果.MFT-5000 多功能摩擦儀測量的結(jié)果是圖像信息,通過Gwydion 分析軟件將圖像信息轉(zhuǎn)換為數(shù)字信息,獲得工件表面粗糙度的具體測量值.本研究的表面粗糙度模型僅由輪廓的最大高度確定.平均最大粗糙度峰高用作表面粗糙度的評估參數(shù).每組表面粗糙度試驗中3 次測量的結(jié)果Ra1、Ra2、Ra3如表4 所示.取工件表面粗糙度3 次測量結(jié)果的平均值與表面粗糙度模型的理論計算值進行比較,如圖8 所示.表面粗糙度的試驗值與理論值之間的相對誤差計算式為
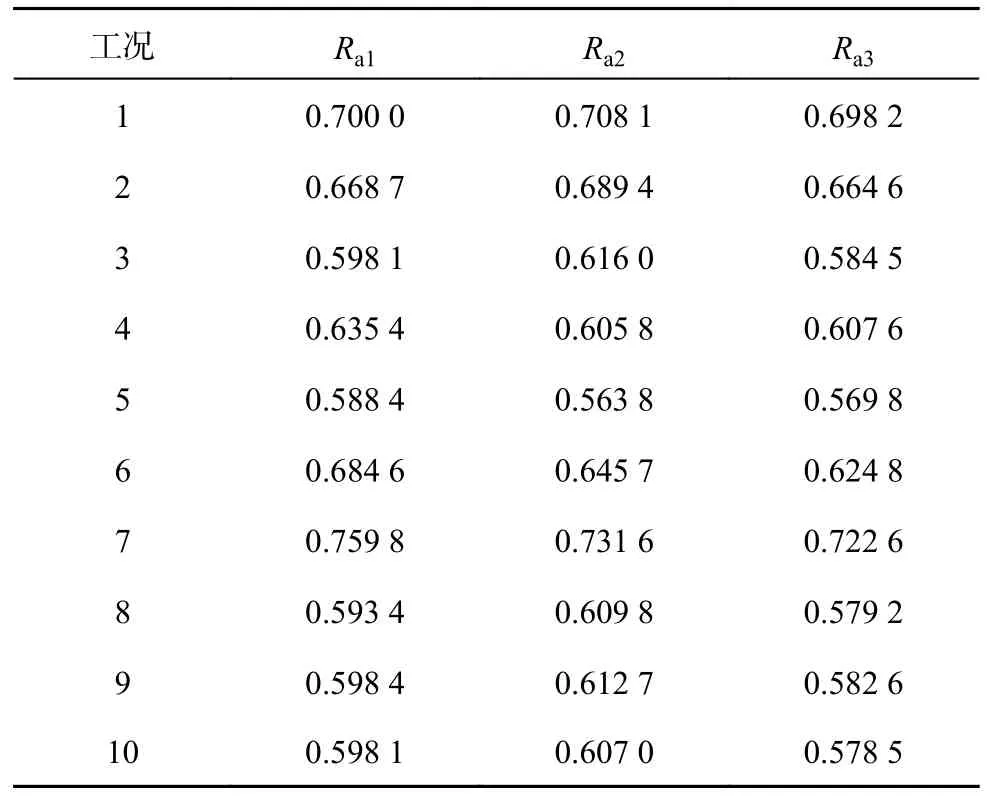
表4 旋風(fēng)銑削試驗中工件的表面粗糙度Tab.4 Surface roughness of workpieces in whirlwind milling experiment μm

圖7 表面粗糙度試驗驗證Fig.7 Experimental verification of surface roughness
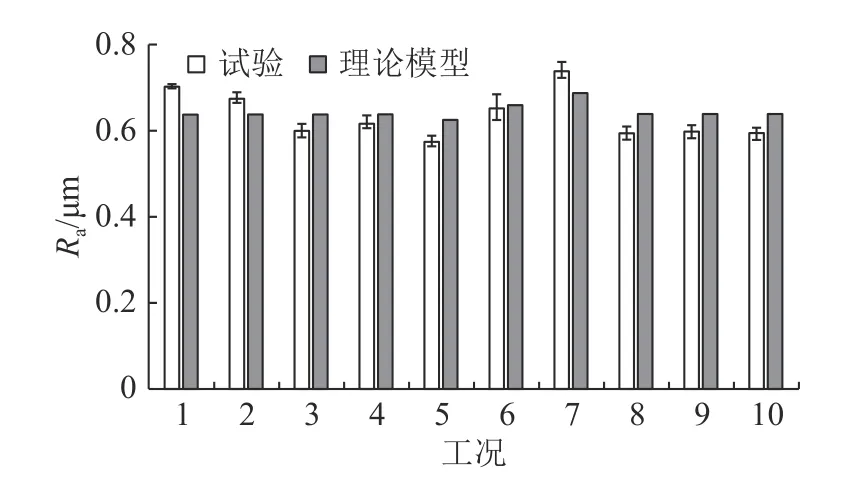
圖8 表面粗糙度的試驗值和理論值Fig.8 Experimental and theoretical values of surface roughness
式中:Ra,te為旋風(fēng)銑削試驗中表面粗糙度的試驗測量值,Ra,th為表面粗糙度理論模型計算值.工件表面粗糙度的理論計算值與試驗值吻合良好.最大誤差為9.19%,最小誤差為1.18%,平均誤差為6.33%.
3.2 切削參數(shù)對工件材料形變及表面粗糙度的影響
切削速度對表面粗糙度的影響如圖9 所示.工件表面粗糙度隨切削速度的變化不明顯.切削速度的增加對塑性變形高度幾乎沒有影響,彈性回復(fù)高度隨切削速度的增加而減小.切削速度的增加導(dǎo)致切削力的減小,根據(jù)式(8)可知,切削力與彈性回復(fù)高度成正比,彈性回復(fù)高度隨著切削力的減小而減小.與塑性變形高度相比,彈性回復(fù)高度對表面粗糙度的影響較小.隨著切削速度的提高,表面粗糙度值幾乎不變.

圖9 切削速度對表面粗糙度的影響Fig.9 Influence of cutting speed on surface roughness
最大切削深度對表面粗糙度的影響如圖10所示.塑性變形高度和彈性回復(fù)高度隨著最大切削深度的增加而增加.塑性變形高度和彈性回復(fù)高度的增加幅度相對較小,表面粗糙度呈緩慢線性增加的趨勢.原因是隨著最大切削深度的增加,刀具和工件之間的徑向力增大,刀具和工件之間的摩擦增加,導(dǎo)致表面粗糙度增大.

圖10 最大切削深度對表面粗糙度的影響Fig.10 Influence of maximum cutting depth on surface roughness
刀具個數(shù)對表面粗糙度的影響如圖11 所示.隨著刀具個數(shù)的增加,塑性變形高度、彈性回復(fù)高度和表面粗糙度沒有明顯變化.由式(3)和式(8)可以看出,塑性變形高度和彈性回復(fù)高度主要取決于刀具倒圓半徑和工件材料特性,與刀具個數(shù)無關(guān).根據(jù)式(20),殘留高度是關(guān)于刀具運動軌跡交點坐標和工件半徑的函數(shù).刀具運動軌跡交點的坐標決定了殘留高度的大小,刀具運動軌跡交點的坐標與刀具個數(shù)無關(guān).塑性變形高度、彈性回復(fù)高度和殘留高度直接影響表面粗糙度.這就解釋了隨著刀具個數(shù)的增加,塑性變形高度、彈性回復(fù)高度和表面粗糙度有輕微變化的原因.
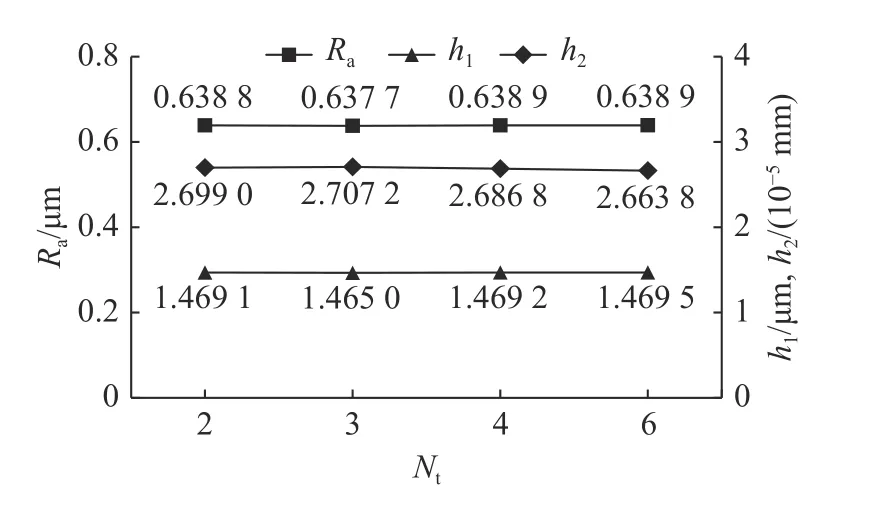
圖11 刀具個數(shù)對表面粗糙度的影響Fig.11 Influence of number of tools on surface roughness
3.3 工件材料形變與表面粗糙度
假設(shè)理論表面粗糙度的值僅由輪廓的最大高度決定.工件材料形變確定的加工表面輪廓高度和基于刀具-工件接觸運動的殘留高度構(gòu)成輪廓的最大高度.工件材料形變主要表現(xiàn)為工件材料的塑性變形和彈性回復(fù).在同一組切削參數(shù)下,只能獲得塑性變形高度平均值和彈性回復(fù)高度平均值.在同個計算模型中,不同工況(切削參數(shù))下工件材料形變的塑性變形高度、彈性回復(fù)高度和表面粗糙度的計算結(jié)果雖然不同,但是表面粗糙度隨塑性變形高度、彈性回復(fù)高度的變化規(guī)律相同.因此,在分析工件材料形變與表面粗糙度的關(guān)系時,只選取一組工況下的模型計算值作為分析樣本.以工況4 中獲得的瞬時切削力值作為樣本.每個瞬時切削力值按照等差數(shù)列增加(切入點和切出點除外),首項為42.05,公差為5,共取9 組.可獲得9 組瞬時切削力值,計算每組的平均值.可根據(jù)9 組平均切削力計算得出相應(yīng)的塑性變形高度和彈性回復(fù)高度.
隨著切削力的增大,塑性變形高度和表面粗糙度的變化情況如圖12 所示.在切削過程中,塑性變形高度隨著平均切削力的增加而線性減小.切削力通過影響工件應(yīng)變、應(yīng)變率和工件溫度來影響流變應(yīng)力,最終影響塑性變形高度.更具體地說,切削力的增大導(dǎo)致摩擦系數(shù)增大,前刀面與切屑之間的摩擦角增大,導(dǎo)致剪切角減小.工件的應(yīng)變隨剪切角的減小而減小,工件的應(yīng)變率隨剪切角減小而增大.切削力的增大導(dǎo)致工件應(yīng)變的減小和工件應(yīng)變率的增大.工件溫度隨切削力的增大而升高.流變應(yīng)力在應(yīng)變、應(yīng)變速率和工件溫度的共同影響下減小,最終塑性變形高度隨著流變應(yīng)力的減小而減小.工件表面粗糙度隨塑性變形高度的變化情況如圖13 所示.塑性變形高度的增加會導(dǎo)致表面粗糙度增大.由式(1)可知,在彈性回復(fù)高度不變的情況下,塑性變形高度的增加會使加工表面輪廓高度增大,導(dǎo)致表面粗糙度的增大.隨著切削力的增大,彈性回復(fù)高度和表面粗糙度的變化情況如圖14 所示.在切削過程中,彈性回復(fù)高度隨著切削力的增大而增加.由式(8)可知,切削力與彈性回復(fù)高度成正比.隨著切削力的增大,彈性回復(fù)高度增加.彈性回復(fù)高度更多地取決于刀具和工件的材料特性,刀具和工件材料的彈性模量和泊松比對彈性回復(fù)高度的影響更大.式(8)中刀具和工件材料的彈性模量、泊松比組成的斜率系數(shù)值很小,解釋了圖14中隨著切削力的增大彈性回復(fù)高度減小的幅度較小的原因.工件表面粗糙度隨彈性回復(fù)高度的變化情況如圖15 所示.由式(1)可知,在塑性變形高度不變的情況下,彈性回復(fù)高度的增加會減小加工表面輪廓高度,導(dǎo)致表面粗糙度減小.

圖12 塑性變形高度和表面粗糙度隨切削力的變化情況Fig.12 Variation of plastic deformation height and surface roughness with cutting force
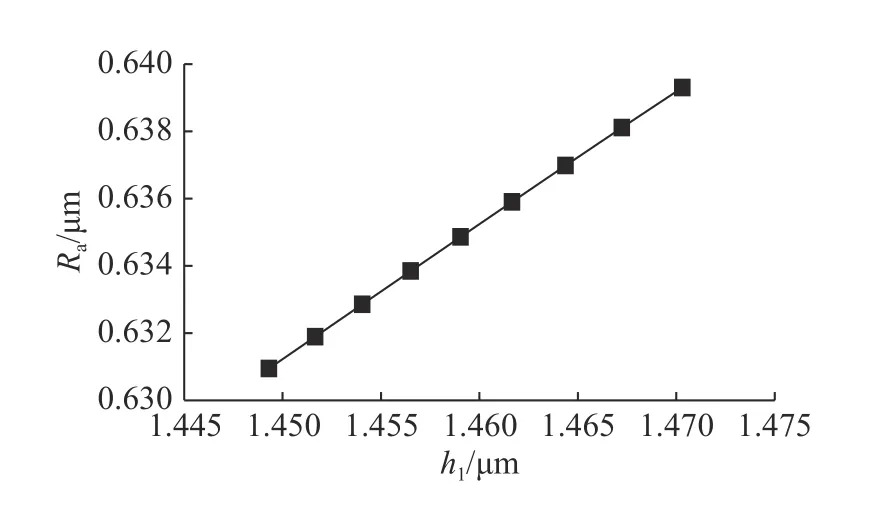
圖13 塑性變形高度對表面粗糙度的影響Fig.13 Influence of plastic deformation height on surface roughness
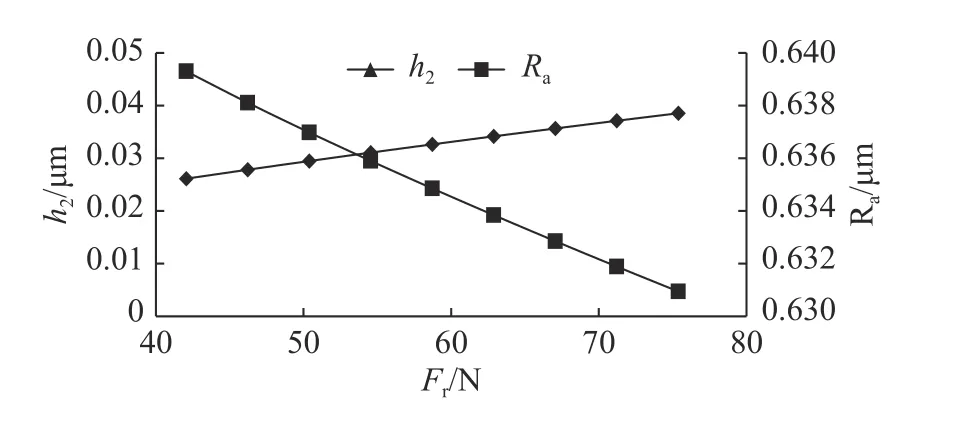
圖14 彈性回復(fù)高度和表面粗糙度隨切削力的變化情況Fig.14 Variation of elastic recovery height and surface roughness with cutting force

圖15 彈性回復(fù)高度對表面粗糙度的影響Fig.15 Influence of elastic recovery height on surface roughness
4 結(jié)論
(1)考慮工件材料形變的影響,建立基于刀具-工件接觸運動的工件表面粗糙度理論模型.表面粗糙度模型的理論值與試驗值吻合良好,揭示了工件材料形變與表面粗糙度之間的關(guān)系.
(2)分析切削速度、最大切削深度、刀具個數(shù)和表面粗糙度之間的關(guān)系.在中低切削速度下,表面粗糙度隨著切削速度的增加沒有明顯變化.在小、中等切削深度下,表面粗糙度隨著最大切削深度的增加而增大.隨著刀具個數(shù)的增加,表面粗糙度幾乎不發(fā)生變化.
(3)從塑性變形高度和彈性回復(fù)高度兩個方面分析工件材料形變對表面粗糙度的影響.表面粗糙度隨著塑性變形高度的增加而增大,隨著彈性回復(fù)高度的增加而減小.
本研究基于旋風(fēng)銑削過程中刀具-工件相對接觸運動引起的幾何因素,所建工件表面粗糙度理論模型考慮了工件材料形變的影響,沒有考慮刀具振動的影響.下一階段將著重研究刀具振動對工件表面粗糙度的影響機理,進一步完善表面粗糙度理論模型.
