通風(fēng)板激光熱加工成形改進(jìn)
2024-02-20 01:12:40邱明施玉霄李杰
科學(xué)與信息化 2024年3期
關(guān)鍵詞:工藝
邱明 施玉霄 李杰
航空工業(yè)沈陽(yáng)飛機(jī)工業(yè)(集團(tuán))有限公司 遼寧 沈陽(yáng) 110850
引言
在高速高壓環(huán)境下工作的機(jī)械,其結(jié)構(gòu)應(yīng)在保證強(qiáng)度條件下考慮通風(fēng)散熱問(wèn)題,故而通風(fēng)板類零件較為常見(jiàn)。通風(fēng)板類零件主要分為復(fù)合材料和金屬材料兩大類,目前機(jī)械行業(yè),尤其是靠近各種發(fā)動(dòng)機(jī)的部位,通風(fēng)板類零件多選用金屬材料,因此針對(duì)使用鈑金材料的通風(fēng)板類零件加工過(guò)程中存在成形困難、加工質(zhì)量差、生產(chǎn)周期長(zhǎng)、報(bào)廢率高等問(wèn)題,開(kāi)展對(duì)含有通風(fēng)板特征的零件成形過(guò)程進(jìn)行改進(jìn)研究十分必要。
鈑金成形加工過(guò)程中,比較常見(jiàn)且成熟的切削加工有數(shù)控銑切、線切割、激光切割等加工工藝。加工工藝各有利弊,如何選取高效且節(jié)約成本的加工方式,對(duì)生產(chǎn)順利進(jìn)行有著至關(guān)重要的作用。本文主要對(duì)激光切割這一較新的加工工藝進(jìn)行實(shí)驗(yàn)研究,對(duì)比數(shù)控銑切、線切割加工工藝,得出通風(fēng)板類零件加工的優(yōu)化工藝,為此類零件的批量化加工工藝設(shè)計(jì)提供思路。
激光切割技術(shù)是一項(xiàng)利用激光加工平面的切割技術(shù),由于其加工精度高、無(wú)污染等一些優(yōu)點(diǎn)受到眾多學(xué)者的關(guān)注[1]。將激光切割技術(shù)應(yīng)用到鋁合金鈑金加工中,不僅能夠帶來(lái)較大的便利性,還可以提升鋁合金鈑金加工的質(zhì)量和效率,從而順利地完成鋁合金鈑金加工。如果能夠?qū)︿X合金的加工效率和高質(zhì)量的激光切割,將會(huì)明顯提高鋁合金加工效率,促進(jìn)我國(guó)重要工業(yè)領(lǐng)域的發(fā)展[2]。
1 生產(chǎn)現(xiàn)狀
金屬材料通風(fēng)板類零件多為整體結(jié)構(gòu),零件局部典型結(jié)構(gòu)模型見(jiàn)圖1。零件外擴(kuò)尺寸涵蓋范圍較廣,料厚覆蓋范圍較大,腹板上多個(gè)加強(qiáng)結(jié)構(gòu)。本文主要選取長(zhǎng)度尺寸超過(guò)1.5m的金屬鈑金通風(fēng)板零件進(jìn)行研究,該零件不僅整體面積較大,而且加強(qiáng)結(jié)構(gòu)多且尺寸不一,在工業(yè)生產(chǎn)中加工難度較大。此類零件現(xiàn)階段比較成熟的加工成形方式為:使用沖切成形一體模在橡皮囊液壓機(jī)上液壓成形。即利用液壓機(jī)壓力,在切口同時(shí)完成用于加強(qiáng)的翻邊結(jié)構(gòu)。
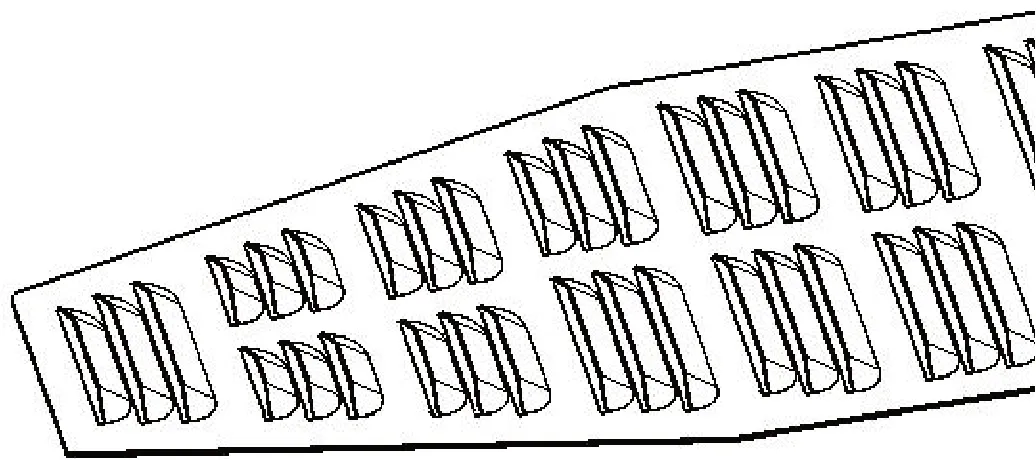
圖1 通風(fēng)板局部典型結(jié)構(gòu)模型
目前該工藝方法較為成熟,但生產(chǎn)過(guò)程中發(fā)現(xiàn),零件成形后在開(kāi)口根部時(shí)有發(fā)生沖切不開(kāi),造成局部易產(chǎn)生細(xì)微裂紋等情況見(jiàn)圖2,該情況可以采取補(bǔ)加工止裂孔、局部打磨等措施進(jìn)行修復(fù),但零件一次交檢合格率偏低,零件廢品率居高不下。
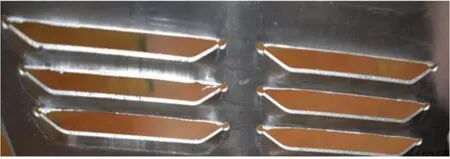
圖2 沖切不開(kāi)及裂紋情況
對(duì)于工裝而言,由于在成形時(shí)需要借助液壓機(jī)壓力和工裝結(jié)構(gòu)沖裁零件斷口并成形出加強(qiáng)結(jié)構(gòu),在成形3-5件零件后會(huì)使刀口損耗報(bào)廢,在需要滿足沖裁間隙足夠的前提下,工裝的生命周期遠(yuǎn)遠(yuǎn)不如一般的僅成形工裝。
2 研究方向及技術(shù)指標(biāo)
通風(fēng)板類零件結(jié)構(gòu)多為金屬薄壁鋁結(jié)構(gòu)[3]。針對(duì)通風(fēng)板類零件加工過(guò)程中存在成形困難、加工質(zhì)量差、生產(chǎn)周期長(zhǎng)、報(bào)廢率高等問(wèn)題,且延長(zhǎng)工裝的生命周期,對(duì)帶有通風(fēng)板特征的零件成形過(guò)程進(jìn)行改進(jìn)研究。通過(guò)不同的輔助加工結(jié)果比對(duì)分析從而得到最優(yōu)的工藝方法,進(jìn)而取締原有依靠孔定位、沖切工裝的加工方式,避免零件出現(xiàn)裂紋的風(fēng)險(xiǎn),實(shí)現(xiàn)通風(fēng) 板類零件精準(zhǔn)成形,提升零件質(zhì)量、延長(zhǎng)工裝使用壽命。
通過(guò)以往生產(chǎn)過(guò)程中出現(xiàn)的生產(chǎn)周期過(guò)長(zhǎng)及出現(xiàn)零件報(bào)廢等情況分析發(fā)現(xiàn),將對(duì)應(yīng)的切縫 在成形之前預(yù)先加工出來(lái),代替原有的工裝刀具切割的開(kāi)縫工序,對(duì)后續(xù)零件成形時(shí)工裝的 損耗有大幅度減緩,且能大幅度避免不適當(dāng)切割產(chǎn)生的裂紋,故新的工藝方案設(shè)計(jì)為增加數(shù)銑控銑刀銑切、線切割、激光切割等輔助加工,預(yù)先加工切縫。
這三種切縫加工方式在工業(yè)上已經(jīng)有較為廣泛和成熟的應(yīng)用,其中選取數(shù)銑控銑刀銑切主要考慮該加工方式在鋁合金切割應(yīng)用上最為常規(guī),對(duì)于大量重復(fù)性加工,該工藝成熟且效率較高;選取線切割主要考慮該加工方式對(duì)于窄縫加工優(yōu)勢(shì)大,切口平整,無(wú)須后續(xù)加工,但由于加工方式受限,加工效率待驗(yàn)證;選取激光切割主要考慮切割面光滑,無(wú)須后續(xù)加工,加工熱影響區(qū)等待驗(yàn)證。
優(yōu)化下料方式,即在止裂孔圓心之間預(yù)加工一道2mm縫隙。開(kāi)縫具體加工方式分為三類: 數(shù)控銑刀銑切、線切割、激光切割。技術(shù)指標(biāo):①外形加工公差正負(fù)0.5mm。②形面與工裝貼合間隙不大于0.5mm。③粗糙度要求Ra6.3。④確定最優(yōu)止裂孔尺寸(止裂孔一般給定范圍,以防止開(kāi)裂,范圍值為Φ5~8mm)。⑤加工周期至少縮短 20%。
3 實(shí)施方案
為優(yōu)化下料方式,需要先進(jìn)行以下前期工藝準(zhǔn)備:
完成基礎(chǔ)二維展開(kāi)數(shù)據(jù)集,局部視圖見(jiàn)圖3。
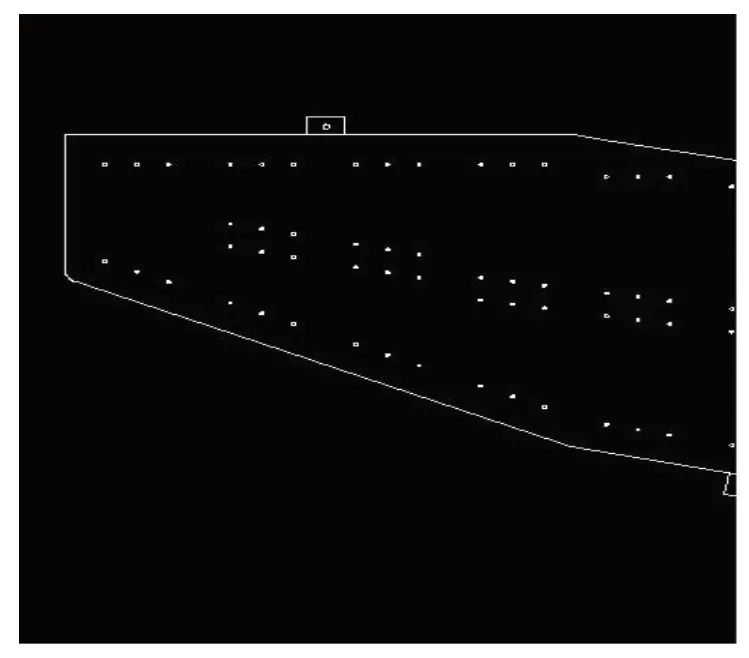
圖3 基礎(chǔ)二維展開(kāi)數(shù)據(jù)集局部視圖
確定實(shí)驗(yàn)所需的不同輔助工藝方式;數(shù)銑銑切,線切割銑切,激光銑切;按工裝實(shí)際 止裂孔位置進(jìn)行調(diào)整后得到理想狀態(tài)的開(kāi)縫后的基礎(chǔ)二維展開(kāi)數(shù)據(jù)集,縫隙寬度 2mm,局部視圖見(jiàn)圖4。
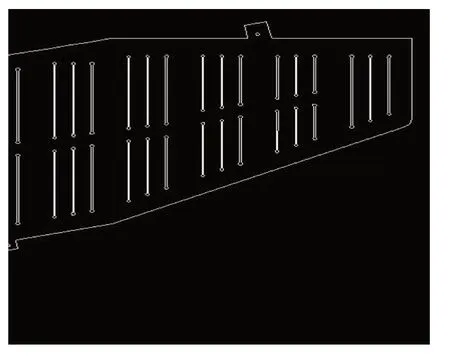
圖4 開(kāi)縫后的基礎(chǔ)二維展開(kāi)數(shù)據(jù)集局部視圖
確定實(shí)驗(yàn)時(shí)所需最佳止裂孔尺寸為研究范圍為Φ5~8mm。
確定實(shí)驗(yàn)所需的不同工藝方式:液壓成形。
4 實(shí)施結(jié)果及存在問(wèn)題
4.1 數(shù)控銑刀銑切
采用方式:數(shù)控銑刀銑切,局部效果見(jiàn)圖5。成形后的零件除表面質(zhì)量外,并無(wú)明顯 裂紋等缺陷。

圖5 數(shù)控銑刀銑切局部效果圖
存在問(wèn)題:在用銑刀開(kāi)縫的過(guò)程中,由于改工藝刀具材料受限,零件縫隙僅2mm 且數(shù)量較多,導(dǎo)致銑刀多次斷裂, 耗費(fèi)Φ2.7銑刀32根。零件表面有多道斷刀造成的劃傷,最深處超過(guò)0.3mm。加工單一零件總時(shí)長(zhǎng)超過(guò)24h,生產(chǎn)效率嚴(yán)重低下,且零件表面質(zhì)量較差。
4.2 線切割
采用方式:線切割,效果見(jiàn)圖6。成形后的零件除表面質(zhì)量、熱影響區(qū)外,并無(wú)明顯 裂紋等缺陷。

圖6 線切割局部效果圖
存在問(wèn)題:線切割因機(jī)床加工平臺(tái)尺寸過(guò)小,無(wú)法全面加工零件。且線切割加工過(guò)程較為煩瑣,鋁合金加工過(guò)程中電流需要最小,不適用與大型鈑金零件的大批量加工的生產(chǎn)任務(wù),制約產(chǎn)能。
4.3 激光切割
采用方式:激光切割,局部效果圖見(jiàn)圖7。將零件成形后,局部效果圖見(jiàn)圖8,成形后的零件除表面質(zhì)量、熱影響區(qū)外,并無(wú)明顯裂紋等缺陷。

圖7 激光切割局部效果圖
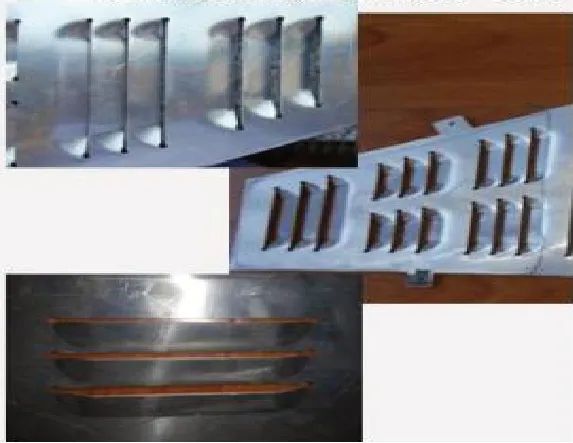
圖8 激光切割后成形局部效果圖
存在問(wèn)題:激光切割編程大約3分鐘,加工5分鐘/每件,加工過(guò)程中由于鋁合金表面反光,易造成光點(diǎn)跳動(dòng),熱影響區(qū)有波動(dòng),該波動(dòng)在要求范圍內(nèi)。
5 結(jié)束語(yǔ)
對(duì)比不同切縫方式所成形的零件效果發(fā)現(xiàn),采用數(shù)控銑刀銑切,由于刀具材料受限,對(duì)零件損傷較大,且生產(chǎn)效率上優(yōu)勢(shì)不大;采用線切割,由于設(shè)備和加工方式特點(diǎn),雖然零件表面較好,但是生產(chǎn)受限;采用激光切割,由于加工方式特點(diǎn),產(chǎn)前準(zhǔn)備時(shí)針對(duì)鋁合金表面 反光,需對(duì)設(shè)備進(jìn)行保護(hù),夾持設(shè)備需選用不導(dǎo)熱材料,生產(chǎn)過(guò)程中會(huì)產(chǎn)生熱影響區(qū),但熱影響區(qū)波動(dòng)范圍在技術(shù)要求范圍內(nèi),綜合來(lái)說(shuō)生產(chǎn)效率較高。
綜上,采用激光切割預(yù)先加工切縫,實(shí)現(xiàn)在后續(xù)液壓成形時(shí)得到通風(fēng)板類零件最終外形的工藝方法,可以取締原有依靠孔定位、沖切工裝的加工方式,避免零件出現(xiàn)裂紋的風(fēng)險(xiǎn),實(shí)現(xiàn)通風(fēng)板類零件精準(zhǔn)成形,提升零件質(zhì)量、延長(zhǎng)工裝使用壽命,縮短零件生產(chǎn)周期。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
