液體靜壓運動副的四軸聯動精密加工機床結構設計
2024-02-10 03:08:26趙惠英周春臨趙凌宇趙家寧
制造技術與機床 2024年2期
關鍵詞:變形
趙惠英 郝 磊 周春臨 薛 飛 趙凌宇 趙家寧
(①西安交通大學機械工程學院,陜西 西安 710049;②航空工業濟南特種結構研究所高性能電磁窗航空科技重點實驗室,山東 濟南 250023;③中國機械總院集團寧波智能機床研究院有限公司,浙江 寧波 315700;④北京微納精密機械有限公司,北京 100102)
大口徑光學元件是光刻機、高能激光器和高分相機等高端裝備光學系統中的重要零部件。隨著高端裝備性能的不斷提升,對光學元件的加工口徑和精度也提出了更高的要求[1-3]。例如,美國國家點火裝置所需的大口徑光學元件的尺寸≥400 mm×400 mm[4],元件的表面輪廓精度優于λ/3(λ=632.8 nm)[5];極紫外線光刻機的光學系統包括多個高精度、大口徑非球面和平面鏡,其低頻輪廓誤差精度至少為1 nm(RMS 值)[6]。
自20 世紀末,大口徑光學元件的加工逐步發展成“傳統加工工藝”+“超精密加工工藝”的組合形式。首先采用柔性切削等工藝,對光學元件坯料進行初加工;然后依次利用數控磨削和數控拋光等超精密加工工藝方法,使元件的輪廓誤差收斂至最高納米級精度水平,且表面粗糙度達到鏡面的效果[7]。
磨削加工作為大口徑光學元件的典型加工工藝,介于傳統的切削加工和超精密研、拋加工工藝之間,同樣實現了高速發展,需要具備米級尺寸的加工空間、微米級的加工精度以及高效的加工效率等特點。國內、外學者在磨削理論和工程應用方面開展了大量的研究工作,取得了豐富的成果[8-9]。例如,英國Cranfield 大學研制的OAGM2500 型數控磨床就是一種典型的超精密加工機床,機床的最大加工空間范圍為2 500 mm×2 500 mm×6l0 mm,可以完成米級口徑平面光學元件的超精密磨削加工,元件表面的輪廓精度達到1 μm(平面度RMS 值)[10]。可見更大的加工口徑和更高的加工精度是超精密磨削加工機床的主要發展方向。
本文針對?900 mm 口徑光學元件的磨削加工需求,設計了一種采用液體靜壓運動副的四軸聯動超精密磨削加工機床,分析了機床的主要構型,進行了主要運動部件的精度分配,完成了基于液體靜壓運動副的四運動軸系的設計方案,最后進行了光學元件磨削加工工藝實驗。
1 機床的主機結構設計
根據《863 課題技術研究報告》提出的研究目標,即要求磨削的非球面元件尺寸大于?900 mm、磨削面形精度(peak to valley,PV)小于5 μm 和1 μm(RMS 值)[11],對大口徑超精密磨削機床的主要結構進行分析和設計:采用龍門式構型滿足大尺寸零件磨削要求;主軸系統導軌副采用液體靜壓運動副提高單元部組件運動精度,同時,減小元件加工過程中的亞表面損傷層深度;床身等基礎件采用天然花崗巖,提高機床的結構熱穩定性[12]。
1.1 主機構型
研制的“大口徑超精密數控非球面銑磨機床(UAG900)”的總體設計方案和實物照片如圖1所示。機床結構為立式龍門結構,橫梁和Z軸部件采用對稱設計。機床床身和立柱采用整體的天然花崗巖材料,可保證高剛度、高穩定性和抗振動衰減能力。

圖1 大口徑超精密數控非球面銑磨機床UAG900 的示意圖和現場照片
機床主軸軸系是外購的液體靜壓主軸,采用內裝同步電機驅動。機床直線運動軸X、Y和Z軸均采用液體靜壓導軌副技術,能夠實現高剛度的承載和高精度的運動控制;X和Y軸采用T 型直線電機驅動,Z軸采用伺服電機和高負荷精密滾珠絲杠驅動,三軸均采用高精度光柵線位移傳感器進行全閉環控制,可以實現高定位精度。機床采用研制的液體靜壓轉臺,內裝力矩電機驅動和高精度光柵編碼器反饋。
當機床加工對稱非球面時,X軸、Z軸和轉臺聯動進行超精密磨削加工。機床配置了砂輪修整器,可以根據加工零件的特征要求,對砂輪進行精細修整,保證零件的加工精度。
1.2 精度設計與分配
UAG900 的總體設計目標是磨削精度小于5 μm(PV 值)。機床磨削過程中參與外輪廓磨削面形的主要誤差要素包括:承載零件的轉臺跳動誤差A1、承載轉臺的X軸導軌副的直線度誤差A2、X軸導軌副有關的床身基礎件變形誤差A3、承載砂輪的砂輪主軸軸系跳動誤差A4、Z軸導軌副直線度誤差A5、Y軸導軌副直線度A6、橫梁立柱變形誤差A7、橫梁立柱有關的床身變形誤差A8、砂輪在磨削過程中磨損造成的誤差A9、其他工藝性誤差A10。
根據方根和誤差合成理論,機床磨削的綜合誤差δ可以表示為[13]
根據總體設計目標, δ應小于5 μm。在各項誤差要素中,A1~A8屬于機床構成要素造成的誤差AJ,A9、A10為磨削工藝要素造成的誤差。
首先,砂輪磨削過程是砂輪外輪廓不斷磨損的過程,即使機床設計有砂輪修整機構,但是,磨損造成的砂輪外輪廓形狀誤差控制在1μm 之內還是有一定困難的。除此之外,還有其他工藝性誤差A10具備一定隨機性。
因此,為保證磨削面形精度指標的實現,考慮目前制造技術的能力,轉臺跳動A1、X軸導軌副直線度A2、砂輪主軸軸系跳動A4、Z軸導軌副直線度A5、Y軸導軌副直線度A6等精度應盡量提升。UAG900 將采用超精密液體靜壓運動副,提高運動精度,為整體磨削精度提升奠定基礎。
根據目前制造能力,機床各單項誤差分配如下:轉臺跳動A1為0.1 μm、砂輪主軸軸系跳動誤差A4為0.1 μm、X軸導軌副直線度A2為1 μm、Z軸導軌副直線度A5為1 μm、Y軸導軌副直線度A6為1 μm;根據多年以來的實際使用經驗積累,床身基礎件變形穩定性A3為0.1 μm、橫梁立柱變形誤差A7和橫梁立柱有關的床身變形誤差A8各為0.1 μm。根據式(1),機床構型的綜合誤差AJ可以表示為
將A1到A8的分配結果代入式(2)中,可以計算出UAG900 機床的構型綜合誤差AJ為1.75 μm。考慮到砂輪工作狀態時的磨損誤差A9和其他工藝性誤差A10的隨機性,機床構型要素造成的設計綜合誤差AJ應該盡可能地控制得更高。
2 關鍵部件設計
2.1 設計原則
實現超精密磨削的關鍵在于實際磨削深度穩定小于脆性材料的臨界切削深度,而脆性材料的臨界切削深度一般為亞微米量級。對于加工設備而言,當切削深度需要穩定小于亞微米量級時,剛性的機床實質上已經變成了柔性體,機床的剛度與其精度具有同等重要的作用。因此,機床剛度的保證,熱變形的控制是UAG900 機床關鍵零部件設計的關鍵因素。
高精度設計:機床的主要運動部件采用高精度設計方案,導軌副直線度要求小于1 μm,主軸軸系和轉臺的跳動誤差小于0.1 μm。
高剛度設計:提高UAG900 機床剛度的關鍵在于運動軸的布局和各部件的結構設計,設計時盡量減少運動軸數量、采用緊湊的結構、減小運動部件的質量。
熱變形誤差控制:熱變形誤差是機床的主要誤差源之一,約占零件加工誤差的40%~70%。減小機床熱變形誤差有主動控制和補償兩種方法,UAG900 機床設計時,主要采用主動控制的方法來減小其熱變形誤差。首先機床安置在恒溫房間,恒溫精度為±0.5 ℃。其次對關鍵零部件進行恒溫控制,控制精度是±0.1 ℃。最后,采用幾何結構對稱性和熱源對稱性布置設計方法,實現結構的熱穩定性,降低關鍵零部件結構的熱敏感性,減少熱誤差對關鍵零部件精度的影響。
2.2 X 軸部件設計
2.2.1 結構設計
X軸帶動轉臺和砂輪修整器運動,特性要求包括:①高精密直線運動精度,包括導軌副的運動直線度和導軌副的擺動誤差;②點和工件接觸點位置的精確穩定控制,是實現加工工件超精密面形精度的必要條件;③導軌副具有高阻尼可以減少加工過程中的顫振,對于超精密非球面鏡加工而言,該項技術指標的提高可以抑制亞表面損傷。
T 型全封閉液體靜壓導軌副:X軸采用了超精密全封閉液體靜壓導軌副,以保證上述的兩種特性。圖2 所示為X軸的結構模型示意圖。采用該形式的直線導軌副可以提高液體靜壓導軌副的裝配工藝性,導軌副的壓條為花崗巖材質,便于加工,并可以通過研磨達到很高的精度。承載導軌面的間距很小,可以最大程度降低兩導軌面之間的阿貝誤差;光柵線位移傳感器的安裝位置貼近導向導軌,最小化了測量系統的阿貝誤差。
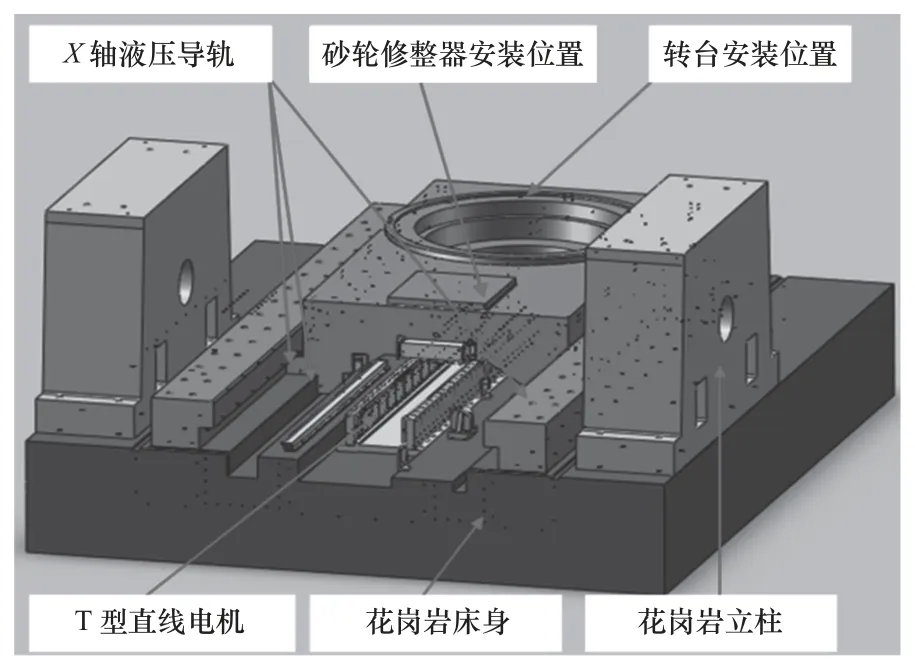
圖2 X 軸導軌副及電機驅動布局圖
T 型雙直線電機驅動:采用直線電機驅動可以減少傳動結構,減小機械誤差。但平板直線電機的次級和初級之間存在吸力,吸力會造成溜板的變形,影響X軸的精度。吸力也相當于X軸的一個外載,會影響X軸的運動特性。為消除上述兩種缺陷,采用了一種T 型布置的直線電機,如圖2所示,兩直線電機對稱布置,可以抵消次級與初級之間的吸力。
天然花崗巖床身:床身采用天然花崗巖材質,床身尺寸為2 600 mm×3 100 mm×550 mm,天然花崗巖的穩定性好。
2.2.2X溜板仿真分析
X溜板的靜態變形仿真分析如圖3 所示,溜板的最大變形為1.4 μm,該數據是X軸誤差分配的基礎。
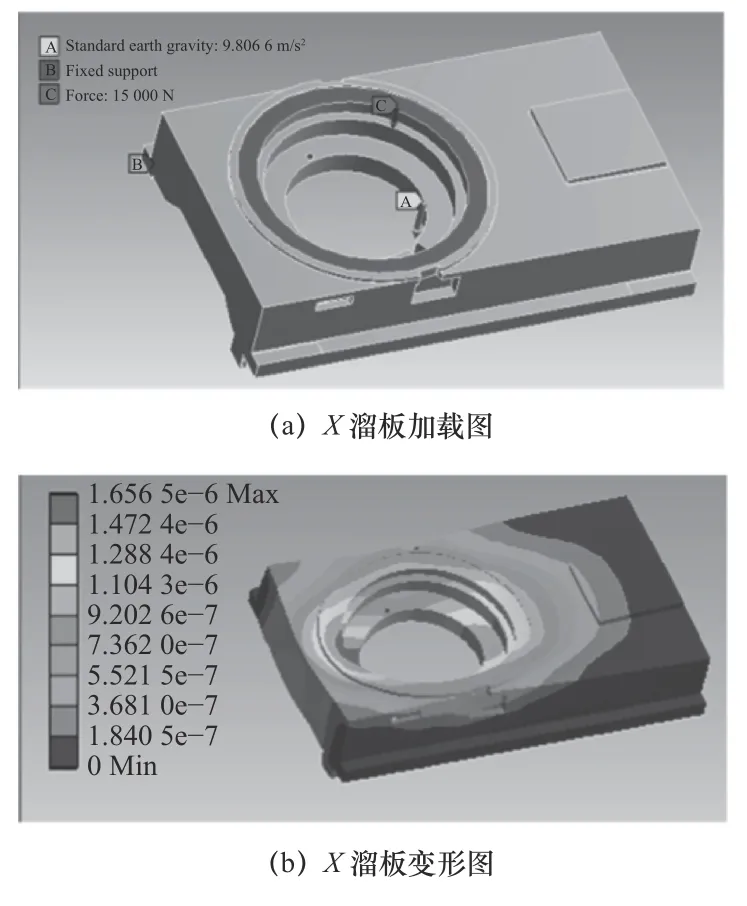
圖3 X 溜板的靜態仿真分析
X溜板的模態分析如圖4 所示,由分析結果可知溜板的一階固有頻率為17 755 Hz,遠高于機床的可能共振頻率,即砂輪主軸的切削頻率,約為75 Hz。

圖4 X 軸溜板模態分析
2.3 Y 軸部件設計
2.3.1 結構設計
Y軸系的設計關鍵包括高直線運動精度和最小化撓曲變形。Z軸部件連接在Y軸溜板上,Y軸的直線運動誤差會成比例地傳遞為工件面形誤差。保證Y軸的精度,可以提高砂輪切削點的位置控制精度。橫梁的撓曲變形會造成砂輪切削點偏擺,改善橫梁的強度,尤其是傾覆擺動,可以提高砂輪切削點的位置控制精度。
針對上述兩點要求采用了以下三種方法,來提高Y軸的運動精度,以減小對Z軸造成的關聯誤差,結構模型和裝配現場如圖5 所示。

圖5 Y 軸結構方案和裝配現場照片
(1)花崗巖橫梁:橫梁采用了天然花崗巖材質,保證橫梁的強度,橫梁的截面尺寸為1 000 mm×1 000 mm。
(2)45°斜梁結構:采用斜梁結構可以改善Y軸導軌條受力狀態,提高精度穩定性。
(3)雙直線電機驅動:與X軸設計方案類似,采用了一種T 型布置的直線電機,如圖5 所示,兩直線電機對稱布置,可以抵消次級與初級之間的吸力。
2.3.2Y軸橫梁仿真分析
圖6 所示為橫梁的自重變形云圖,在自重的影響下,橫梁中心位置的撓曲變形量為1.5 μm。

圖6 橫梁的自重變形云圖
根據設計方案,Z軸的懸伸部分會使得橫梁產生扭轉變形,進而影響Y向的運動精度。因此,利用配重裝置,平衡Z軸懸伸部分的重量,避免橫梁扭轉變形的產生,如圖7 所示,橫梁的扭轉變形基本實現了消除。

圖7 配重后Z 軸變形示意圖
2.4 Z 軸部件設計
Z軸部件是UAG900 機床的關鍵部件,其綜合性能的高低直接影響到被加工光學元件的質量。機床Z軸部件的功能是實現豎直方向的高精度、高剛度和穩定性進給運動。機床Z軸部件包括直線進給系統、液體靜壓導軌、測量反饋系統和Z軸平衡系統,設計方案如圖8 所示。
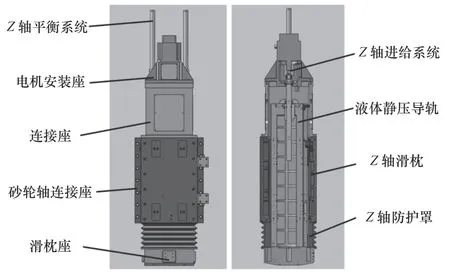
圖8 Z 軸部件結構布局圖
2.4.1 機床Z軸直線進給系統設計
針對機床Z軸直線進給系統的特點,運動元件在豎直方向運動,受到自身重量和外界載荷作用,同時Z軸為機床加工誤差的敏感方向,要求具有高定位精度、剛度以及安全可靠性。因此,Z軸采用伺服電機驅動精密滾珠絲杠副的間接進給系統,如圖9 所示。

圖9 機床Z 軸進給系統的構成
2.4.2 液體靜壓導軌副設計
Z軸系的液體靜壓導軌副采用方形滑枕設計,方形滑枕在抵抗任意方向外載荷變形方面優于矩形滑枕,并且方形滑枕具有更高的固有頻率,動態特性優于矩形滑枕。與其對應的液體靜壓導軌座也為閉式方箱結構,其組成的閉式液體靜壓導軌副具有良好的整體對稱性和熱穩定性。Z軸液體靜壓導軌副結構如圖10 所示,主要由方形滑枕座、滑枕座蓋板、方形滑枕、液體靜壓塊以及液壓塊調整裝置組成。

圖10 方箱型閉式液體靜壓導軌副結構
2.4.3 機床Z軸平衡系統設計
Z軸采用自動補償平衡系統進行運動質量平衡,如圖11 所示。該自動補償平衡系統利用蓄壓器原理,控制油壓缸跟隨Z軸運動部件上升下降,實現平衡運動重量,達到提高進給系統動態特性的目的。

圖11 自動補償平衡系統原理圖
2.4.4Z軸閉式方箱結構靜力學分析
Z軸滑枕和液體靜壓塊之間通有高壓油膜。由于油膜厚度只有20 μm,因此閉式方箱結構受到油膜壓力發生的彈性變形極易造成油膜厚度的變化,進而影響Z軸液體靜壓導軌副的靜態性能。閉式方箱的總位移變形、X/Y/Z 這3 個方向的位移變形以及應力和應變值的仿真結果如圖12 所示。

圖12 閉式方箱靜力學分析結果
圖12 中,總位移變形(圖12b)顯示最大變形值為9.923 9 μm,位于滑枕座蓋板下端面兩液體靜壓塊中間。從圖12d、圖12e、圖12f 看出,單個方向的總位移變形小于9.9 μm,最大位移變形發生的位置不在液體靜壓軸承支承的位置處,因此機械結構具有較好的剛度。
2.5 精密液體靜壓回轉工作臺
2.5.1 結構設計方案
精密液體靜壓回轉工作臺軸承軸向采用閉式平面結構(圖13),徑向采用柱面結構,節流方式為薄膜反饋節流。回轉工作臺安裝在溜板內,降低了機床的整體高度,提高了機床整體的穩定性。該方案的主要特點是:①避免了中心軸較長為加工帶來的難度;②減小中心軸工作時的變形,且電機轉子發熱對中心軸的影響較小;③避免中心軸較長在電機啟動時伸出端出現甩動。

圖13 高精度液體靜壓回轉工作臺結構示意圖
2.5.2 回轉工作臺關鍵部件的加工工藝
軸承在回轉工作臺中起著非常重要的作用,其性能直接影響回轉工作臺精度。因此液體靜壓軸承及其配合件的加工,必須滿足設計要求。為了避免軸承面的接觸從而導致軸承損壞,需要保證零件的精度,平面度等綜合因素。靜壓腔在任何位置,其封油邊的油膜厚度的變化要小于0.018 mm,以此保證最佳的平行油膜厚度。所有靜壓腔封油邊及配合面的誤差要在0.006 mm 以內,PM-Flow 節流器接合面的平面度在0.006 mm 以內,表面質量Ra1.6 μm,徑向軸承的圓柱度在0.006 mm 以內。
2.5.3 關鍵部件設計
驅動方式:回轉工作臺采用力矩電機驅動,由于負載是嚴格與電動機相同步的,由傳輸部分產生的錯誤就被消除。電機采用西門子1FW61900VB052JC2扭矩電機(圖14)。

圖14 轉臺電機結構示意圖
測量反饋:轉臺選擇海德漢角度編碼器RCN-829,執行速度和位置反饋。該角度編碼器帶有內置軸承、空心軸和內置定子聯軸器,具有出色的動態特性。
支撐軸承:轉臺的軸向支撐為平面(圖15),采用閉式結構,均布6 個油腔,適合重載、載荷不均勻的場合。徑向支撐采用靜壓柱面,均布6 個油腔,該結構的優點是避免了受載后,油腔間的串流。

圖15 轉臺靜壓盤
3 工藝試驗
3.1 高精度液體靜壓回轉工作臺的調試
為了保證高精度液體靜壓回轉工作臺安全正常地工作,在工作前,對回轉工作臺進行精度試驗,如圖16 所示。
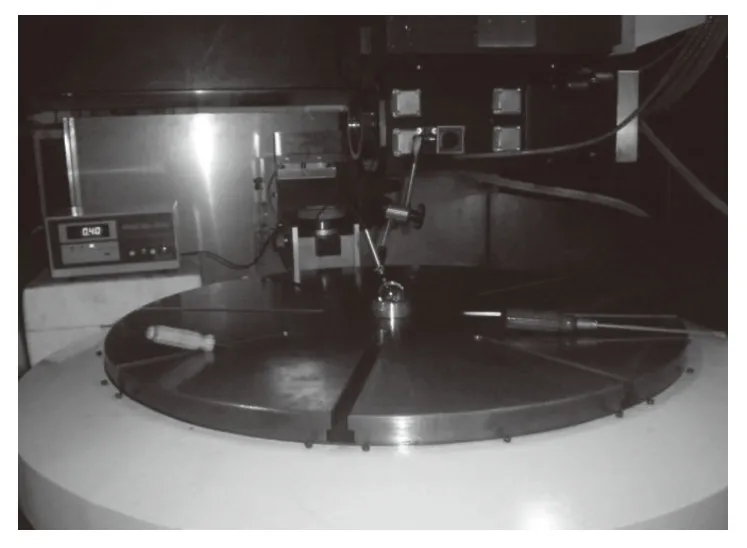
圖16 回轉工作臺精度試驗
回轉工作臺精度實驗結果及分析:在得到實驗數據后,分別通過4 種方法進行誤差評定,得到的軸向、徑向圓度誤差結果即為回轉工作臺的軸向、徑向誤差(圖17)。

圖17 回轉工作臺徑向誤差
通過4 種方法評價,回轉工作臺的徑向誤差分別為0.063 μm、0.074 μm、0.060 μm、0.057 μm。
3.2 機床主要技術指標檢測結果
依據國家標準,對機床的主要技術參數進行了檢測,均優于設計要求,檢測結果見表1。

表1 機床主要技術指標檢測結果
3.3 UAG900 機床的工藝試驗
利用研制的UAG900 進行磨削試驗,采用一種大口徑非球面元件超精密銑磨工藝方法,進行加工路徑規劃和工藝參數優化。
3.3.1 砂輪軌跡描述
(1)對稱非球面鏡:對稱非球面鏡采取圖18所示的砂輪進刀模式進行磨削試驗。

圖18 砂輪進刀示意圖
(2)離軸非球面鏡:離軸非球面的加工包括插補法和展成法兩種,展成法適用于加工對稱小口徑的離軸非球面鏡,同時對工件的安裝要求也較高。對于大口徑的離軸非球面鏡,采用三軸插補法進行加工比較合適。
UAG900 可以采用兩種插補方式進行離軸非球面鏡的加工,即直線插補和極坐標形式插補。離軸非球面的路徑是首先將離軸非球面離散為有限個數據點,然后通過路徑規劃形成一條空間曲線;通常軌跡在XOZ面的投影為規則的直線或曲線,如螺旋線或同心圓,如圖19 所示。
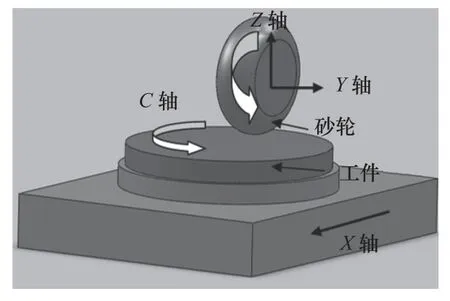
圖19 UAG900 加工示意圖
3.3.2 磨削試驗結果
機床的磨削精度通過磨削一塊尺寸為380 mm×541 mm 的微晶玻璃進行了驗證,采用了樹脂金剛石砂輪進行球面插補磨削,磨削的面形精度為±0.471 μm(RMS 值),±2.45 μm(PV 值),表面粗糙度Ra<0.3 μm。面形精度的檢測在中國計量科學研究院的萊茨三坐標測量機上完成(圖20)。

圖20 磨削后檢測效果示意圖
4 結語
本文針對大口徑光學元件高精度面形精度的磨削工藝要求,進行了超精密磨床UAG900 的研制,在精度分配的基礎上,完成了機床整機結構設計的工作,主要結論如下:
(1)機床的X/Y/Z直線導軌和精密回轉工作臺均采用液體靜壓摩擦副支撐,X/Y直線導軌和精密回轉工作臺采用直線電機和力矩電機直驅的方式,Z軸采用高精度絲杠副傳動。
(2)機床X/Y/Z直線導軌的定位精度分別是1.264 μm/1 000 mm、1.031 μm/750 mm 和0.834 μm/350 mm,重復定位精度分別是0.349 μm/1 000 mm、0.208 μm/750 mm 和0.197 μm/350 mm。回轉工作臺的徑向和軸向跳動分別是0.063 μm 和0.076 μm。
(3)機床加工380 mm×541 mm 的微晶玻璃,磨削的面形輪廓精度RMS 值和PV 值分別為±0.471 μm 和±2.45 μm,加工表面粗糙度Ra0.3 μm。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
