高精度工具磨床電主軸精度超差的原因及解決措施
2024-02-10 03:09:02黃毅
制造技術(shù)與機床 2024年2期
黃 毅
(廈門金鷺特種合金有限公司,福建 廈門 361024)
五軸數(shù)控工具磨床是現(xiàn)代生產(chǎn)中不可缺少的一種重要生產(chǎn)設(shè)備,是用于整體硬質(zhì)合金刀具磨削的關(guān)鍵設(shè)備。高精密電主軸作為五軸數(shù)控工具磨床的核心功能部件,其功能是帶動砂輪旋轉(zhuǎn),實現(xiàn)高速精密加工,其精度好壞直接關(guān)系到產(chǎn)品的優(yōu)良程度。然而目前我國中、高端五軸數(shù)控工具磨床的電主軸幾乎依賴進口,嚴重制約了高檔數(shù)控工具磨床的技術(shù)發(fā)展,因此高性能電主軸的研發(fā)近年來備受關(guān)注。
國外發(fā)達國家對高速電主軸技術(shù)研究較早,且具備優(yōu)良的電主軸專業(yè)生產(chǎn)廠家。雖然我國的電主軸技術(shù)已經(jīng)取得較大的進展,但是不論在產(chǎn)品的質(zhì)量和產(chǎn)品的性能等方面與發(fā)達國家仍然存在不小的差距。在實際應(yīng)用中,國產(chǎn)電主軸可靠性低、使用壽命短,平均無故障間隔時間與國外相差幾乎1 倍。
筆者公司現(xiàn)有某品牌五軸數(shù)控工具磨床43 臺,均配套使用某國產(chǎn)品牌電主軸,在使用的3~4 年間,因電主軸精度超差導致故障維修或者直接更換電主軸合計20 余次,電主軸使用壽命短,維修及更換成本高。針對某國產(chǎn)品牌電主軸在實際應(yīng)用中存在精度易超差的問題,研究該電主軸的不足之處,從而改善電主軸的使用性能,降低電主軸維修及更換成本。
1 試驗方法及內(nèi)容
1.1 試驗條件及內(nèi)容
把室溫控制在26±1 ℃,車間濕度控制在55%~60%的工況下,先對電主軸進行精度檢測,了解電主軸現(xiàn)有的精度和拉刀力狀態(tài);當電主軸精度超差或拉刀力不足時,對電主軸進行拆解,以進一步查找造成電主軸精度超差和拉刀力不足的原因,并根據(jù)檢測結(jié)果著重對發(fā)現(xiàn)的問題進行解決,電主軸參數(shù)及精度要求見表1,其結(jié)構(gòu)如圖1 所示。

圖1 電主軸的結(jié)構(gòu)示意圖
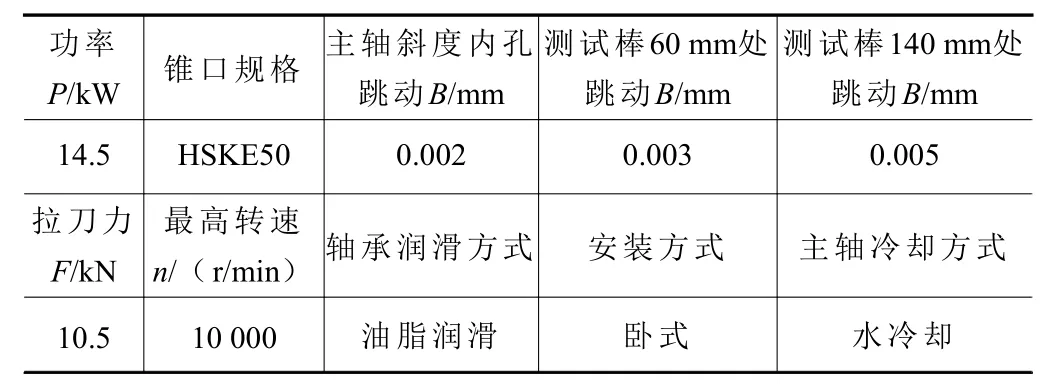
表1 電主軸參數(shù)及精度要求
1.2 電主軸的性能指標檢測
電主軸是一套組件,包括刀柄接口、拉刀機構(gòu)、軸芯、軸芯前后軸承組系統(tǒng)、冷卻系統(tǒng)、密封系統(tǒng)、液壓單元和松夾刀位置檢測傳感器等。其所涵蓋的技術(shù)指標和參數(shù)很多,但多數(shù)參數(shù)是電主軸制造商出廠檢測和標定使用的參數(shù)[1],對于終端用戶主要測試電主軸的徑向回轉(zhuǎn)精度。電主軸徑向回轉(zhuǎn)精度檢驗,采用千分表、在電主軸的低轉(zhuǎn)速區(qū)(≤100 r/min)對電主軸錐孔的徑向和端面跳動進行檢驗,錐孔和端面的允差均≤0.002 mm。為進一步驗證電主軸錐孔壁與刀具接口錐面的貼合程度,可分別使千分表指在HSK50E-200L 測試棒B點60 mm 和A點140 mm處,旋轉(zhuǎn)電主軸,記錄千分表讀數(shù),電主軸的徑向允差分別為0.003 mm/60 mm 和0.005 mm/140 mm,圖2 顯示了檢測的方法。
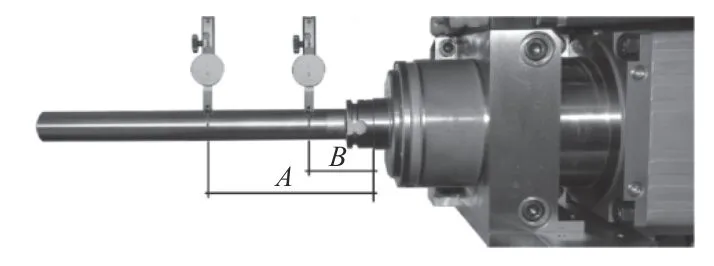
圖2 電主軸徑向回轉(zhuǎn)精度檢驗
根據(jù)電主軸的維修情況及相關(guān)電主軸技術(shù)標準,采用KELCH 主軸拉刀力檢測儀檢測電主軸拉刀力大小,拉刀力標準值為10.5±1 kN,采用KELCH 主軸錐度規(guī)HSK50 檢測電主軸內(nèi)錐孔錐面是否存在磨損,間隙值±0.003 mm,采用NSK A10 便攜式振動分析儀檢測軸承振動,振動值≤2.0 mm/s2。
2 回轉(zhuǎn)精度誤差產(chǎn)生的原因分析
2.1 電主軸徑向回轉(zhuǎn)精度誤差產(chǎn)生的原因
電主軸徑向回轉(zhuǎn)精度誤差是指電主軸在回轉(zhuǎn)過程中實際回轉(zhuǎn)軸線相對于理想回轉(zhuǎn)軸線的漂移[2]。根據(jù)電主軸結(jié)構(gòu)和常見故障問題分析,造成電主軸產(chǎn)生徑向回轉(zhuǎn)精度誤差的部位主要是回轉(zhuǎn)部件和拉刀機構(gòu);而回轉(zhuǎn)部件產(chǎn)生徑向回轉(zhuǎn)精度誤差的主要原因是軸芯磨損或變形、電主軸接口的磨損、軸承磨損產(chǎn)生徑向間隙;拉刀機構(gòu)產(chǎn)生徑向回轉(zhuǎn)精度誤差則是因為碟簧的損壞,導致拉刀力衰減。根據(jù)徑向回轉(zhuǎn)精度誤差產(chǎn)生的部位和原因,對電主軸進行拆解,分析電主軸故障率高且使用壽命短的原因。
從拆解后的情況看,軸芯前端的精密軸承位置出現(xiàn)明顯的跑圈磨損痕跡,如圖3、圖4 所示前端精密軸承組有明顯的進油污染痕跡,拆解前測得前端軸承在轉(zhuǎn)速8 000 r/min 以內(nèi),振動值>2.0 mm/s2。內(nèi)部拉力碟形彈簧有明顯的液體污染,且出現(xiàn)破裂,拆解前檢測的實際拉力值為6.6 kN,明顯低于主軸的標準拉刀力10.5±1 kN,如圖5 和圖6 所示。因軸芯出現(xiàn)磨損,且電主軸前端軸承及拉桿碟簧受污染,使得電主軸前端軸承失效和拉刀力衰減過快,故需對軸芯材質(zhì)及熱處理工藝、電主軸前端密封結(jié)構(gòu)和拉刀機構(gòu)進行分析。

圖3 軸芯前端軸承位置

圖4 前軸承組進油污染

圖5 碟形簧片受外界污染

圖6 拉刀力不足出現(xiàn)跑圈磨損
2.2 電主軸軸芯材質(zhì)及熱處理工藝分析
采用S-3700N(日立) 掃描電鏡的能譜分析檢測軸芯表層材料和定性分析芯部材料的元素成分,判斷是否有為防銹而在軸芯材料表面做鍍層處理。能譜分析檢測出的主要元素為Fe 和C 及其含量推測,軸芯材料表層沒有經(jīng)過鍍層處理。且軸芯為鐵基材料,表層的C 含量高于芯部。
為進一步確認鐵基材料的牌號,采用力克(LECO)CS844 碳硫儀對軸芯芯部鐵基材料內(nèi)的碳元素以及采用賽默飛ICP PE500 對鐵基材料的其他化學元素進行定量分析,從表2 的分析結(jié)果可以推測鐵基材料為40Cr。

表2 40Cr 化學成分與ICP 檢測結(jié)果比對
對軸芯的材料性能進行分析,從圖7 所示的軸芯上3 個具有代表性的位置(錐孔、軸承位、任意位置)處各取1 樣,并采用蔡司金相顯微鏡AXIO Imager A2m 對樣品進行微觀組織觀察,3 個位置處的微觀組織從外層到內(nèi)部均為:滲碳層、片狀馬氏體和鐵素體+馬氏體,測得錐孔處的滲碳層深度為1.2 mm,軸承位和任意位置處的滲碳層深度為0.8~0.9 mm,如圖8~圖10 所示。

圖7 軸芯上取樣位置

圖8 滲碳層組織(×50)示意圖

圖9 片狀馬氏體組織(×200)

圖10 鐵素體+馬氏體組織(×200)
采用Wilson RB2000R 洛氏硬度計檢測出軸芯滲碳層表層硬度為60 HRC,芯部硬度28 HRC,說明滲碳后的軸芯材料表面硬,里層強韌,能滿足電主軸工作條件的要求。
五軸數(shù)控工具磨床在使用中經(jīng)常需要自動裝卸砂輪,且采用氣壓自動裝卸砂輪時,砂輪桿中心對電主軸接口中心難免存在微量不同心,易使電主軸接口錐孔或端面產(chǎn)生局部微量塑形變形,從而影響砂輪桿與電主軸接口的接觸,因此電主軸接口錐孔表面必須具有一定的耐磨性和承受一定的沖擊力。電主軸接口與旋轉(zhuǎn)軸芯設(shè)計為一體結(jié)構(gòu),因軸芯制備工藝復雜且成本高,故期望軸芯在使用過程中的壽命長,為降低因電主軸錐口磨損而使整根旋轉(zhuǎn)軸芯報廢,錐孔的耐磨性要高于與其頻繁接觸的砂輪桿。
故選取砂輪桿上需經(jīng)常與電主軸錐孔反復接觸的接縫材料進行分析,同理可推測出砂輪桿的材料為60Cr3,滲碳層深度0.9~1.0 mm,滲碳層表層硬度為53~54 HRC。而軸芯錐孔表面硬度可達60 HRC,高于砂輪桿硬度53~54 HRC,且滲層深度為1.2 mm,能承受刀柄的沖擊和具有一定的耐磨性能,對砂輪桿與電主軸錐孔的接觸影響較小。
選擇與軸芯配合的軸承內(nèi)圈進行材質(zhì)分析,同理推測軸承內(nèi)圈的材料為GCr15,內(nèi)部微觀組織均為高溫回火馬氏體,材料表層硬度為63 HRC。選用不同軸承材料,對主軸軸頸的硬度要求不同,電主軸是由鋼制軸承支撐時,就必須具有更高的表面硬度[3],而本文電主軸的軸芯表面硬度60 HRC 小于軸承內(nèi)圈的表面硬度63 HRC,致使軸芯較軸承內(nèi)圈而言,更容易磨損,故當軸承和軸芯受外界污染而造成其配合面發(fā)生摩擦磨損時,軸芯表面產(chǎn)生了跑圈磨損。
2.3 電主軸前端密封結(jié)構(gòu)分析
在高速強力磨削時,為防止加工工件過熱,所用的磨削油流量和沖擊力都很大,電主軸前端如果沒有好的防油措施,很難適應(yīng)如此惡劣的工作環(huán)境,通常選用多種防油措施來加強其密封性。
根據(jù)圖11 電主軸密封結(jié)構(gòu)分析,電主軸前端采用的是迷宮密封[4],先是利用前端端蓋和大端端蓋擋住絕大部分飛濺到主軸前端的磨削油,再利用前端端蓋與大端端蓋配合形成第一道迷宮密封,接著,密封環(huán)起到第二道密封的作用,其上設(shè)計的凹槽可收集第一道迷宮密封泄漏進來的磨削油,并將泄漏進來的磨削油通過大端端蓋下方的泄流口排出外部。密封環(huán)與隔圈配合間隙間形成了第三道密封,隔圈與大端端蓋間的配合形成了第四道迷宮密封,多道迷宮密封的組合,使電主軸具有良好的機械密封結(jié)構(gòu)。

圖11 電主軸前端
電主軸除采用迷宮密封外,還采用氣密封來進一步加強其密封性。通過通入壓力0.2~0.25 mbar且經(jīng)過濾精度為5 μm 的濾芯過濾后的干凈干燥的壓縮空氣,壓縮空氣沿著迷宮密封走向由內(nèi)向外吹氣,來防止外界磨削油進入電主軸內(nèi)部,氣密封通道如圖12 所示。從上述電主軸前端密封組合形式看,電主軸已具有良好的密封性能。但電主軸拆開后,主軸軸承和拉力機構(gòu)的碟簧上卻有明顯進油污染的痕跡,與密封設(shè)計所應(yīng)達到的密封效果不符。經(jīng)過排查發(fā)現(xiàn),氣密封通入的壓縮空氣氣壓為0.04 MPa<0.2 mbar,導致氣密封功能未起到良好的密封效果。

圖12 氣密封的吹氣路徑密封形式
2.4 拉刀機構(gòu)分析
拉刀機構(gòu)是實現(xiàn)自動換砂輪功能的關(guān)鍵零部件[5],拉刀機構(gòu)在拉刀時,由碟形彈簧產(chǎn)生拉緊力,當?shù)螐椈沙霈F(xiàn)破裂,電主軸出現(xiàn)拉刀力不足,如圖13 所示拉刀機構(gòu)上的碟形彈簧出現(xiàn)破裂。如圖14 所示的電主軸拉刀機構(gòu)設(shè)計有O 型密封圈密封及由軸芯內(nèi)向外吹氣的氣密封作用,防止磨削油及油內(nèi)的鎢粉通過主軸接口進入到拉刀機構(gòu),從而附著在碟簧上,加大碟形彈簧動作時的阻力,降低碟形彈簧使用壽命。然而因主軸錐面清潔的氣壓為0.02 MPa<0.2 MPa,導致機床內(nèi)部的磨削油通過主軸接口直接進入到拉刀機構(gòu),O 型密封圈長期與具有腐蝕性的磨削油接觸,使得O 型密封圈變質(zhì)失效,磨削油進入拉刀機構(gòu)內(nèi)部,使碟形彈簧受到污染,導致拉刀力衰減過快。

圖13 碟形彈簧破裂

圖14 碟形彈簧污染源來源渠道示意圖
2.5 改進措施
(1)原電主軸的軸芯材料為40Cr,經(jīng)熱處理后表層硬度為60 HRC,低于軸承內(nèi)圈的表層硬度63 HRC。為提升軸芯的耐磨性能,軸芯材料可選用屬于中淬透性合金鋼的軸承鋼GCr15,其油淬臨界厚度為25 mm,具有高而均勻的硬度和耐磨性,高的彈性極限和接觸疲勞強度,以及足夠的韌性。在特制的熱處理工藝下,可獲得表層硬度為70~72 HRC,組織為針狀馬氏體+少量殘奧+碳氮化物析出(白色,均勻分布),如圖15 所示。

圖15 GCr15 熱處理后的組織
(2)提升氣密封壓力值設(shè)定至0.2 MPa,并確保壓縮空氣的過濾系統(tǒng)濾芯無堵塞。
(3)拉刀系統(tǒng)采用雙螺旋彈簧機構(gòu)來替代原有的組合式碟簧機構(gòu)。雙層螺旋彈簧由兩個扁線壓縮彈簧組成,通過螺旋互相擰緊,來實現(xiàn)與碟形彈簧組相似的截面,同時為單一組件設(shè)計,沒有拆分為單獨的片狀,避免了傳統(tǒng)碟簧組使用過程中的錯位現(xiàn)象及破裂帶來的風險,如圖16 所示。

圖16 組合式碟簧與雙螺旋彈簧的機構(gòu)示意圖
2.6 改進后實際應(yīng)用效果
應(yīng)用改善后的電主軸經(jīng)2 年的使用測試,其徑向允差分別為0.001 mm/60 mm 和0.003 mm/140 mm,拉刀力保持在10.2 kN,刀具接口錐面間隙值0.001 mm,前端軸承在轉(zhuǎn)速8 000 r/min 以內(nèi),震動值≤0.537 mm/s,前端軸承震動值≤0.421 mm/s,使用壽命較原先提升1 倍以上。
3 結(jié)語
因電主軸前端迷宮密封部位和拉刀機構(gòu)進油,導致電主軸軸芯磨損、前端軸承磨損失效以及拉刀機構(gòu)碟簧破裂使得拉刀力不足。通過對電主軸結(jié)構(gòu)、軸芯材質(zhì)及熱處理工藝進行分析,發(fā)現(xiàn)的問題及應(yīng)用改善情況如下:
(1)原電主軸錐面清潔氣壓和氣密封壓力均小于0.2 MPa,導致氣密封功能未起到良好的密封效果,故需提升電主軸錐面清潔氣壓和氣密封壓力至0.2 MPa。
(2)電主軸接口與旋轉(zhuǎn)軸芯設(shè)計為一體結(jié)構(gòu),因軸芯制備工藝復雜且成本高,為提升軸芯在使用過程中的壽命,將原電主軸的軸芯材料為40Cr,改為軸芯材料為軸承鋼GCr15,并將材料表層硬度提升至70~72 HRC。
(3)為避免拉桿機構(gòu)的碟簧組在使用過程中因碟簧破裂帶來的風險,采用雙層螺旋彈簧的拉桿機構(gòu)。
(4)應(yīng)用改善后的電主軸經(jīng)2 年的使用測試,其徑向允差分別為0.001 mm/60 mm 和0.003 mm/140 mm,拉刀力保持在10.2 kN,錐口錐面間隙值0.001 mm,前端軸承在轉(zhuǎn)速8 000 r/min 以內(nèi),震動值≤0.537 mm/s,前端軸承震動值≤0.421 mm/s,使用壽命較原先提升1 倍以上。
