數(shù)控磨床砂輪架部件的設(shè)計與研究
2024-02-05 10:01:48胡婷婷
佛山陶瓷 2024年1期
胡婷婷
( 阜陽職業(yè)技術(shù)學(xué)校,阜陽236000)
1 數(shù)控磨床介紹
磨床可以加工各種表面,如內(nèi)、外圓柱面和圓錐面、平面、漸開線齒廓面、螺旋面以及各種成形表面。磨床可進行荒加工、粗加工、精加工和超精加工,可以進行各種高硬、超硬材料的加工,還可以刃磨刀具和進行切斷等,工藝范圍十分廣泛。
高幾何精度。精密磨床應(yīng)有高的幾何精度,主要有砂輪主軸的回轉(zhuǎn)精度和導(dǎo)軌的直線度以保證工件的幾何形狀精度。主軸軸承可采用液體靜壓軸承、短三塊瓦或長三塊瓦油膜軸承,整體度油楔式動壓軸承及動靜壓組合軸承等。當(dāng)前采用動壓軸承和動靜壓軸承較多。主軸的徑向圓跳動一般應(yīng)小于1um,軸向圓跳動應(yīng)限制在2—3um 以內(nèi)。
低速進給運動的穩(wěn)定性。由于砂輪的修整導(dǎo)程要求10—15mm/min,因此工作臺必須低速進給運動,要求無爬行和無沖擊現(xiàn)象并能平穩(wěn)工作。
減少振動。精密磨削時如果產(chǎn)生振動,會對加工質(zhì)量產(chǎn)生嚴(yán)重不良影響。故對于精密磨床,在結(jié)構(gòu)上應(yīng)考慮減少振動。
減少熱變形。精密磨削中熱變形引起的加工誤差會達到總誤差的50%,故機床和工藝系統(tǒng)的熱變形已經(jīng)成為實現(xiàn)精密磨削的主要障礙。
2 數(shù)控磨床磨削特點
2.1 外圓磨削
在外圓磨削過程中,工件是安裝在兩頂尖的中心之間,砂輪旋轉(zhuǎn)是引起切削旋轉(zhuǎn)的主要來源和原因。基本的外圓磨削方法有兩種,即橫磨法磨外圓和縱磨法磨外圓。
事實上,外圓磨削可以通過其他以下幾種方法來實施:
(1)傳遞方法:在這種方法中,磨削砂輪和工件旋轉(zhuǎn)以及徑向進給都應(yīng)滿足所有的整個長度,切削的深度是由磨削砂輪到工件的縱向進給來調(diào)整的。
(2)沖壓切削方法:在這種方法中,磨削是通過砂輪的縱向進給和無軸向進給來完成的,正如我們所看到的,只有在表面成為圓柱的寬度比磨削輪磨損寬度短時,這種方法才能完成。
(3)整塊深度切削方法:除了在磨削過程中,要進行間隙調(diào)整外,這種方法與傳遞方法很相似,同時這種方法具有代表性,除了磨削短而粗的軸。
2.2 端面外圓磨床及其特點
端面外圓磨床是外圓磨床的一種變形機床,它宜于大批量磨削帶肩的軸類工件,有較高的生產(chǎn)率。它的特點如下:
(1)這種磨床的布局形成和運動聯(lián)系與外圓磨床相似,只是砂輪架與頭架,尾架中心連線傾斜一角度(通常10°,15°,26.23°,30°,45°),如圖1 所示,數(shù)控端面外圓磨床MKS1632A 的砂輪架與頭架,尾架中心連線傾斜30°。為避免砂輪架與工件或尾架相碰,砂輪安裝在砂輪架的右邊,從斜向切入,一次磨削工件外圓和端面。
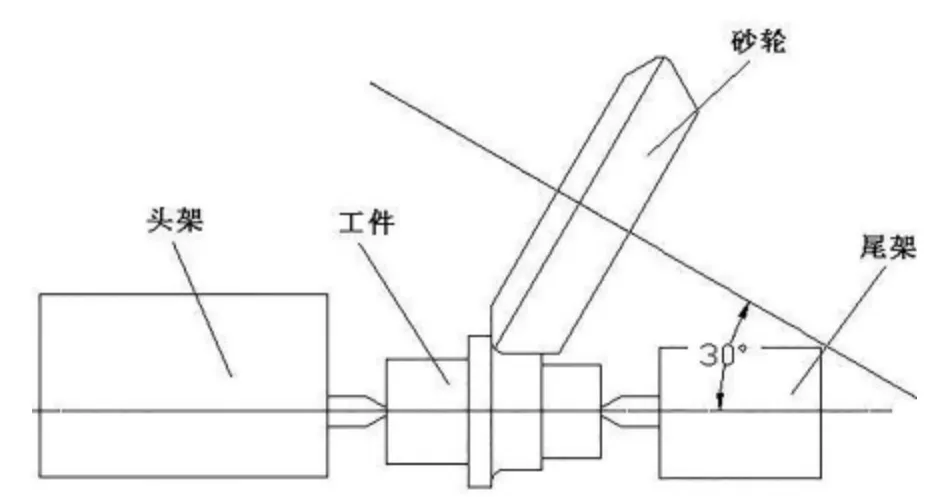
圖1 砂輪架與頭架,尾架中心連線傾斜一角度
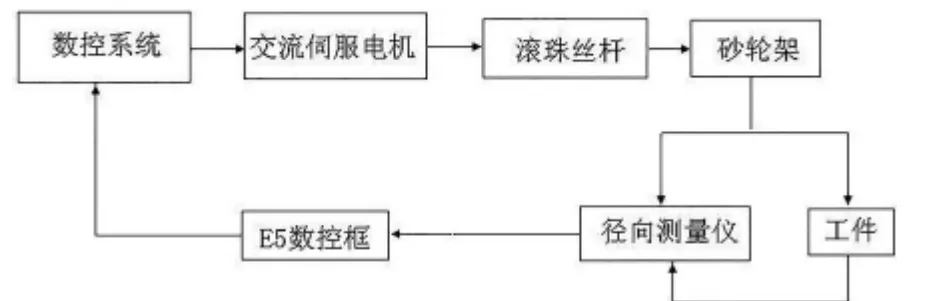
圖2 E5 數(shù)控框

圖3 磨床縱向尺寸
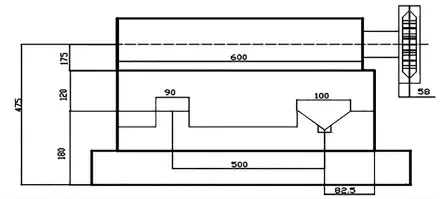
圖4 砂輪架的導(dǎo)軌
(2)由于它適用于大批量生產(chǎn),所以具有自動磨削循環(huán),完成快速進給(長切入)--- 粗磨--- 精磨—無花磨削。由定程裝置或自動測量控制工件尺寸。
(3)裝有砂輪成型修整器,按樣板修整出磨削工件外圓和端面的成型砂輪,為保證端面尺寸穩(wěn)定及操作安全,一般具有軸向?qū)Φ堆b置。
3 磨床總體設(shè)計
3.1 磨床總體布局設(shè)計
(1)加工零件的工藝分析(表面形狀,尺寸,材料,技術(shù)條件,批量,加工余量等);
(2)調(diào)查研究比較國內(nèi),外同類機床,經(jīng)驗總結(jié),進行改革創(chuàng)新;
(3)圖紙設(shè)計(總圖,部件裝配圖,零件圖,工藝卡,目錄,標(biāo)準(zhǔn)件,外購件目錄,鑄件,鍛件目錄,說明書,裝箱單,合格證);
(4)制造,裝配,調(diào)試;
(5)小批量生產(chǎn),設(shè)計改進;
總體設(shè)計注意事項:
(1)保證機床滿足加工精度要求,剛性,穩(wěn)定性好;
(2)傳動系統(tǒng)力求簡短;
(3)操作調(diào)整方便;
(4)安全保護,冷卻液供給,回收,廢渣的排除。
3.2 總體布局初步設(shè)計
(1)T 型床身;
(2)工作臺移動;
(3)工作臺型面采用傾斜10°的型面;
(4)砂輪架主軸與床身導(dǎo)軌傾斜30°角;
(5)頭尾架中心線平行;采用成型砂輪修整器(金剛石滾輪),采用MARPPOS 公司軸向,徑向測量儀,配用該公司E5 數(shù)控框(如圖5—1 所示)來控制軸向尺寸,徑向尺寸,測量儀布置在橫梁上;
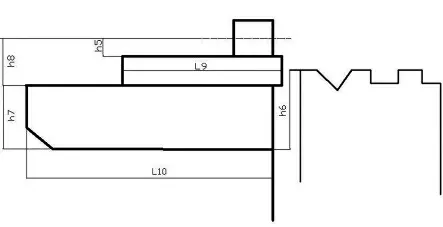
圖5 砂輪架的高度和寬度
(6)數(shù)控系統(tǒng)的四坐標(biāo)軸
X 軸:砂輪架進給 Y 軸:修整器進給
Z 軸:工作臺移動 W 軸:工件旋轉(zhuǎn)
(7)各軸采用交流伺服電機,通過精密無間隙彈性聯(lián)軸器直接與滾珠絲桿相連;
(8)液壓油箱單獨(減小熱變形,簡化機床結(jié)構(gòu),易實現(xiàn)標(biāo)準(zhǔn)化,通用化,便于維修);
(9)電器框與機床采用空中走線;
(10)機床前防護罩采用全封閉結(jié)構(gòu)。
3.3 縱向與橫向尺寸的確定
3.3.1 縱向尺寸
①工件最大長度l1=750mm;
②頭架長度l2=450mm;
③尾架長度l3=320mm;
④上臺面長度l4=l1+l2+l3+100+(20~40)mm=1640mm;
⑤下臺面長度l5=l4+l4×(15%~20%)=2000mm;
⑥床身長度l6=l5+l1+400=3150mm;
⑦后床身長度l7=1600mm(考慮砂輪架和修整器大小按經(jīng)驗給定);
⑧整個床身寬度l8=1650mm(視覺效果);
⑨砂輪架中心與機床床身對稱線相距l(xiāng)0=l2-l3=1200mm
3.3.2 橫向尺寸
1)畫出橫向尺寸床身的V 型導(dǎo)軌作為橫向尺寸的基準(zhǔn),畫出床身的平面導(dǎo)軌作為高度尺寸的基準(zhǔn)線,根據(jù)確定的工作臺參數(shù),導(dǎo)軌參數(shù)B1’,B2’中心畫出左視圖
2)確定上,下工作臺厚度和寬度
(1)厚度:用類比法
l'為工作臺導(dǎo)軌的中心距,工作臺導(dǎo)軌選用80mm×75mm×250mm
取h1'=0.3×250=75mm
h2'=0.38×250=95mm
(2)寬度。
B=(1/2)B+(12~30)=(1/2)×75+20=58mm
∵B4≥B6∴B4=70mm
B7=(1/2)Bl'+(12~30)=(1/2)×75+20=60mm
∵B5≥B7∴B5=70mm
B工作臺=250+70+70=390mm
3)確定頭,尾架頂尖中心位置
頂尖中心安排在V 型導(dǎo)軌的中心線上,這樣有利于磨削最小直徑工件的,砂輪架趨近于工作臺不致相碰。缺點是使導(dǎo)軌的承載壓力較大,故應(yīng)適當(dāng)加寬V 型導(dǎo)軌的寬度。
3.4 砂輪架相關(guān)尺寸設(shè)計
(1)砂輪架導(dǎo)軌(V—平導(dǎo)軌)10090400[1]
考慮到砂輪的大小及重量與砂輪架的穩(wěn)定性,取L`中心=500mm,從而可定出砂輪架的寬度約為600mm,導(dǎo)軌為0.15MPa 的卸荷導(dǎo)軌。
(2)砂輪架橫向行程長度l橫。
式中S快速為砂輪架快速進退的行程,一般取60~150mm,此處取111mm。
安全系數(shù)取0.1 足夠
l橫=250+111×0.1+111=372.1(l橫取373)
(3)砂輪架高度和長度
砂輪架箱體導(dǎo)軌的高度h3,砂輪底板滑臺高度h4,砂輪中心距砂輪底面高度h5,與后床身頂面至平導(dǎo)軌的高度h0,為避免上,下工作臺運動時與箱體相碰,安裝在后床身上的墊板頂面需低于上下工作臺的頂面,同時考慮橫向進給機構(gòu)穿過床身的位置等,根據(jù)經(jīng)驗
①h6=110~150mm 取h6=130mm
②砂輪架中心距后床身頂面
h7=h1-h2+h6=1095-740+485mm
③砂輪架底座安裝修整器,內(nèi)有傳動絲桿
取h4=120mm
④后床身進給導(dǎo)軌內(nèi)裝絲桿
取h3=190mm
h5=h7-h3-h4=485-120-190=175
⑤砂輪架底板長度l9:
l9≥(1.5~2)l中心
=(1.5~2)×500
=750~1000
∴取l9=900mm
⑥砂 輪 架 導(dǎo) 軌 長 度 l10≥l9+l橫+(50~80)
=900+373+80=1353mm
∴取l10=1305mm
(4)砂輪架主軸電機的選擇
①用類比法,砂輪架主軸電機的功率取15kW;
取N電=15kW
3.5 頭架相關(guān)尺寸的確定①長,寬,高:440mm×400mm×411mm[1]②主軸錐孔:莫氏5#錐孔
通過以上計算頭架中心高取180mm
⑤交流伺服電機選擇
用類比法,交流伺服電機選擇IFT5076-DA(D1 18N-M)電機
砂輪磨削工件需要的功率
交流伺服電機通過20/38 的雙楔齒輪帶傳遞給工件,即
N實=18×38/20=34.2N.m/s>l4∴合格
⑥主軸不旋轉(zhuǎn),主軸靠撥盤帶動旋轉(zhuǎn)
3.6 砂輪修整器
伺服電機--- 絲桿--- 修整器
直線滾動導(dǎo)軌
主軸直徑D=50mm,采用液體動壓軸承(16r/min6.3MPa)
修整速度=(1/3~1/5)V砂
修整器直徑φ70~φ120,故V線=12~19m/s
修整器行程為160mm
4 砂輪架設(shè)計的基本要求
砂輪架是磨床上用來帶動砂輪作高速旋轉(zhuǎn)的關(guān)鍵部件,主要由傳動部件和主軸軸承部分組成,主軸與軸承是砂輪架的主要組成部分,因此對砂輪架設(shè)計提出的基本要求也是針對主軸軸承部分的。
砂輪架設(shè)計應(yīng)滿足以下幾點基本要求[1]:
1.主軸旋轉(zhuǎn)精度高,旋轉(zhuǎn)穩(wěn)定;
2.主軸軸承系統(tǒng)剛性好;
3.振動小,發(fā)熱低,不漏油;
4.裝配制造簡單,調(diào)整維修方便。
5 砂輪架主軸初步設(shè)計
5.1 砂輪架主軸的強度校核
進行軸的強度校核時,應(yīng)根據(jù)軸的具體受載及應(yīng)力情況采取相應(yīng)的計算方法,并恰當(dāng)?shù)剡x取其許用應(yīng)力。對砂輪架主軸來說,由于采用了卸荷皮帶輪裝置,砂輪架主軸主要承受扭矩,應(yīng)該按照扭轉(zhuǎn)強度計算,且在選取許用應(yīng)力時應(yīng)該選取較小值。砂輪架主軸材料采用42MnVB,并進行淬火,故選取許用應(yīng)力為40MP。
軸的扭轉(zhuǎn)強度條件為
τT——扭轉(zhuǎn)切應(yīng)力(單位為MP)
T——軸所受扭矩(單位為N·mm)
WT——軸的扭轉(zhuǎn)截面系數(shù)(單位為mm3)
P——軸傳遞的功率(單位為kW)
n——軸的轉(zhuǎn)速(單位為r/mm)
d——計算界面處的直徑(單位為mm)
[τT]——許用扭轉(zhuǎn)應(yīng)力(單位為r/mm)
由上式可得軸的直徑為
由上述計算可以得知砂輪架最小直徑為31.02mm,考慮到砂輪架的剛度等因素,取主軸的最小直徑為60mm。砂輪架主軸的尺寸如圖6 所示。
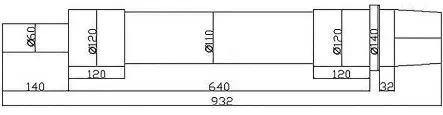
圖6 砂輪架主軸尺寸示意圖
5.2 主軸剛度校核
5.2.1 當(dāng)量直徑
因為是階梯軸,所以用當(dāng)量直徑法做近似計算當(dāng)量直徑為:
5.2.2 允許撓度
允許撓度[y]=0.0002L <0.0002×660=0.132mm
5.2.3 計算主軸前端撓度值
P——載荷(單位為kg)(150/9.8)
l——軸兩端的跨距(單位為cm)(66.00)
a——懸伸長度(單位為cm)(13.2)
E——材料的彈性模數(shù)(單位為kg/cm2)(21.02)
I——截面慣性矩(cm2))
又因為[y]=0.135,0.01<0.135,即<[y],由上述校核可以得知,主軸剛度符合要求。
一般存在一個使主軸前端撓度最小,即剛性最好的支撐跨距L。由經(jīng)驗得知,L 為(3~6)D 時,主軸前端撓度最小,D=120mm,L 為360~720mm,取L 為640mm。
5.3 傳動裝置設(shè)計
為了提高主軸的旋轉(zhuǎn)精度,皮帶輪不直接裝在主軸上,而是裝在單獨的支架上,并用花鍵套帶動主軸旋轉(zhuǎn),即采用卸荷皮帶輪的方案,如圖7 所示。這個方案的優(yōu)點是,減少了主軸的變形,同時還提高了承載能力。

圖7 卸荷皮帶輪
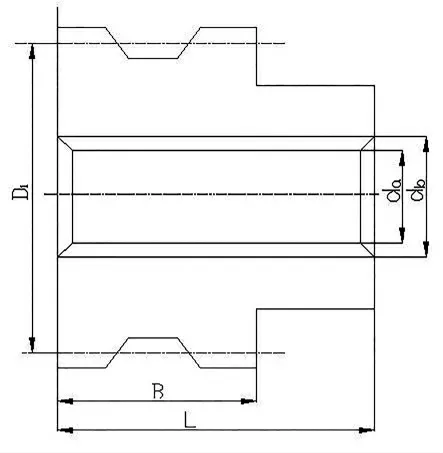
圖8 小帶輪的結(jié)構(gòu)尺寸
5.3.1 電動機的選擇
通過以上計算,取N電=15kW,選擇Y100L—4型電動機。
5.3.2 皮帶設(shè)計
1)皮帶材料的選用
皮帶材料選用聚氨酯。
2)設(shè)計計算
已知小帶輪轉(zhuǎn)速,即n1=1500r/min,傳動比i=2.5。
(1)計算功率
工作情況系數(shù)KA為1.1,故
PCa=KAP=1.5×1.1=16.5kW
(2)由PCa和n1選擇帶型
由于PCa=16.5kW,n1=1500r/min,取帶型為L 型。
(3)確定帶輪基準(zhǔn)直徑
取主動輪基準(zhǔn)直徑D1=80mm。
4)驗算帶速
V=6.28 m/s <30 m/s,所以帶速合格。
(5)初定軸向間距
由公式(4—5)
0.7(D1+D2)<a0<2(D1+D2),
可知196<a0<560,取a0=400。
(6)所需基準(zhǔn)帶長
取相近的基準(zhǔn)帶長Ld=1250 mm[6]。
(7)實際軸向間距
所以皮帶的實際軸向間距取=401mm。
(8)多楔帶每楔的基本額定功率P1
可以查得P1=0.34kw。
(9)小帶輪的包角
(10)多楔帶楔數(shù)的確定
得Kb=4.6×10-3
Ki=1.14,代入△P 的計算公式中,得△P=0.849kW。
又已知Kα=0.955,Kl=1.00,得:
由此可以確定,取Z=15。
5.3.3 帶輪設(shè)計
1)帶輪設(shè)計的要求:
(1)質(zhì)量小,結(jié)構(gòu)工藝性好,無過大的鑄造應(yīng)力;
(2)質(zhì)量分布均勻,轉(zhuǎn)速高時要經(jīng)過動平衡校正;
(3)槽輪工作面要經(jīng)過精細加工,以減少帶的磨損;
(4)輪槽的尺寸和角度應(yīng)有一定的精度,以使載荷分布均勻。
2)帶輪的材料選用
帶輪的材料選用HT200。
3)帶輪的結(jié)構(gòu)
(1)小帶輪直徑D≤(2.5~3)d(d 為軸的直徑),所以采用實心式。
(2)大帶輪D2=200<300,所以采用腹板式結(jié)構(gòu)。
4)小帶輪的結(jié)構(gòu)尺寸
da=d+2h
其中da——帶輪的外徑,
d——軸的直徑,
h——基準(zhǔn)線上槽深。
da=d+2h=80+2×3=86mm
db=(1.8~2)da=1.9×86=163.4mm,圓整后得db=165mm
L=(1.5~2)da=1.6×86=137.6
B=(Z-1)P+2g,
其中Z——多楔帶的楔數(shù),
P——多楔帶的槽間距,
g——第一槽對稱面到端面的距離。
B=(Z-1)P+2g=(15-1)×4.9+2×10=88.6mm
5)大帶輪的結(jié)構(gòu)尺寸
da=d+2h=200+2×3=206mm
db=(1.8~2)da=1.9×206=391.4mm
L=(1.5~2)da=1.6×206=329.6mm
6 結(jié)論
在數(shù)控高速端面外圓磨床MKS1632A 的設(shè)計過程中,砂輪架是磨床上用來帶動砂輪作高速旋轉(zhuǎn)的關(guān)鍵部件,主要由傳動部件和主軸軸承部分組成,主軸與軸承是砂輪架的主要組成部分。首先是根據(jù)砂輪架主軸的要求進行軸的設(shè)計,然后再選取軸承,設(shè)計皮帶和皮帶輪等等。在這個過程中,軸的撓度校核、皮帶和皮帶輪的設(shè)計等用到了大量的計算。本次設(shè)計的數(shù)控磨床可以同時加工帶軸肩類零件的外圓和端面,從而提高了磨削效率,減少加工時間,節(jié)省工件的生產(chǎn)成本。