福建某鐵礦圓錐破碎機的使用與維護實踐
2024-01-15 12:50:48湯建龍
現代礦業 2023年12期
湯建龍
(福建馬坑礦業股份有限公司)
福建某大型礦業公司鐵礦石儲量達4 億t 以上,主要為高品位磁鐵礦石,選礦系統于2004 年投入生產運行,其中破碎系統采用三段一閉路破碎工藝,粗破碎選用PXZ700/100型旋回破碎機,中、細碎選用單缸液壓圓錐破碎機。近20 a來,現場圓錐破碎機使用效果良好,在設備維護保養方面積累了大量的經驗。
1 圓錐破碎機的工作原理
圓錐破碎機以其高效的破碎效率在礦山企業中得到廣泛的應用,圓錐破碎機工作時,電動機旋轉通過直聯或三角皮帶帶動水平軸轉動,動力通過傳動軸和圓錐部在偏心套的帶動下繞固定主軸作旋擺運動,使圓錐破碎機的動錐時而靠近又時而離開固裝在調整套上的定錐襯板表面,使礦石在破碎腔內不斷受到沖擊、擠壓[1],從而實現礦石的破碎。動錐靠近定錐時,將礦物擠壓破碎,動錐離開定錐時,小于排礦口的礦物靠重力下落排出。
圓錐破碎機與顎式破碎機相比,因其破碎的連續性,具有效率高、產品粒度均勻的特點,在大中型礦山企業應用廣泛。
2 圓錐破碎機使用過程中常見故障
2016 年以前,由于設備使用、維護、生產管理等方面的原因,圓錐破碎機的整體運行技術經濟指標不理想,常見故障有主軸耐磨盤、活塞耐磨盤、偏心部耐磨盤等摩擦件使用周期短,大小齒輪副齒輪斷齒、偏心銅套和偏心部直襯套損壞,架體開裂、動錐體開裂。這些故障維修費用高,僅2015 年4 臺單缸液壓圓錐破碎機備件費用就高達1 048萬元。
3 圓錐破碎機常見故障原因分析
(1)公司設備管理基礎薄弱,固定資產管理環節中未做好設備前期管理,設備資料沒有妥善保管;技術人員和維修人員對設備的維修標準和結構特點沒有清晰的認識,也沒有組織專門的維護、維修方面的學習,維修人員在檢修時沒有標準和規范可遵循,僅憑一般的機械維修常識進行修理;沒有檢修的標準作業流程,檢修質量無法保證。
(2)破碎機備件及時更換存在問題,對已達到更換要求的備件,單純地考慮備件較貴,為節約成本,不能及時更換,導致設備經常出現故障。主要體現在以下方面:①防塵圈的磨損使其與防塵罩的間隙加大,無法起到有效防塵作用。因考慮到原廠單價要幾萬元,沒有及時更換,導致粉塵進入破碎機內部。這其實就是破碎機潤滑無法得到保證的最根本原因,導致后續一系列故障的發生。②沒有通過測量及時發現主軸與上臂架襯套的間隙過大問題,造成破碎機運轉不平穩,破碎機效率下降。③偏心部耐磨板磨損超量,大齒輪架下沉,造成齒輪嚙合齒側間隙和齒頂間隙過小,導致水平軸齒輪受力加大,水平軸軸承容易損壞。④破碎機傳動齒輪調整方面,破碎機的大小齒輪均為螺旋錐齒輪,該類齒輪具有嚙合平穩、傳動效率高的特點,但如果齒輪嚙合間隙調整不當,如間隙過小,會造成齒面嚙合不順暢,齒頂間隙過小,導致齒頂崩裂;如間隙過大,傳動不平穩,當出現較大的負荷或突發過鐵時,齒面產生很大沖擊應力,導致小齒輪斷齒。
(3)潤滑不到位導致破碎機零部件非正常磨損,各部件在不符合配合精度要求下運行,其根源是潤滑出現問題。造成潤滑問題的主要原因:①潤滑油受污染,觀察稀油站的潤滑油,顏色漆黑、油中含有細微的顆粒物、油箱底部沉積較厚的油泥。單缸液壓圓錐破碎機的防塵系統由風機產生的風,經水平軸的氣管接口進入破碎機,經水平軸小齒輪端的開口進入防塵罩,該方式會造成壓縮氣流與潤滑油接觸[2]。在破碎機內部油位較高時會有部分油被壓縮空氣從防塵圈罩冒出,并黏附到防塵罩外壁,與粉塵形成油泥。在破碎機工作過程中,油泥會被防塵圈刮到破碎機內部,導致油品受污染。當防塵圈磨損量較多時,防塵罩內部正壓風泄漏量加大,壓力下降,必須加大風機風量才能保證防塵所需的正壓,但由于氣流與潤滑油接觸,會有更多的潤滑油從防塵罩冒出,加劇潤滑油的污染。②稀油站內的潤滑油油壓高,更換濾芯后,很快又出現濾芯堵塞,油壓過高報警的情況,現場人員錯誤認為,回油溫度高,耐磨件使用周期短是因為濾芯堵塞,油量不足造成。于是采用破壞濾芯,在濾芯內部鉆孔的方式讓潤滑油未經過濾,直接進入破碎機。因此,破碎機的潤滑油油質受到嚴重污染,使破碎機無法得到有效潤滑,各摩擦副產生的熱量也相應增加,雖稀油站內溫度傳感器檢測的回油溫度沒有超過報警溫度,但局部位置可能出現超溫的現象。對于配合間隙小的銅套,可能會出現燒蝕、開裂,而對于各類摩擦盤易造成摩擦件磨損等情況。
(4)破碎過程中過鐵。破碎機過鐵導致破碎機的異常損壞較常見,為此在破碎機前增加除鐵設備。因磁鐵礦磁性強,除鐵器除鐵效果比非磁性礦差。加之公司的采礦方法因素,導致礦石中混雜的錨桿、鏟車斗齒、鉆桿等不易被揀出,破碎機過鐵現象頻繁。過鐵時,破碎機負荷急劇增大,主要體現在壓力和功率的迅速增大,對破碎機的部件產生很大沖擊,這種情況尤其多發在襯板更換初期。破碎機的排礦口通常設置在20~40 mm,由于動、定錐襯板都是新的,破碎機運行時排礦口的變化幅度在圓周上比較均勻,排礦口往往設定在40 mm 左右,此時支撐動錐的活塞所處的位置離液壓缸底部較近,把動錐降到底部時的排礦口僅有60 mm 左右,最大位置80~90 mm。當有斗齒或鉆桿、棒槌等較大尺寸的鐵件進入時,由于動錐沒有足夠的下調空間,很容易憋死,嚴重時會對液壓缸底部造成沖擊,導致底部受損。
4 常見故障的處置
(1)加強設備維護管理技能培訓,完善點巡檢制度。邀請設備廠家的技術人員到現場對維修、崗位及管理人員進行專門的技術培訓,對設備維護和操作手冊進行詳細講解,提高全員的基礎知識。同時建立崗位、機修、管理人員組成的設備三級點巡檢制度,要求崗位人員每班對稀油站的濾網進行檢查,拍照上傳生產管理微信群,班長和技術員每周分別進行一次周檢,相當于每3 d 有一次較全面的檢查,保證設備出現異常時能及時排查處理。
(2)對4 臺液壓圓錐破碎機進行拆機檢查,按照檢修標準的要求,對各部件、各關鍵部位的尺寸進行檢測,對不符合要求的備件進行徹底更換,通過此項制度,使員工對設備的原理、點巡檢、使用維護、檢修等各方面都有更加清晰、準確的認識。
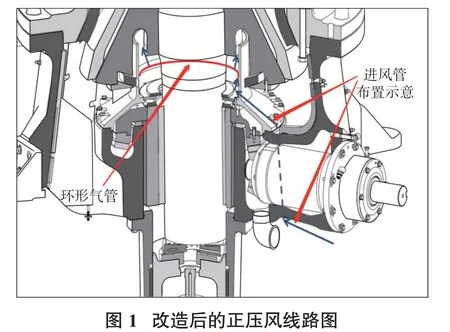
(3)對破碎機防塵系統采取有效措施。自2016年4 月開始,逐步對4 臺破碎機的防塵系統進行改造,提高防塵效果,主要措施:①通過在防塵罩側邊靠近轉彎處鉆一個小孔,接一條氣管與羅茨風機連接。為防止氣管損壞,氣管上部焊接保護罩。②用供氣量較大的羅茨風機取代原配離心風機,氣量和壓力可通過球閥調節,保證防塵罩內部有足夠的正壓[3],同時不會將破碎機內部大量潤滑油吹起,從破碎機防塵圈拋出;當防塵圈磨損超量,高過檢修標準要求的尺寸時,可適當加大風壓,確保破碎機內有足夠的正壓力,改造后的正壓風線路見圖1。③在羅茨風機出口裝有壓力表和流量計,可以對破碎機風量起到監測作用,并將壓力信號與中控的監測系統連接,當風壓出現異常時,中控系統可發出語音預警信號,提醒操作人員檢查風管是否破損或堵塞。
(4)安裝除鐵設備。在系統流程中安裝多臺除鐵器,以減少鐵件進入。目前破碎車間從原礦1#皮帶開始,在中碎出料4#皮帶、香蕉篩料倉給料5#皮帶、細碎倉給料11#皮帶、細碎出料返回香蕉篩的14#皮帶等安裝6臺平行式除鐵器,可有效將大部分的鐵件清除掉。針對井下采礦時混入的鏟車或裝巖機的斗齒、直徑達80 mm以上的鉆桿頭或軸類零件,利用自動化系統在CC600 中碎的運行數據監測系統中,根據過鐵時實際排礦口會突然變大、壓力和功率突跳的特性,在系統內增加過鐵語音預警信號,提醒破碎崗位人員在破碎機的給料皮帶位置前加以處置。在中碎位置通過設計的程序對過鐵進行預警,讓后續細碎設備操作人員注意處置,避免鐵件進入細碎破碎機造成破碎機卡死,損壞機架和動錐體,以及內部銅套抱死損壞等。
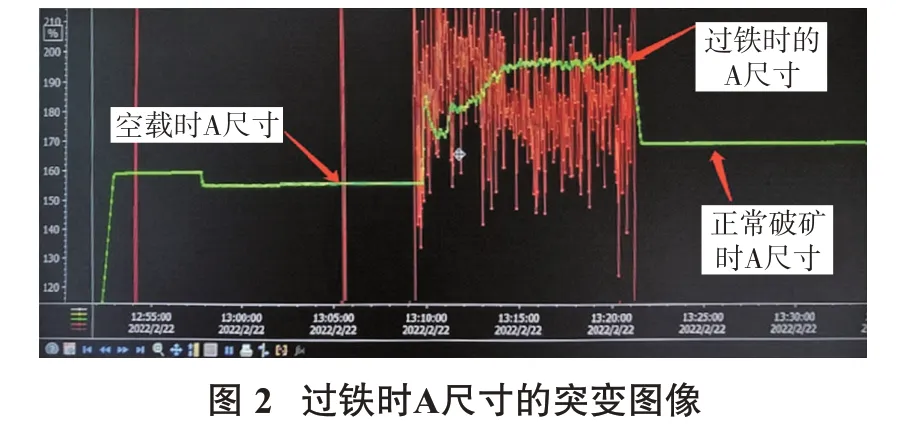
(5)完善破碎設備運行監測系統。破碎設備自帶的運行監測系統沒有過鐵預警保護功能,也無法在原系統上進行修改。利用選礦自動化改造的機會,在自動化的數據監測系統中設計增加監測監控保護系統。對于經多道防護后仍然進入破碎機的鐵件,進入破碎腔后,動錐被迫下降,破碎機的排礦口CSS 會突然變大,體現動錐位置的A 尺寸、液壓系統壓力和運行功率出現急速變大,持續時間與大塊礦石破碎時發生突變的持續時間有很大不同,經一段時間的跟蹤,通過在監控保護系統設置合理的跳停時間,對設備部件起到保護作用,避免動錐體、機架、銅襯套等部件開裂和齒輪斷齒等,目前設置的最合理的跳停時間為5 s,過鐵時A 尺寸的突變圖像見圖2。
(6)破碎機上下機架配合面磨損的修復處理。圓錐破碎機由于使用時間長,在長期大功率運行的情況下,架體緊固螺栓出現切斷或松動,上機架和下機架的配合錐度面會發生磨損。此時架體螺桿的緊固難度加大,甚至出現螺桿頻繁損壞的情況,無法保證設備正常運行。架體更換需要很多的費用及較長的時間,為此,對破碎機上下機架配合面磨損的部位進行應急修復處理,可采用在上下架體的配合面間墊薄銅板或薄鐵皮的辦法進行臨時處理。破碎機上下機架配合面磨損進行應急修復處理見圖3,先用薄墊板1將架體緊固,然后測量上、下機架的間隙,再選擇相應厚度的薄墊板2墊入,確保上下架體在水平和錐度配合面緊密接觸。

公司針對備件采購費用高的問題,專門進行調研,對消耗量大的易損件,通過對易損件進行測繪,尋找同類機型的設備資料、尋找可替代的或通用的備件,技術人員對每次檢修的關鍵部位的配合尺寸、部件的尺寸進行檢測記錄。對設備的運行情況和性價比進行分析,確定性價比高的備件替代原廠備件,大幅度降低備件采購成本,節約采購費用。
5 改進后的效果
(1)圓錐破碎機備件消耗方面。2016 年以前,單臺圓錐破碎機每年的運行材料費用最高達250萬元,處理原礦量250~300 萬t。2016 年后,通過對設備維護管理的改善,及對破碎系統流程的技術改造,設備運行成本逐年下降。2018 年后處理原礦量500~550萬t/a,每臺圓錐破碎機的運行材料費用在40 萬元左右,降幅達85%左右,破碎機備件消耗下降顯著。
(2)圓錐破碎機關鍵部件方面。2017 年以來現場圓錐破碎機沒有出現斷齒、架體開裂、動錐體損壞等關鍵部件損壞事故,也沒有出現破碎機高溫卡死現象,維修人員的勞動強度大大降低。
(3)圓錐破碎機產能方面。破碎系統的產能達到1 300 t/h,高峰處理礦石量達2.5 萬t,為公司整體產能的提升提供了保障。
6 結論
(1)大量的生產實踐表明,福建某大型礦業公司圓錐破碎機使用效果和運行成本與日常維護管理關系密切,做好設備防塵系統的維護非常重要,是避免潤滑系統受到污染,確保設備正常運行的根本保證。
(2)在檢修中必須按照破碎機的檢修標準要求執行,做好關鍵部件磨損量的測量和控制,及時更換不符合技術要求的備件,確保可靠的配合精度是破碎機可靠運行的關鍵。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00