鋼絞線拉絲涂膜質量研究
2024-01-07 13:44:44劉飛躍
山西冶金 2023年11期
關鍵詞:工藝
劉飛躍
(福建省三鋼明光實業發展有限公司,福建 三明 365000)
0 引言
目前,盤條拉絲表面前處理仍普遍采用大池子酸洗、磷化工藝,工序較多,且酸洗工序使用的鹽酸存在安全隱患,使用風險較高,對環境有一定的污染,所產生的污水和廢棄物處理成本較高。在滿足產品性能要求的同時,生產企業必須考慮保護環境、節能降耗問題。隨著免酸洗涂膜劑的研發、運用,環保節能的機械剝殼在線涂層技術應運而生,逐漸取代酸洗除銹、磷化拉絲工藝。對免酸洗涂膜工藝與原酸洗磷化工藝進行比較分析,尋找替代酸洗磷化工藝的新途徑。
1 原料情況
1.1 坯料成分
以國內某鋼廠生產的Φ12.5 mm SWRH 82B 盤條為例,其主要化學成分如表1 所示,符合GB/T 24238—2017 標準要求。
1.2 盤條力學性能要求
Φ12.5 mm SWRH 82B 盤條主要用于高強度預應力鋼絞線和鋼絲繩行業[1-2],是制做高強度預應力混凝土用鋼絞線用鋼,在金屬深加工過程中要經過多道次冷拔加工,其最終產品性能要求較高,必須具有高強度和良好的拉拔性能,參考GB/T 24238—2017標準,抗拉強度Rm為1 130~1 280 MPa,斷面收縮率≥30%。
2 鋼絞線拉絲捻股生產工藝流程
酸洗磷化前處理拉絲、捻股工藝流程為:盤條酸洗→水沖洗→磷化→水漂洗→皂化→盤條開卷放線→LZ9/1200 拉絲機拉拔→工字輪收線→鋼絲捻股(共7 股)→穩定化處理→收線→層纏分卷→包裝。
在線涂膜前處理拉絲、捻股工藝流程為:盤條開卷放線→機械剝殼→矯直→鋼絲刷除銹→高壓水清洗→涂膜→熱風烘干→LZ9/1200 拉絲機拉拔→工字輪收線→鋼絲捻股(共7 股)→穩定化處理→收線→層纏分卷→包裝。
3 檢測拉絲涂膜拉絲潤滑效果影響
在同樣的拉絲速度(5.0 m/s)下,檢測各個拉拔道次模具出口鋼絲溫度,對比結果如表2 所示。

表2 酸洗磷化工藝及免酸洗涂膜工藝在同樣拉速下模具出口鋼絲溫度對比
由表2 可知,免酸洗涂膜工藝各個拉拔道次的模具出口線溫與酸洗磷化工藝對應道次的線溫對比沒有明顯差異,模具出口鋼絲溫度差異≤5 ℃,說明免酸洗涂膜潤滑效果可達到酸洗磷化工藝的水平[3]。
4 采用涂膜工藝生產的鋼絲產品的力學性能
4.1 鋼絲生產工藝及力學性能
三鋼明光實業公司生產的鋼絲直徑為Φ5.05 mm,拉拔道次為9 道次,原料為Φ12.5 mm 82B 盤條,原料盤條的抗拉強度為1 150~1 200 MPa,拉絲速度為5.0 m/s,鋼絲模盒出線線溫控制在120~190 ℃,鋼絲產品性能如表3 所示。
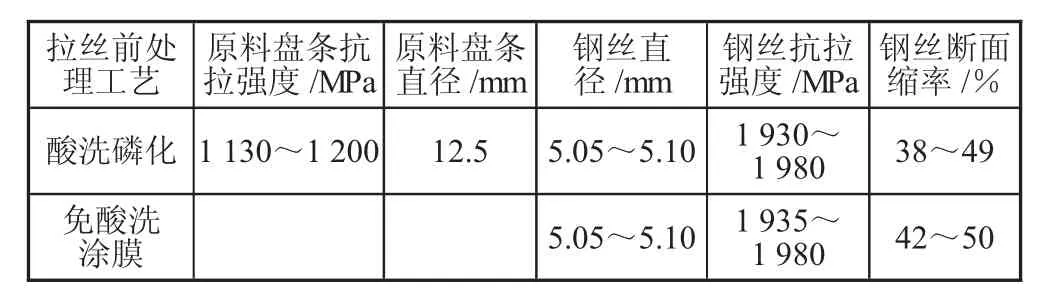
表3 半成品鋼絲產品性能對比
4.2 鋼絞線產品力學性能
采用免酸洗涂膜工藝生產的鋼絲在捻制過程中的張力及加熱溫度與酸洗磷化工藝生產的鋼絲捻制工藝參數一致,生產的鋼絞線成品的各項性能指標均能夠滿足GB/T 5224—2014 對應規格產品的要求,鋼絞線具體的力學性能檢測結果如表4 所示。

表4 鋼絞線產品性能對比
對比表3、表4 數據發現,兩種前處理工藝生產的半成品鋼絲及其捻股后的鋼絞線產品的各項性能指標沒有明顯的差異,均能符合國標GB/T 5224—2014 各項力學性能指標要求。
5 鋼絞線鹽霧試驗對比
5.1 鹽霧試驗技術要求
氯化鈉質量濃度為50 g/L±3 g/L,溶液pH 值為7.1,試驗箱溫度為35 ℃,試驗箱濕度≥95%,鹽霧沉降量為0.0125~0.025 mL/(cm2·h)[1~2 mL/(80 cm2·h)],涂膜及磷化膜量為3.25 g/m2。
5.2 試驗結果
對3 種工藝加工的鋼絞線產品進行鹽霧試驗對比,對比結果如表5、圖1 所示。采用涂膜工藝生產的鋼絞線產品的鹽霧試驗80 min 的結果與采用酸洗磷化工藝生產的鋼絞線產品鹽霧試驗80 min 的結果無明顯差異。但是,120 min 試驗后采用涂膜工藝的試樣表面點蝕數量增加,而采用酸洗磷化工藝的試樣表面出現較密集點蝕,可以看出,采用涂膜工藝的鋼絞線產品的防腐蝕性能優于酸洗磷化工藝。

圖1 不同拉絲前處理工藝120 min 鹽霧試驗結果對比圖

表5 不同拉絲前處理工藝鹽霧試驗對比
6 鋼絞線黏結強度試驗
對采用免酸洗涂膜前處理拉絲工藝生產的鋼絞線產品進行黏結強度試驗,試驗結果如表6 所示,能夠達到ASTMA416/A416M—18 標準要求。

表6 鋼絞線黏結強度試驗結果
7 結論
1)免酸洗涂膜潤滑效果與酸洗磷化膜的潤滑效果沒有明顯的差異,均能夠達到盤條拉拔要求。
2)免酸洗涂膜工藝生產的鋼絞線產品各項力學性能指標均能符合國標GB/T 5224—2014 要求。
3)采用涂膜工藝生產的鋼絞線產品的防腐蝕性能優于采用酸洗磷化工藝生產的鋼絞線產品。
4)采用免酸洗涂膜工藝生產的鋼絞線產品的黏結強度能夠達到ASTMA416/A416M—18 標準要求。
免酸洗涂膜工藝替代酸洗磷化工藝,涂膜劑的研發是關鍵。同時,采用拉絲生產線可大大降低勞動強度,改善車間的工作環境,消除廢酸和磷化渣的污染、排放,降低生產成本和能耗,為清潔生產創造有利條件,實現經濟效益和社會效益雙豐收。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
