H13 熱作模具鋼球化退火組織評級方法的研究及應(yīng)用
2024-01-08 12:23:56尹志強(qiáng)
山西冶金 2023年11期
關(guān)鍵詞:檢測
尹志強(qiáng)
(河鋼宣鋼技術(shù)中心,河北 張家口 075100)
0 引言
H13 最初是美國的熱作模具鋼牌號,在中國的牌號為4Cr5MoSiV1,是一種空冷硬化型熱作模具鋼和中耐熱韌性熱作模具鋼。因其具有強(qiáng)韌兼具的特點而被國際上廣泛使用,在一定強(qiáng)度下,高的沖擊韌性有利于提高模具熱疲勞抗性,阻止裂紋擴(kuò)展從而提高模具使用壽命,雖然影響H13 熱作模具鋼沖擊韌性的因素較多,但退火組織級別是其中最重要的原因之一,因此獲得良好的退火組織是提高H13 產(chǎn)品質(zhì)量的關(guān)鍵[1-2]。
目前市場上H13 熱作模具鋼球化退火組織級別評定是以《NADCA 207—2003》北美壓鑄協(xié)會標(biāo)準(zhǔn)圖譜為依據(jù),采用對比法進(jìn)行退火組織級別評定。然而該標(biāo)準(zhǔn)圖譜中圖片像素不清晰,級別評定標(biāo)準(zhǔn)不統(tǒng)一,人為誤差因素較高,且標(biāo)準(zhǔn)對于相應(yīng)級別沒有詳細(xì)的說明,導(dǎo)致H13 熱作模具鋼球化退火組織級別評定工作困難,且速度無法跟上日常生產(chǎn)檢測的要求[3]。我們查找相關(guān)文獻(xiàn)資料并結(jié)合標(biāo)準(zhǔn),進(jìn)行大量的檢測試驗,通過數(shù)據(jù)分析、研究總結(jié)出H13 熱作模具鋼球化退火組織評級檢測方法,依據(jù)《NADCA 207-2003》北美壓鑄協(xié)會標(biāo)準(zhǔn)中的評級圖建立了適用于生產(chǎn)的H13 球化退火組織圖庫,給同行業(yè)提供了檢測依據(jù),提高了金相檢測準(zhǔn)確率,加快了檢測速度,提高檢測水平。
1 實驗與分析
1.1 試樣制備
退火組織試樣切取時,試樣的檢測表面為垂直于軋制方向的面即橫截面,樣塊從試件端面的寬度及厚度的中心處截取,見圖1。樣品規(guī)格(10~15)mm×(10~15)mm,樣塊1、2、3 分別位于直徑1/8、1/4、1/2位置(取完樣按取樣位置擺好、標(biāo)號),1、3、4、5 面可由帶鋸取樣,其余表面由線切割取樣。取樣時注意切割速度及冷卻液的選擇,避免因塑形變形或受熱引起的顯微結(jié)構(gòu)組織失真的現(xiàn)象。
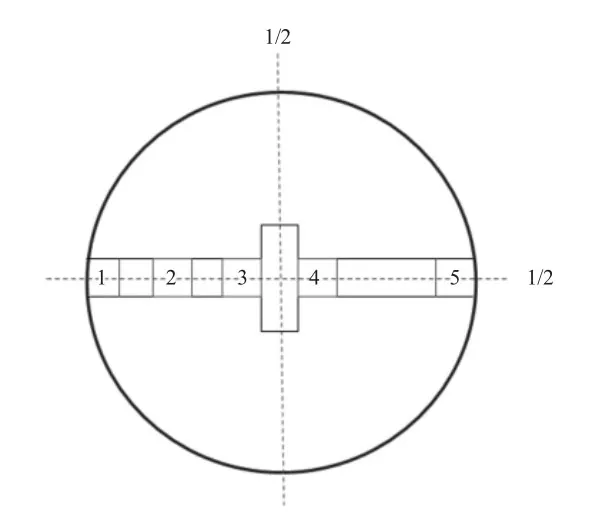
圖1 取樣位置
1.1.1 試樣清洗
試樣表面若沾有油漬、污物、冷卻液或殘渣,可用合適溶劑(如酒精、丙酮等)清洗。任何妨礙基體腐蝕的金屬覆蓋層應(yīng)在磨拋之前除去。
1.1.2 試樣研磨
試樣先用砂輪粗磨,修整為規(guī)則的試樣,將試樣上的棱角磨掉,試樣磨削時須用水冷卻試樣,防止試樣因受熱而發(fā)生組織變化。機(jī)械磨的磨削速度比手工磨制快得多,但平整度不夠好,表面變形層也比較嚴(yán)重。因此經(jīng)機(jī)械磨盤磨平、洗凈、吹干后的試樣需要繼續(xù)進(jìn)行手工磨制。按照先粗磨再細(xì)磨,砂紙粒度由小及大的規(guī)律對樣品進(jìn)行研磨。每更換一次砂紙時,試樣須旋轉(zhuǎn)90°使新一道次磨制方向與舊磨痕方向垂直,在此方向磨至舊磨痕完全消失,新磨痕均勻一致時為止。
1.1.3 拋光
拋光的目的是去除細(xì)磨后遺留在磨面上的細(xì)微磨痕,得到光亮無痕的鏡面,且無磨制缺陷。拋光時間不宜過長避免在檢測面產(chǎn)生應(yīng)力變形膜影響組織顯示。拋光時應(yīng)用力均勻不宜過小或過大,以試樣穩(wěn)定落于拋光布上為宜,避免因人為因素造成試樣邊角導(dǎo)圓或浮凸。一般拋光到試樣的磨痕完全除去,表面呈光亮無痕的鏡面為止。拋光后用水清洗干凈檢測面,再用無水乙醇洗凈吹干,檢測面表面不應(yīng)有水跡或污物殘留。
1.1.4 浸蝕
H13 退火組織試樣浸蝕時,一般采用化學(xué)侵蝕法,利用浸蝕劑對試樣的化學(xué)溶解作用將組織顯露出來。將拋光后的檢測面向下浸入5%的硝酸酒精中,輕輕晃動試樣,使試樣與5%的硝酸酒精侵蝕劑充分接觸,侵蝕時間為10~15 s,光亮的檢測面被浸蝕得逐漸失去光澤略顯灰暗時即刻取出,用流動的清水徹底沖洗后將檢測面浸入酒精,再用濾紙吸去過多的水和酒精,迅速用吹風(fēng)機(jī)吹干,完成整個制備試樣的過程。
試樣浸蝕程度也對檢測準(zhǔn)確度有很重要的影響,浸蝕時間不夠,碳化物組織沒有全部顯示出來。浸蝕時間過長碳化物過度腐蝕,觀測面過黑不便于檢測碳化物分布形態(tài)。
1.2 球化退火組織檢測
侵蝕后的試樣先在金相顯微鏡下使用低倍目鏡(50×)觀察試樣退火組織顯微結(jié)構(gòu)宏觀特征,然后根據(jù)檢測目的逐級放大,最終在500 倍下觀測退火顯微組織結(jié)構(gòu)并進(jìn)行評級。在退火組織級別評定時以目鏡內(nèi)觀測到的組織顯微結(jié)構(gòu)特征與標(biāo)準(zhǔn)圖譜進(jìn)行對比,找到特征規(guī)律進(jìn)行評級。
用LEICA DMI5000M 型金相顯微鏡放大到500倍,觀察其球化退火后顯微結(jié)構(gòu)組織。部分試樣存在顯微結(jié)構(gòu)組織缺陷——滲碳體沿晶界成鏈狀析出。
2 確立評級原則、建立圖庫
通過大量的H13 熱作模具鋼的球化退火顯微組織結(jié)構(gòu)檢測數(shù)據(jù),理論結(jié)合實際,對熱作模具鋼H13球化退火組織的評級依據(jù)進(jìn)行總結(jié),做出以下評級原則(見表1)。經(jīng)鋼研院專家確認(rèn),此評級原則準(zhǔn)確可靠,可以投入進(jìn)行使用。
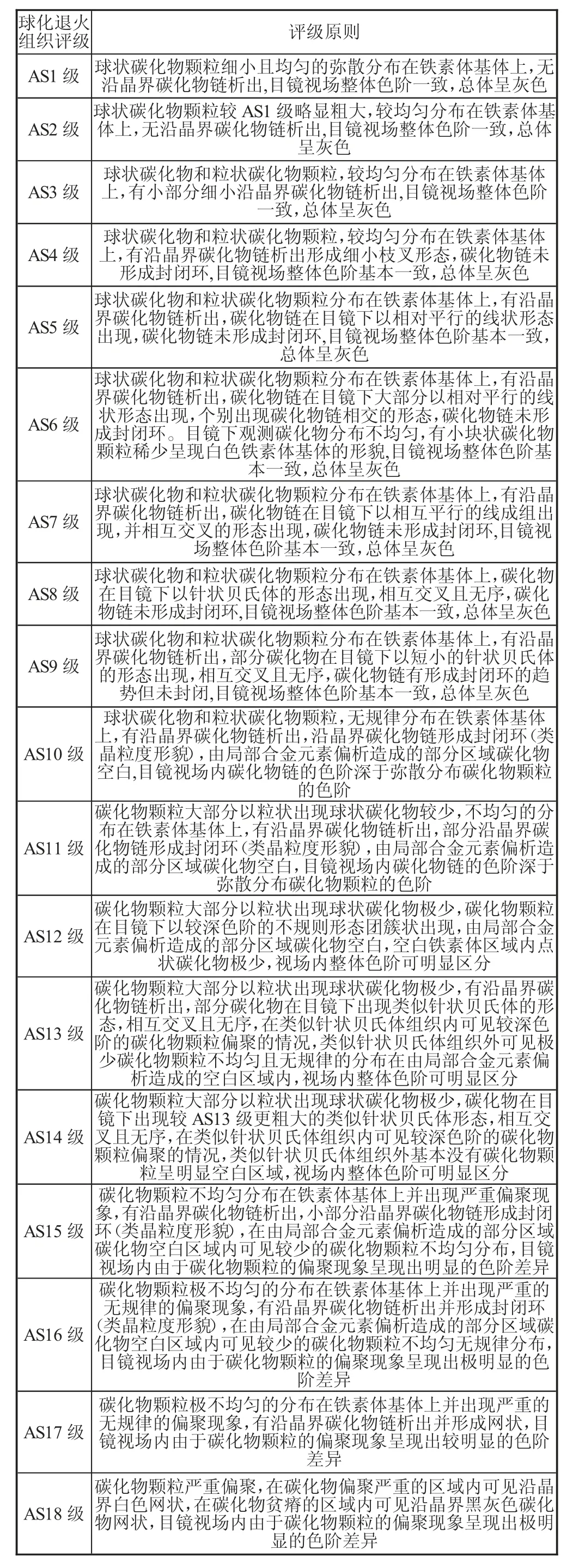
表1 H13 球化退火組織的評級原則
根據(jù)《NADCA 207—2003》球化退火組織標(biāo)準(zhǔn)評級圖(500×)及以上總結(jié)的評級原則,對H13 熱作模具鋼球化退火后金相顯微組織進(jìn)行評級,同時在生產(chǎn)實踐過程中總結(jié)并歸類相應(yīng)圖片建立了適用于生產(chǎn)的H13 熱作模具鋼產(chǎn)品退火組織圖庫,縮略圖見圖2(注:由于目前特材公司生產(chǎn)的H13 熱作模具鋼暫未發(fā)現(xiàn)AS11-AS18 級別的不合格組織,在此后如若發(fā)現(xiàn)相應(yīng)組織形態(tài)將會繼續(xù)補(bǔ)充至本圖庫中)。
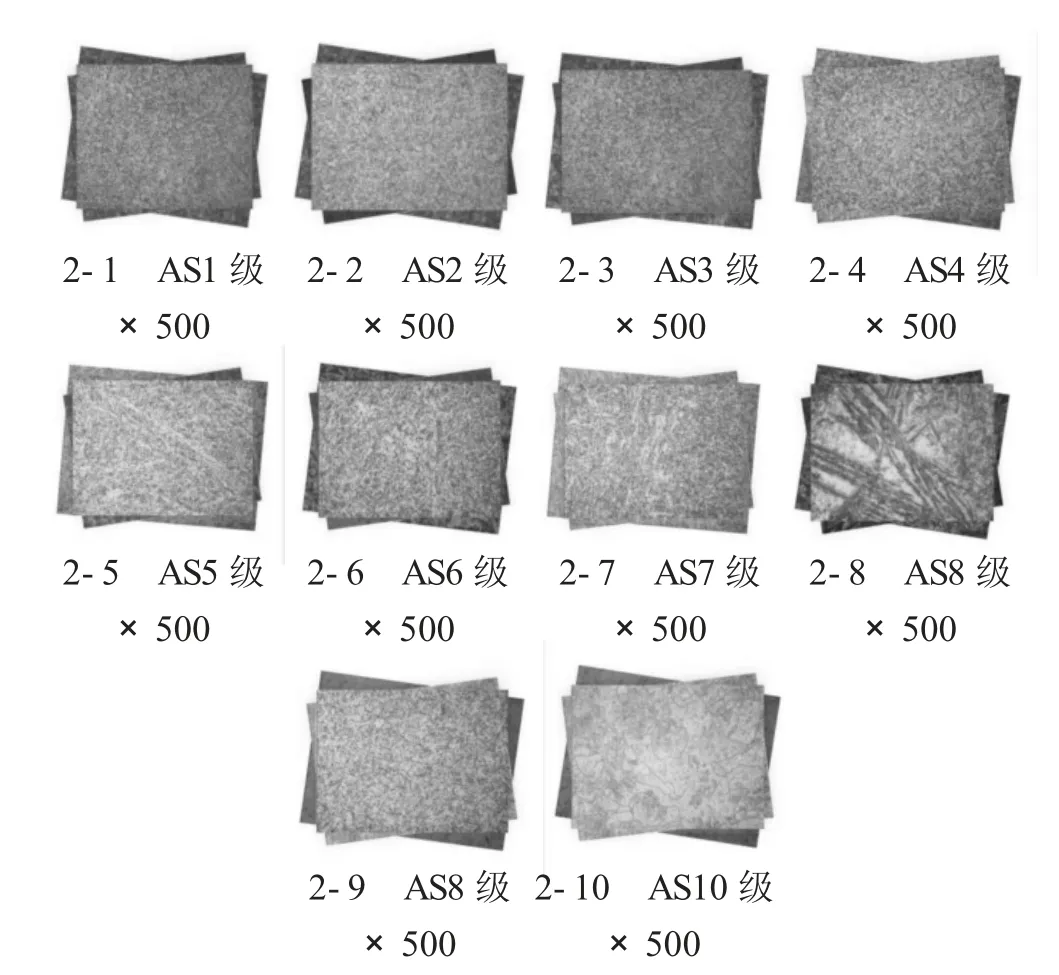
圖2 H13 熱作模具鋼產(chǎn)品退火組織圖庫縮略圖
3 實施效果
該項目反饋的數(shù)據(jù)指導(dǎo)生產(chǎn),創(chuàng)新了H13 熱作模具鋼球化退火組織級別評定檢測方法,明確了合格組織與不合格組織的特征和定義,結(jié)合本單位實際生產(chǎn)情況,建立了一套適用于生產(chǎn)的H13 熱作模具鋼球化退火組織圖庫。提高了退火組織金相檢測準(zhǔn)確率,加快了檢測速度,提高了檢測水平。可以更加有效、直觀的發(fā)現(xiàn)鋼材產(chǎn)品質(zhì)量存在的問題,指導(dǎo)工藝控制,改善產(chǎn)品質(zhì)量,達(dá)到提質(zhì)增效的目的,可以推廣應(yīng)用到其他規(guī)格及今后其他牌號的球化退火組織級別檢測實踐中。
4 結(jié)論
1)該檢測方法屬于國內(nèi)首創(chuàng),建立了詳細(xì)完善并符合H13 熱作模具鋼生產(chǎn)實際的球化退火組織圖庫,確定了各級別退火組織評級定義。總結(jié)出H13 熱作模具鋼球化退火可接受組織和不可接受組織評級原則,確定的H13 熱作模具鋼球化退火組織級別評定方法,填補(bǔ)了國內(nèi)空白。
2)目前國內(nèi)并沒有本評級方法的研究及確定,可以更加直觀、有效的發(fā)現(xiàn)鋼材產(chǎn)品質(zhì)量存在的問題,可以更有效的輔助公司進(jìn)行生產(chǎn)工藝控制,改善產(chǎn)品質(zhì)量,達(dá)到提質(zhì)增效的目的。制定了H13 熱作模具鋼球化退火組織標(biāo)準(zhǔn)金相檢測方法,保證檢測結(jié)果準(zhǔn)確性。同時可以給下游客戶提供精準(zhǔn)的數(shù)據(jù)支持,打造公司品牌形象,提高H13 熱作模具鋼市場占有率。
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
