高速鐵路鋼軌常規打磨和快速打磨綜合運用策略及實踐
2024-01-05 10:18:20張金管曙剛陳亮清郭猛剛劉豐收楊光李晨光
鐵道建筑 2023年11期
張金 管曙剛 陳亮清 郭猛剛 劉豐收 楊光 李晨光
1.中國鐵道科學研究院集團有限公司 金屬及化學研究所, 北京 100081; 2.中國鐵路上海局集團有限公司 工務部, 上海 200071;3.北京鐵福軌道維護技術有限公司, 北京 100036
中國高速鐵路線路鋼軌的主要打磨方式有常規打磨和快速打磨兩種。常規打磨可以按目標廓形進行打磨,實現設計的目標廓形,也稱為廓形打磨。國內使用的常規打磨車主要有GMC96B 型和GMC96X型[1-2]。快速打磨由機車牽引進行鋼軌打磨作業,打磨速度較快,為60 ~ 80 km/h。國內使用的快速打磨車主要有HSG-2型[3]。
近年來,各鐵路局均配備了鋼軌打磨列車,鋼軌打磨技術已逐漸成為一項常規的鐵路線路養護維修手段。針對當前中國高速鐵路的運營情況和養護維修條件,結合GMC96B、GMC96X 型常規打磨車和HSG-2 型快速打磨車的性能特點,相關學者分別開展了常規打磨、快速打磨相關研究及現場應用[4-8],并形成了鐵總工電〔2018〕48 號《高速鐵路鋼軌快速打磨管理辦法》、Q/CR 681—2018《高速鐵路鋼軌與道岔大型機械打磨驗收技術規范》、鐵總運〔2014〕357 號《高速鐵路鋼軌打磨管理辦法》等適合中國國情的高速鐵路鋼軌打磨技術標準及文件,對打磨施工組織管理、計劃實施、技術要求、作業要求、檢測設備、打磨作業質量驗收等給出了詳細規定。
高速鐵路運營里程在不斷增加,而GMC96B 型、GMC96X型常規打磨車和HSG-2型快速打磨車數量有限,而且常規打磨和快速打磨的時機和周期缺乏有機結合,打磨作業的效率和效果不佳,已經無法滿足鋼軌維修養護的實際需求。目前關于常規打磨和快速打磨綜合運用的打磨策略的研究和打磨實踐相對較少。因此,本文通過系統地分析常規打磨和快速打磨的優缺點,根據常規打磨和快速打磨的技術特點,提出常規打磨和快速打磨綜合運用的打磨策略,并開展打磨實踐應用。
1 常規打磨技術特點
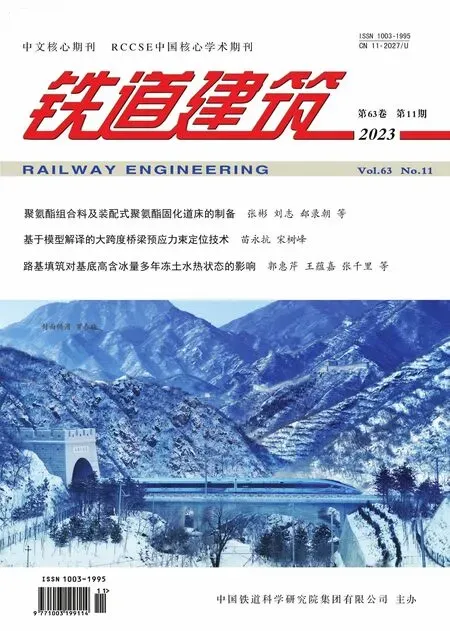
常規打磨是一種主動式打磨技術,采用電機或液壓馬達驅動的高速旋轉砂輪對鋼軌進行磨削,縱向和橫向打磨鋼軌。其原理見圖1(a)。
常規打磨車由電機或液壓馬達驅動砂輪旋轉,利用砂輪端面進行打磨,砂輪與鋼軌之間有較大的作用力,打磨深度較大,單遍全覆蓋打磨深度約為0.1 ~0.2 mm,能夠有效地消除鋼軌表面病害。同時,常規打磨車的打磨角度為外側 -10°至內側 +60°[圖1(b)],能夠實現軌面的全覆蓋打磨,可以優化軌頭廓形,進而改善輪軌匹配關系。但是,常規打磨車的砂輪起落位置(接茬處)或區間線路容易出現周期性打磨痕跡[圖1(c)],當周期性磨痕深度達到0.03 mm 以上時可能發展成鋼軌波磨,甚至引發彈條扣件斷裂。此外,常規打磨車的砂輪直徑約為250 ~ 260 mm,對于改善波長超過250 mm的軌面不平順打磨效果不佳[9]。
2 快速打磨技術特點
快速打磨是一種被動式打磨技術,砂輪位置與列車行駛方向呈一定的傾斜角度,通過動力牽引車的高速運行帶動砂輪在鋼軌上高速旋轉(砂輪中心有軸承),砂輪與鋼軌之間產生相對運動的摩擦力,對軌面進行磨削。其原理見圖2(a)。
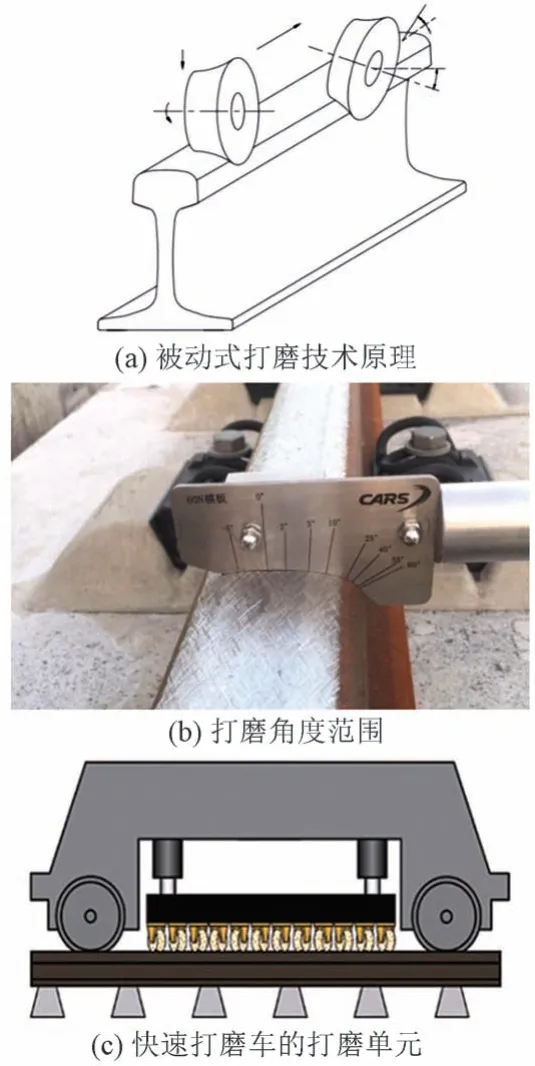
圖2 快速打磨
快速打磨車由機車牽引打磨車,砂輪沿著鋼軌拖動,利用砂輪圓周面進行打磨,砂輪與鋼軌之間作用力較小,打磨深度較小,單遍全覆蓋打磨深度約為0.03 mm,消除鋼軌表面病害的能力有限。快速打磨車的鋼軌內側工作邊最大角度約為30°[圖2(b)],不能進行軌頭的全覆蓋打磨,無法達到修正軌頭廓形、改善輪軌匹配關系的目的,容易引起動車組異常振動[10]。快速打磨車每側有4 組打磨架,每組打磨架由12 個打磨砂輪組成,固定在全長1.6 m 的剛性打磨梁上[圖2(c)],作業時可以先削平波峰,再逐步接觸到波谷,對于消除波長1 m 以內的軌面不平順打磨效果十分顯著。
3 常規打磨和快速打磨的綜合運用
隨著鐵路運量和載重量不斷增加,鋼軌維護的要求增大,同時可利用的維修時間減少,需要更高效的鋼軌打磨設備。針對現場實際需求,德國福斯羅公司研制了HSG 型快速打磨列車,通過少量多遍的快速打磨,有效預防了軌面滾動接觸疲勞、軌面波磨、軌面不平順等病害的產生和發展,保證鋼軌長期處于良好的運用狀態。
2008 年以來,HSG 型快速打磨列車已在歐洲多條不同的鐵路線路上進行打磨施工作業。其中,典型線路包括科隆至法蘭克福鐵路(德國第一條時速超過300 km 的高速鐵路)、圣哥達基鐵路(有世界上最長的鐵路隧道)、柏林-漢諾威鐵路、美因茨-沃爾姆斯鐵路等[3]。
德國高速鐵路同時運行高速列車和普通客車,由于普通客車軸重較大,容易產生鋼軌疲勞問題,鋼軌維修養護采用了廓形打磨與快速打磨相結合的打磨方式。其中,廓形打磨周期為4 年,每次打磨深度為0.1 mm;快速打磨為每年2 ~ 4次,每次打磨3遍,每次打磨深度為0.1 mm。瑞典、丹麥、法國等歐洲國家也采用了廓形打磨和快速打磨相結合的打磨方式進行鋼軌維護[4]。
2013 年,中國引入了HSG-2 型快速打磨列車,并在京滬高鐵開展了鋼軌快速打磨試驗,后續在京滬高鐵、哈大高鐵、鄭西高鐵、大西高鐵、京廣高鐵、滬昆高鐵、西成高鐵、貴廣高鐵、蘭新客運專線等多條高速鐵路線路進行了鋼軌快速打磨作業,取得了較好的打磨效果。
3.1 新建高速鐵路線路鋼軌預打磨
京滬高鐵、武廣高鐵、廣深港高鐵等高速鐵路線路采用GMC96B 型、GMC96X 型常規打磨車進行鋼軌預打磨。由于常規打磨車引起的周期性打磨痕跡發展成鋼軌波磨,致使動車組通過時產生共振,開通后不久均出現了彈條扣件斷裂的情況,見圖3。可知:常規打磨車形成的周期性打磨痕跡已經發展成鋼軌波磨,波深約為0.1 mm,波長約為120 mm;鋼軌波磨作為引起車輛系統振動的激擾源,當車輛通過鋼軌波磨區段產生的激振頻率與彈條(或T形螺栓)固有頻率相近引起共振時,彈條(或T 形螺栓)因高頻振動而折斷。
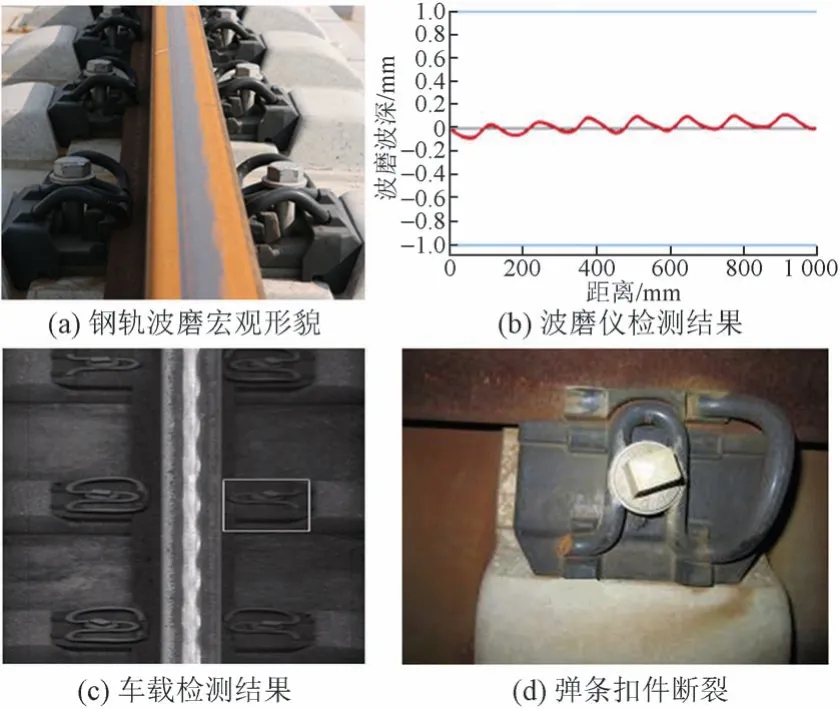
圖3 常規打磨引起彈條扣件斷裂
哈牡高鐵、徐鹽高鐵、合安高鐵、西成高鐵等高速鐵路線路采用HSG-2 型快速打磨車進行鋼軌預打磨。由于鋼軌廓形打磨不到位,導致輪軌匹配關系不良,開通后不久均出現了動車組異常振動的情況,見圖4。可知:快速打磨后鋼軌實測廓形與目標廓形差異較大,鋼軌內側工作邊最大廓形偏差約為+0.6 mm;鋼軌光帶明顯偏向內側工作邊,寬度約為30 mm;快速打磨切削量較小(每遍約0.03 mm),不能進行軌頭全覆蓋打磨,基本無法改變或重塑軌頭廓形,致使改善輪軌接觸關系的能力較差,容易引起動車組異常振動,主要表現為振動加速度幅值超過0.5g,振動頻率集中在7 ~ 9 Hz。
圖4 快速打磨引起動車組異常振動
相關研究表明[9,11]:軌面周期性不平順幅值超過0.03 mm,容易發展成鋼軌波磨病害;鋼軌軌頭廓形偏差大于0.4 mm,容易引起動車組異常振動。
針對常規打磨和快速打磨存在的問題,結合常規打磨車和快速打磨車的性能特點,并參考Q/CR 681—2018和鐵總工電〔2018〕48號的相關要求,提出廓形偏差大于0.4 mm和周期性不平順幅值超過0.03 mm時,應采用常規打磨+快速打磨的打磨策略(簡稱方案一)。具體方案如下。
1)常規打磨:使用GMC-96B 型、GMC-96X 型常規打磨車打磨2 遍,去除軌面脫碳層,消除鋼軌表面缺陷,修正軌頭廓形,改善輪軌匹配關系,提高焊接接頭平順性。
2)快速打磨:使用HSG-2型快速打磨車打磨3遍,消除GMC-96B 型、GMC-96X 型常規打磨車引起的周期性打磨痕跡、打磨接茬不良等問題,進一步提高線路平順性,改善軌道質量指數。
對比采用方案一進行鋼軌預打磨前后的鋼軌廓形及軌面狀態,見圖5。可知:打磨前鋼軌實測廓形與目標廓形差異較大,鋼軌內側工作邊最大廓形偏差約為 +0.6 mm,鋼軌軌面狀態良好,僅有明顯的銹蝕層;常規打磨后鋼軌實測廓形與目標廓形基本接近,鋼軌軌頂面存在明顯的周期性打磨痕跡;快速打磨后鋼軌實測廓形與目標廓形吻合較好,鋼軌軌面狀態良好,消除了周期性打磨痕跡。
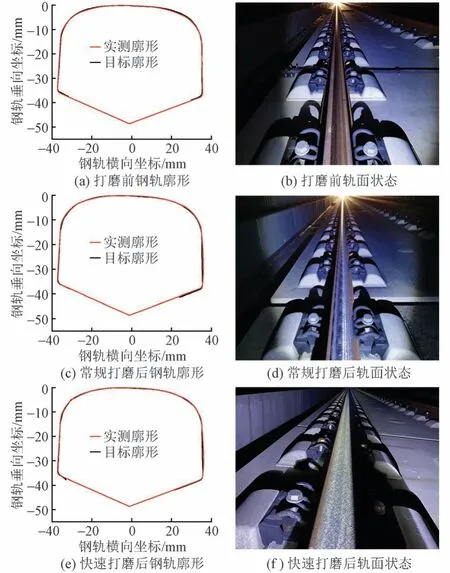
圖5 方案一打磨效果
鹽通高鐵、連徐高鐵、安九高鐵等新建高速鐵路線路的鋼軌預打磨均采用了常規打磨+快速打磨的打磨方案,取得了較好的打磨效果[12-14],達到了去除軌面脫碳層,消除鋼軌在生產、焊接、運輸和施工過程中產生的表面缺陷,優化軌頭廓形,改善焊接接頭平順性的鋼軌預打磨目的。同時,提高了線路整體平順性,有效降低了線路的軌道質量指數。線路開通運營后,沒有出現彈條扣件斷裂、動車組異常振動等情況。
3.2 運營高速鐵路線路鋼軌預防性打磨
寧啟高鐵、京張高鐵、徐鹽高鐵等高速鐵路線路出現了鋼軌母材百米周期性不平順,每100 m 在距焊縫1 ~ 3 m 處有鋼軌母材低塌,見圖6。可知:鋼軌光帶不良,寬窄不一;鋼軌母材平直度約為-0.5 mm/m,低塌范圍約為800 mm。
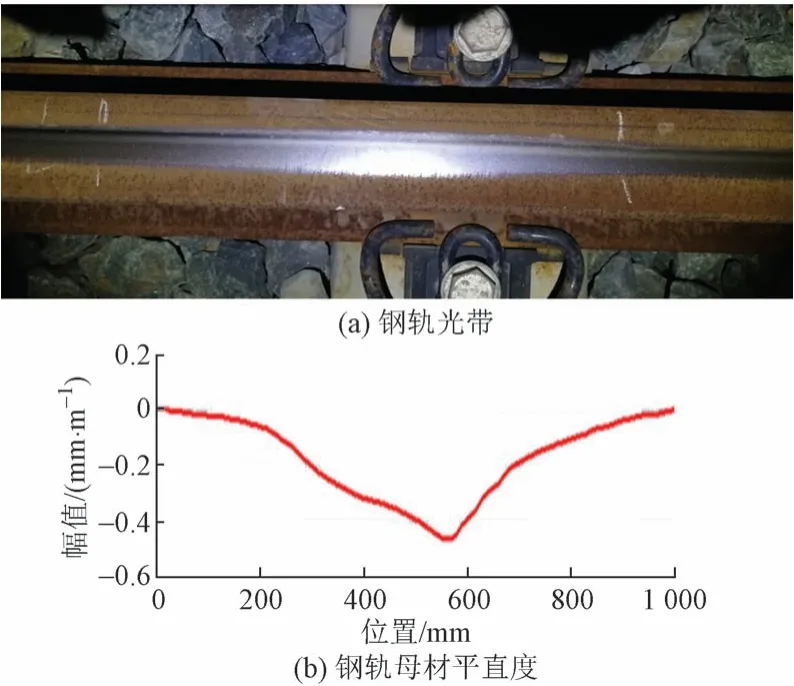
圖6 鋼軌母材低塌
調查發現[15-16],鋼軌母材百米周期性不平順是由于鋼軌生產時的高低點缺陷造成的。鋼軌母材低塌情況造成線路平順性較差,進而引發動車組出現異常振動和兩桿一響的問題,嚴重影響動車組運行品質。
相關研究表明[9],軌面不平順的波長超過250 mm時,大于常規打磨車的砂輪直徑,常規打磨車無法改善軌面不平順。
為解決鋼軌母材低塌,提高線路平順性,兼顧打磨效果和經濟性,提出軌面不平順的波長超過250 mm時,應采用快速打磨和常規打磨相結合貫通打磨為主,小型打磨機具局部打磨為輔的打磨策略(簡稱方案二)。具體方案如下。
1)人工小機打磨:使用小機打磨處理鋼軌母材低塌,將鋼軌母材平直度控制在-0.3 mm/m 以內。同時應保證不平順位置鋼軌廓形與前后鋼軌廓形良好過渡,并做好0.1‰ ~ 0.2‰的順坡率。
2)第一階段快速打磨:小機打磨后,使用HSG-2型快速打磨車打磨6 ~ 8 遍,處理軌面不平順打磨,將鋼軌母材平直度控制在-0.1 mm/m以內。
3)常規打磨:快速打磨后,使用GMC-96B 型、GMC-96X 型常規打磨車打磨2 遍,修正鋼軌廓形,消除HSG-2 型快速打磨車引起的鋼軌廓形差異,確保鋼軌廓形在橫向上的對稱性和在縱向上的一致性。
4)第二階段快速打磨:廓形打磨后,使用HSG-2型快速打磨車打磨3 遍,消除GMC-96B 型、GMC-96X型常規打磨車形成的周期性打磨痕跡及軌面不平順,進一步提高線路鋼軌母材和焊接接頭的平順性。
對比采用方案二進行打磨前后鋼軌母材平直度,見圖7。
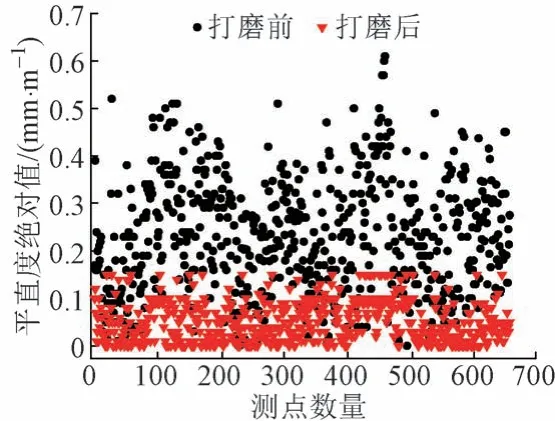
圖7 采用方案二打磨前后鋼軌母材平直度對比
由圖7 可知:打磨后所有測點的鋼軌母材平直度絕對值均不超過0.15 mm/m,其中鋼軌母材平直度絕對值在0.1 mm/m 及以內的占比為90%,滿足TB/T 2344.1—2020《鋼軌 第1 部分:43 kg/m ~ 75 kg/m鋼軌》和TB/T 1632.1—2014《鋼軌焊接 第1部分:通用技術條件》相關要求。
采用鋼軌波磨測量儀對方案二打磨前后鋼軌軌面平順性進行了檢測,結果見圖8。可知:打磨后鋼軌母材百米周期性不平順得到了明顯改善,焊接接頭附近位置與正線鋼軌母材的平順性特征基本一致,解決了接頭附近位置周期性高低不平順的問題,提高了線路整體平順性。
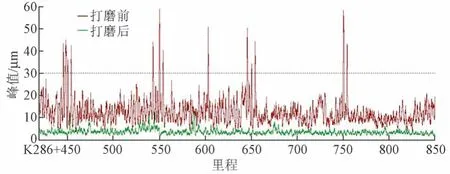
圖8 采用方案二打磨前后鋼軌軌面平順性對比
采用方案二打磨后鋼軌廓形及光帶情況見圖9。可知:打磨后鋼軌實測廓形與目標廓形吻合較好,鋼軌內側工作邊最大廓形偏差約為 +0.05 mm;鋼軌光帶基本居中,寬度約為20 mm。鋼軌打磨廓形達到目標廓形要求,可以保證良好的輪軌匹配關系。

圖9 采用方案二打磨后鋼軌廓形及光帶情況
4 結論
本文通過系統分析常規打磨和快速打磨的優缺點,結合常規打磨和快速打磨的技術特點,針對鋼軌打磨存在的問題,結合鋼軌母材百米周期性不平順的實際情況,研究提出了兩種常規打磨和快速打磨綜合運用的打磨策略,并開展了打磨實踐應用。主要結論如下:
1)采用常規打磨(主動式打磨技術)時,砂輪與鋼軌之間有較大的作用力,打磨深度較大,能夠有效消除鋼軌表面病害,可以實現軌面全覆蓋打磨,優化軌頭廓形,改善輪軌匹配關系。但是,常規打磨容易出現周期性打磨痕跡,可能發展成鋼軌波磨,甚至引發彈條扣件斷裂。
2)采用快速打磨(被動式打磨技術)時,砂輪與鋼軌之間的作用力較小,打磨深度較小,消除鋼軌表面病害的能力有限,而且不能進行軌頭全覆蓋打磨,無法修正軌頭廓形,改善輪軌匹配關系,容易引起動車組異常振動。但是,快速打磨處理軌面不平順的打磨效果十分顯著。
3)采用常規打磨+快速打磨的打磨策略進行鋼軌預打磨,通過常規打磨可以去除軌面脫碳層,消除鋼軌表面缺陷,修正軌頭廓形,優化輪軌匹配關系,改善焊接接頭平順性;通過快速打磨可以有效消除周期性磨痕和軌面不平順,進一步提高線路整體平順性,降低線路軌道質量指數;避免線路開通運營后出現彈條扣件斷裂和動車組異常振動的情況。
4)采用快速打磨和常規打磨相結合貫通打磨為主,小型打磨機具局部打磨為輔的打磨策略進行鋼軌預防性打磨,鋼軌母材百米周期性不平順問題得到了有效解決,同時鋼軌廓形打磨質量滿足相關要求,確保了良好的輪軌匹配關系,提高了動車組的運行品質。