TiZrNiCu釬料在TA1/TC4異質界面的反應潤濕過程*
2023-12-27 11:34:38高德君武紹旺楊生旭張承浩劉永旭司曉慶曹健
機械制造文摘(焊接分冊) 2023年5期
關鍵詞:界面
高德君, 武紹旺, 楊生旭, 張承浩, 劉永旭, 司曉慶, 曹健
(1.哈爾濱工業大學, 先進焊接與連接國家重點實驗室, 哈爾濱 150001;2.西安航天發動機有限公司, 西安 710100)
0 前言
自從鈦金屬商業化以來, 鈦及鈦合金就因其優異的性能而備受關注。鈦的密度約為4.51 g/cm3, 不到鋼密度的60%, 高比強度、良好的抗腐蝕性、抗氧化性能等使其成為一種重要的金屬結構材料[1-2]。鈦及鈦合金主要應用于航空航天領域, 在船舶、汽車及建筑等領域的應用也日益增加。隨著鈦合金的廣泛應用, 成分單一、一次成形的鈦合金器件難以滿足使用需求的提高, 因此鈦及鈦合金的異種材料連接具有重大的使用意義[3-5]。
TA1作為一種成形性能較好的工業純鈦, 往往被制備成高精度構件, 但是TA1的其他性能不能滿足服役需求, 為此常常與其他鈦合金構成復合器件使用[6-8]。目前, 應用最為廣泛的鈦合金為固溶強化鈦合金, 其中, α + β型兩相TC4(Ti-6Al-4V)鈦合金具有良好的塑形和優異的力學性能, 在航空航天中火箭發動機、飛行器后部升降舵夾具、壓力容器等方面大量應用[9]。因此, 實現TA1和TC4鈦合金的可靠連接對于制造應用于航空航天中的精密器件具有重大意義。
在各種連接方法中, 釬焊因其焊接溫度遠低于母材熔點, 導致焊接變形小、焊接精度高, 對母材性能影響小, 往往應用于高精度及復雜結構件的連接[10-11]。釬焊是利用液態釬料在母材表明潤濕鋪展, 從而填充焊縫, 最終實現與母材良好冶金結合的焊接方法。釬料在母材表面的潤濕性往往決定焊接的成功與否, 良好的潤濕是成功實現連接的關鍵。因此, 研究釬料的潤濕過程對釬焊具有重大意義[12-14], 文中采用與母材成分相近的TiZrNiCu作為釬料, 研究了TiZrNiCu釬料在TA1/TC4異質界面的反應潤濕過程, 為二者的有效連接提高理論基礎。
1 試驗方法
試驗分為釬料潤濕鋪展試驗和填縫試驗兩部分, 鋪展試驗采用尺寸均為40 mm × 40 mm × 3 mm的TA1鈦合金和TC4 鈦合金片, 試驗前, 采用200號、400號、600號、800號砂紙將潤濕面打磨光亮, 并清洗干凈。填縫試驗采用尺寸均為100 mm × 70 mm × 3 mm的TA1鈦合金和TC4 鈦合金板, 上端加工出45°倒角, 以便于釬料的預置。需釬料潤濕的表面進行精加工, 粗糙度為3.2, 四周打直徑為8 mm的孔洞, 二者用螺栓進行裝配, 焊前使用酒精清洗干凈, 不同厚度的(20,50,80,100 μm)鈦箔放置二者之間, 用于控制縫隙寬度, 其裝配示意圖如圖1所示, 填縫試驗完成后, 將試件延填縫方向切為7部分, 每部分寬均為10 mm, 采用光學顯微鏡觀察釬料填縫狀態后, 測量每部分截面填縫長度后取平均值。試驗所使用的釬料為Ti51ZrNiCu粉末, 其成分如表1所示, DSC測試表明其熔點在845 ℃, 焊前采用聚乙烯醇水溶液配制成焊膏備用。

表1 TiZrNiCu釬料化學成分(質量分數, %)
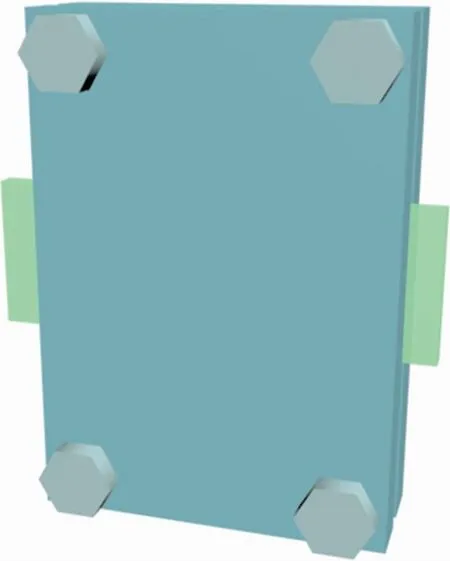
圖1 填縫試驗裝配圖示意圖
試驗參數選用935 ℃/3 min, 室溫到800 ℃的升溫速率為20 ℃/min, 保溫5 min, 800 ℃到935 ℃的升溫速率為10 ℃/min, 保溫3 min后, 以10 ℃/min的降溫速率降到450 ℃后隨爐冷卻。采用潤濕角測量儀測量潤濕角、掃描電子顯微鏡及能譜分析儀對界面進行觀察分析。
2 試驗結果與分析
2.1 TiZrNiCu釬料潤濕典型界面組織
在試驗溫度為935 ℃、保溫時間為3 min的條件下, 所獲得的TiZrNiCu釬料在TA1表面潤濕的典型組織結構如圖2所示。可以看出, 釬料在母材潤濕鋪展性能良好, 接觸角度較小, 釬料與母材間的結合較為致密, 沒有出現明顯的裂紋和斷裂傾向, 釬料與母材界面處有多種物相組成。釬料潤濕后圖2中A~E點能譜結果。如表2所示。潤濕界面分為3個區域:母材擴散區、母材與釬料反應區和釬料潤濕區。在釬料潤濕區, 可以觀察到釬料和TA1發生溶解擴散, 釬料與母材發生反應后主要由兩部分組成, 一是以點A處為代表, 由明暗兩相組成, 其中暗相與母材相近, 元素成分主要為Ti元素, 存在少量的釬料中元素,即Zr元素、Cu元素、Ni元素。物相應該為α-Ti相, 而亮相呈針狀組織且彌散分布, 存在較多的Zr元素、Cu元素、Ni元素, 物相應為β-Ti相;二是由B點與C點代表的網絡狀亮相與點狀暗相交織組成, 根據能譜分析, 網絡狀的亮相應為(Ti,Zr)2(Ni,Cu)相, 點狀的暗相應為β-Ti相。母材與釬料反應區, 即釬料與母材接觸的界面處, 點D, 其物相形貌和能譜結果與A點相似, 因此物相應相同, 皆為α-Ti + β-Ti相。母材擴散區是由釬料擴散到母材深處形成的, 產生具有方向性針狀物相, 由E點能譜結果可知, 該相應該為α-Ti相, 釬料中少量的Zr元素、Cu元素、Ni元素擴散到母材中。
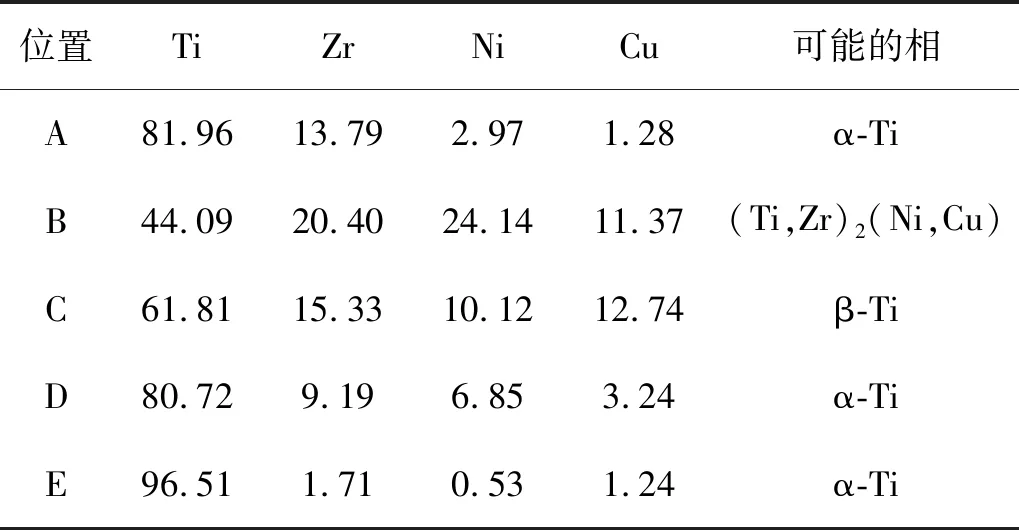
表2 圖2中A~E點能譜結果(原子分數,%)

圖2 TiZrNiCu釬料在TA1表面潤濕典型組織結構
在試驗溫度為935 ℃、保溫時間為3 min的條件下, 所獲得的TiZrNiCu釬料在TC4表面潤濕的典型組織結構如圖3所示。與釬料在TA1表面潤濕相似, 釬料與母材結合較為致密, 沒有明顯缺陷, 釬料在母材潤濕鋪展性能良好, 接觸角度較小。表3為釬料潤濕后圖3中A′~C′點能譜結果, 物相成分和形貌與TA1潤濕界面相似, 總體相同, 只有釬料與母材反應界面處略有差異, 相較于TA1潤濕界面, TC4的潤濕界面的α-Ti + β-Ti相更為明顯, 同時釬料滲入母材距離較短, 且無明顯的方向性存在。

表3 圖3中A′~C′點能譜結果(原子分數,%)
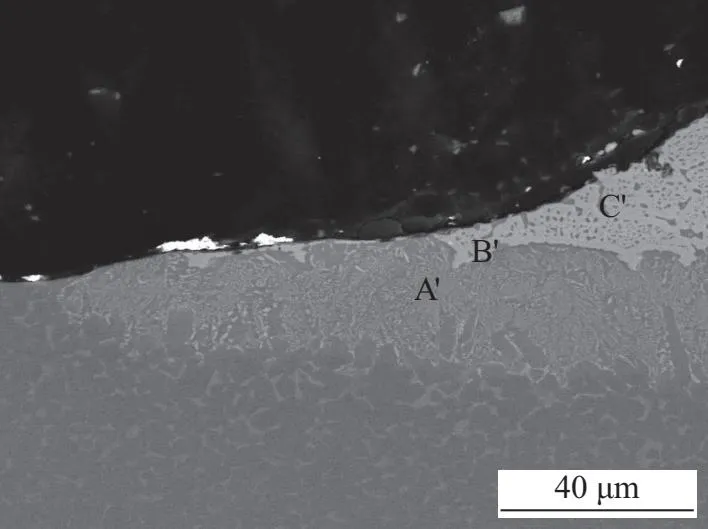
圖3 TiZrNiCu釬料在TC4表面潤濕典型組織結構
基于以上對TiZrNiCu釬料潤濕界面組織分析, 認為在試驗溫度為935 ℃, 保溫時間為3 min, 釬料與TA1或TC4母材發生反應潤濕, 潤濕效果良好, 界面組織由均勻的三部分組成, 即含有少量Ni元素、Zr元素、Cu元素α-Ti相的母材擴散區, 較多的Ni元素、Zr元素、Cu元素α-Ti + β-Ti相的母材與釬料反應區, 和α-Ti + β-Ti相 + (Ti,Zr)2(Ni,Cu)相組成的釬料潤濕區。
2.2 試驗溫度對潤濕界面的影響
圖4, 圖5分別為在保溫時間為3 min的條件下, 所獲得的不同試驗溫度(915~955 ℃)的TiZrNiCu釬料在TA1和TC4鈦合金表面潤濕界面組織結構。可以觀察到, 隨著試驗溫度的增加, 釬料潤濕區中白色相(Ti,Zr)2(Ni,Cu)略有增加, 但效果不顯著。釬料與母材反應區逐漸增加, 母材的溶解區變厚, 但界面組織整體變化不大, 說明潤濕組織對這個區間內的試驗溫度不敏感, 具有較寬的潤濕溫度工藝區間。在試驗溫度為915~955 ℃范圍變化下, TiZrNiCu釬料對TA1和TC4鈦合金表面的潤濕鋪展效果較為良好。

圖4 試驗溫度對 TA1 潤濕界面組織的影響
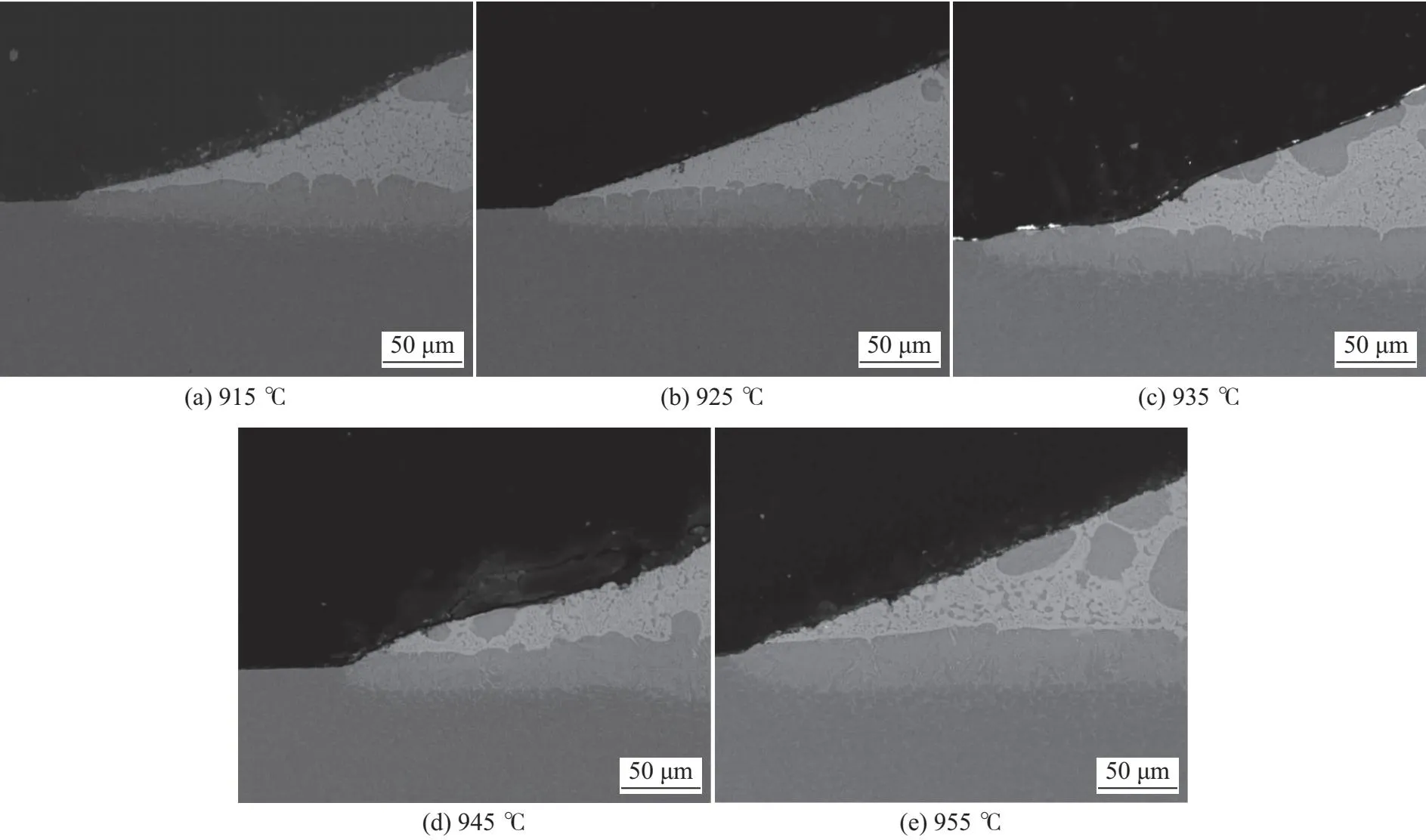
圖5 試驗溫度對 TC4潤濕界面組織的影響
圖6為在保溫時間為3 min的條件下, 不同試驗溫度下, TiZrNiCu釬料在TA1和TC4鈦合金表面潤濕角的變化, 二者變化規律相同, 這歸結于釬料與二者的反應相似。隨溫度的增加, 釬料的潤濕性小幅提高, 潤濕角略有起伏, 但整體呈下降趨勢。
2.3 保溫時間對潤濕界面的影響
圖7和圖8分別為在試驗溫度為935 ℃的條件下, 所獲得的不同保溫時間(1~10 min)的TiZrNiCu釬料在TA1和TC4鈦合金表面潤濕界面組織結構。

圖8 保溫時間對 TC4 潤濕界面組織的影響
隨著保溫時間的增加, 潤濕界面組織基本沒有明顯變化, 結合圖9潤濕角隨時間的變化, 可以發現在1~10 min的保溫時間范圍內, 潤濕角略有起伏, 但是整體變化不明顯, 說明潤濕組織對這個區間內的保溫時間不敏感, 根據其他學者的研究及使用經驗發現[15-16], TiZrNiCu釬料在連接強度件時, 需要經過長時間的高溫熱處理, 所以保溫時間1~10 min較短, 對潤濕界面及潤濕角沒有產生顯著影響。

圖9 保溫時間對潤濕角的影響
2.4 填縫試驗結果
在填縫試驗中,人工設置了不同寬度(20,50,80,100 μm)的間隙,采用的試驗參數為935 ℃/3 min,測量釬料在縫隙中充填的長度,以衡量釬料的填縫能力。圖10是間隙為80 μm的典型光學照片,可以看出釬料在試件前部充分填充,到中部位置填充結束,未能填充所有縫隙。不同間隙下(20,50,80,100 μm),釬料填充的長度不同,其對應的平均填充長度為完全填充、82.98,52.74,48.08 mm。根據釬焊中釬料爬升高度公式,即
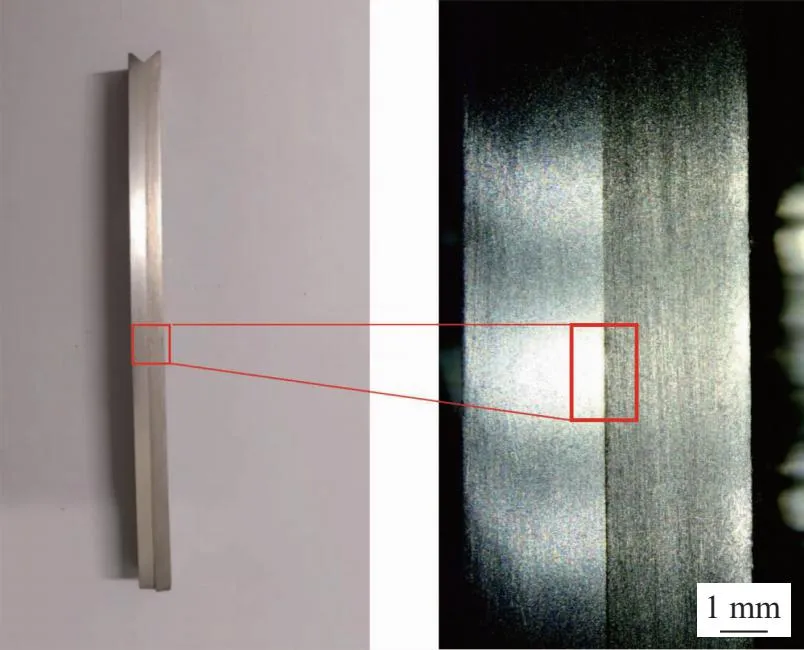
圖10 填縫試驗光學照片
(1)
式中:a為平行板的間隙, 釬焊時即為釬縫間隙;ρ為液體的密度;σSG為固氣界面的比表面自由能;σLG為液氣界面的比表面自由能;g為重力加速度。
在焊接參數、釬料及母材固定的情況下, 除釬縫間隙外, 其他參數均相同, 那么釬料爬升高度應與釬縫間隙成反比, 將所得結果帶入發現數值大致符合客觀規律, 因釬料與母材的反應影響了釬料的爬升高度, 故所測量值不能等于滿足公式計算結果。根據實驗結果, 可將TiZrNiCu釬料在TA1/TC4板填充長度化為經驗公式:h=4 000/a, 其中釬縫間隙a的單位為μm, 爬升高度h單位為mm。
3 結論
(1)TiZrNiCu釬料, 對TA1和TC4母材潤濕性良好, 在試驗溫度為915~955 ℃之間時, 二者的潤濕角均在30°左右。
(2)試驗溫度對TiZrNiCu釬料在TA1和TC4母材上的潤濕性有影響, 隨著溫度的增加(915~955 ℃), 潤濕角逐漸降低;而保溫時間(1~10 min)對其潤濕性沒有顯著影響。
(3)在試驗參數為935 ℃/3 min的條件下, TiZrNiCu釬料對TA1和TC4母材填充能力可簡化為經驗公式:h=4 000/a, 其中釬縫間隙a的單位為μm, 爬升高度h單位為mm。
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04