歐式木窗雙端復合精銑自動上料定位裝置設計與研究
2023-12-25 09:39:06蔣志維楊春梅丁禹程
林產工業
2023年11期
曲 文 蔣志維 楊春梅 丁禹程
(東北林業大學機電工程學院,黑龍江 哈爾濱 150006)
門窗是建筑物圍護結構系統中重要的組成部分[1-2],歐式木窗[3-5]以其優異的裝飾效果、良好的保溫隔熱性能、天然的木材質感,越來越受到人們的青睞,占據30%左右的市場份額,并呈上升態勢[6-9]。然而,歐式木窗型材多為純實木順紋集成材,對優質木材資源的依存度較高。因此,如何提高木窗加工的成品率和生產效率,對木材資源的高效利用和企業經濟效益的提升至關重要[10-12]。
在木窗加工過程中,窗框表面銑削是木窗加工的重要環節[13],目前,國內窗型加工技術主要采用人工上料和木窗外端定位的方式[14-16]。操作人員需手動搬運木窗,并確保木窗外端面與機床靠尺平齊。然而,若木窗待加工邊框的內外兩端面存在原始誤差(如單框不平行但垂直、雙框不平行單框不垂直、雙框平行垂直但不等寬、雙框不平行不垂直等問題),采用外端定位將增大銑削誤差如圖1所示,從而影響木窗銑削產品的質量。因此,木窗上料和定位裝置是影響表面裝飾質量的關鍵因素,對于提高木材資源的利用和增強企業的核心競爭力具有關鍵意義[17-18]。
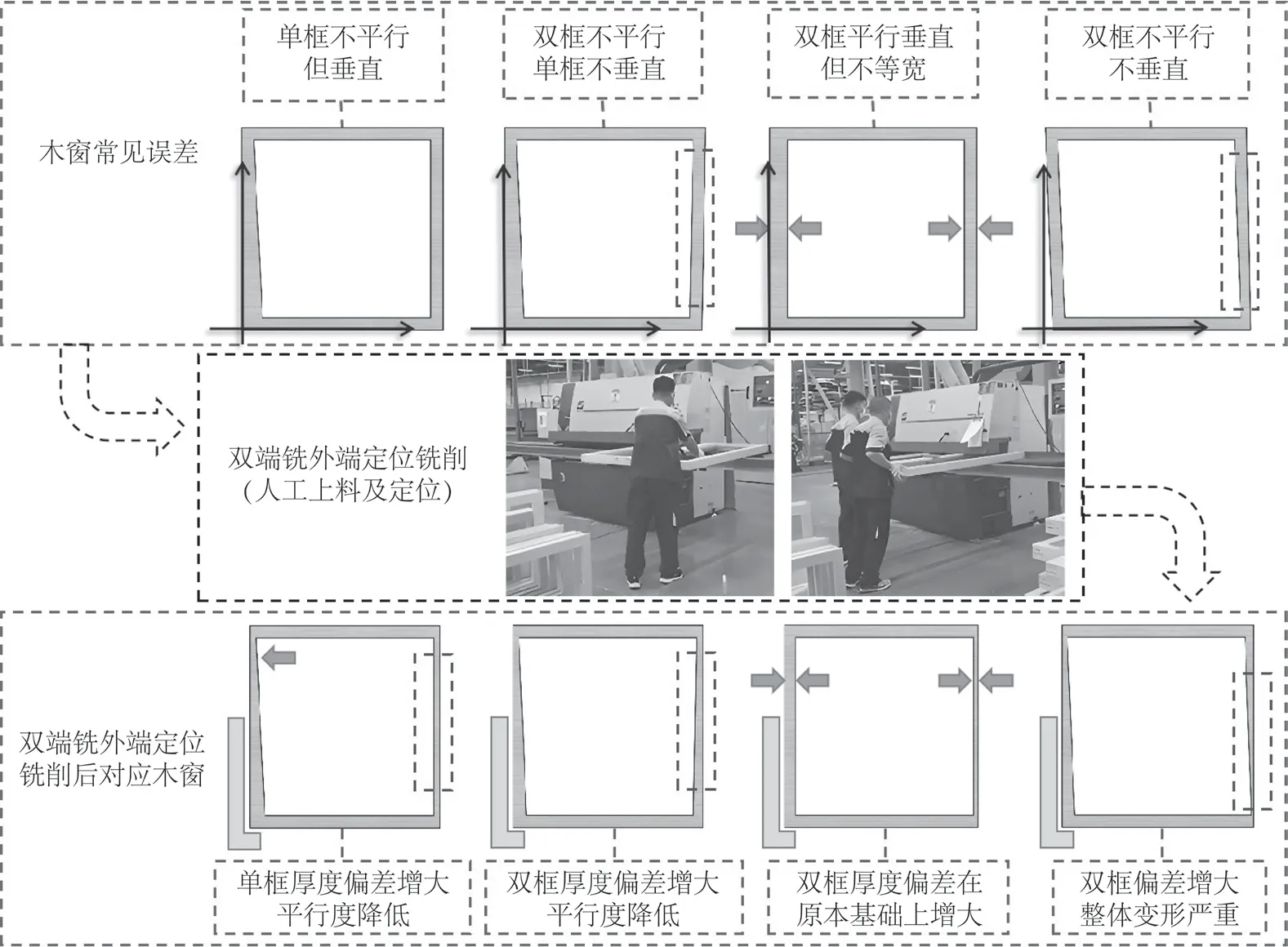
圖1 雙端銑外端定位木窗銑削誤差增大對比Fig.1 Double end milling outer end positioning wood window milling error increase comparison
基于木窗外端銑削現狀,并對木窗制造業進行調研發現,目前企業缺少一種整體機構將木窗自動運輸到料臺并進行定位[19-22]。鑒于此,本文以搬運天車龍門和機械夾緊手作為主要上料機構,并添加定位裝置及夾緊機構,設計了一種歐式木窗雙端復合精銑自動上料定位裝置。……
登錄APP查看全文