全鋼載重子午線輪胎內襯層生產工藝的研究
2023-12-25 08:33:24吳會忠應鑫盛劉德通
輪胎工業(yè) 2023年12期
關鍵詞:生產
張 彬,吳會忠,應鑫盛,施 晶,劉德通
[1.杭州中策清泉實業(yè)有限公司,浙江 杭州 311404;2.杭州朝陽橡膠有限公司,浙江 杭州 310008;3.中策橡膠(建德)有限公司,浙江 建德 311607]
內襯層是輪胎的重要部件,位于輪胎的最內層,對于有內胎輪胎來說,其作用是減少胎體與內胎間的摩擦,防止空氣滲透到胎體內部。而對于無內胎輪胎來說,內襯層,特別是氣密層,還具有保持輪胎內壓的作用。
全鋼載重子午線輪胎的內襯層一般由氣密層和過渡層兩層復合組成,氣密層具有良好的氣密性,可起保壓和防止空氣滲透的作用;而過渡層作為氣密層與胎體簾布間的中間層,與胎體簾布有良好的粘合性,促使各層間緊密結合,防止氣泡和層間脫開等病疵的產生[1-3]。
在傳統(tǒng)的輪胎內襯層生產中,主要有型輥壓延法和四輥壓延法兩種生產工藝,其生產的內襯層幅寬大,質量相對穩(wěn)定,但壓延設備相對復雜,成本高、維護保養(yǎng)難度大,同時生產一定形狀內襯層使用的型套價格高、制作周期長,對生產和設備維護不利。全鋼載重子午線輪胎內襯層生產主要采用型輥壓延法。
綜合傳統(tǒng)內襯層生產工藝的優(yōu)劣勢,桂林橡膠設計院有限公司設計開發(fā)了口型+單輥筒擠出(以下簡稱口型擠出法)的內襯層生產線。本工作主要對型輥壓延法和口型擠出法內襯層生產工藝進行對比研究[4-9]。
1 生產線主要設備
1.1 主要技術參數(shù)
(1)型輥壓延法內襯層生產線:Φ250 mm銷釘冷喂料擠出機(過渡層) 1臺,Φ200 mm銷釘冷喂料擠出機(氣密層) 1臺,橡膠雙輥壓延機(上輥可更換型套) 2臺,過渡層輻照設備 1臺,生產輔線 1套。
(2)口型擠出法內襯層生產線:Φ250 mm銷釘冷喂料擠出機(含機頭) 2臺,過渡層輻照設備1臺,生產輔線 1套。
1.2 擠出機及機頭
型輥壓延法內襯層擠出機及機頭如圖1所示,口型擠出法內襯層擠出機及機頭如圖2所示。
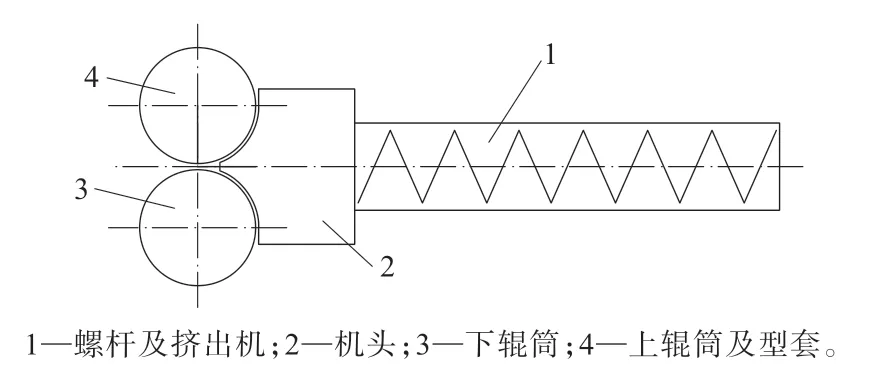
圖1 型輥壓延法內襯層擠出機及機頭示意
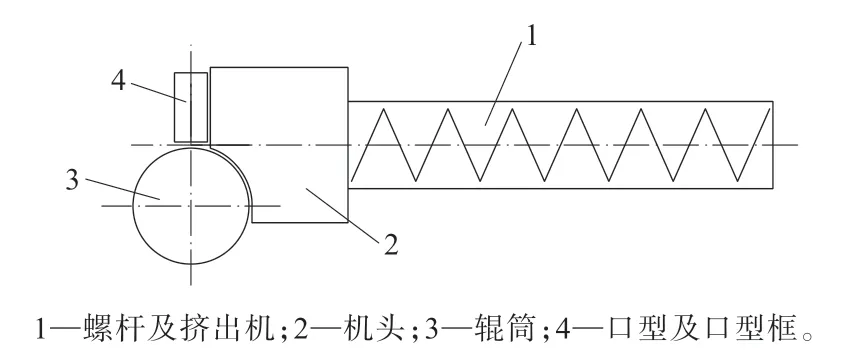
圖2 口型擠出法內襯層擠出機及機頭示意
型輥壓延法內襯層機頭配置雙輥筒壓延模式,其中上輥可調節(jié)輥筒高度及可更換型套以適應不同規(guī)格產品的生產。同時,生產結束或更換膠料時,為方便清理擠出機及機頭內的剩余膠料,擠出機通過固定軌道可向后移動。
口型擠出法內襯層機頭及擠出機均為固定模式,不可移動,更換規(guī)格通過設置于機頭前部的口型更換來實現(xiàn)。口型擠出法的操作相對更為簡便。
2 生產工藝參數(shù)
兩條生產線在同一天生產相同規(guī)格的內襯層,因過渡層擠出機型號一致,以過渡層為主對比兩種生產工藝的差異。試驗結果如表1所示。
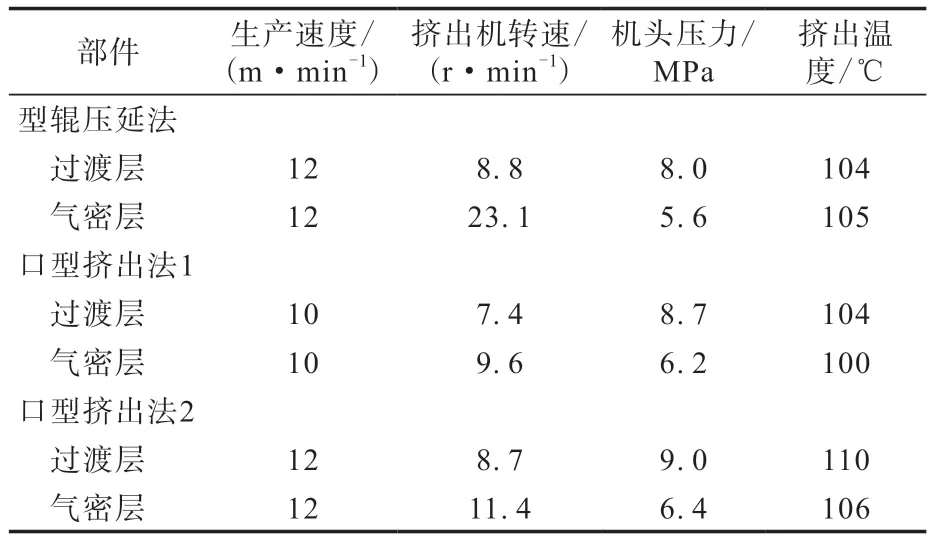
表1 兩種生產工藝的差異
從表1可以看出:在相同擠出溫度(104 ℃)情況下,型輥壓延法的生產速度較口型擠出法提升20%;在相同生產速度(12 m·min-1)情況下,口型擠出法的擠出溫度比型輥壓延法高6 ℃。
對比兩種工藝的擠出機頭壓力,型輥壓延法的壓力較低,壓力差異與生產速度和擠出溫度的差異相對應,說明擠出機頭壓力降低有利于提升內襯層的生產速度和降低擠出溫度。
3 內襯層質量
3.1 尺寸穩(wěn)定性
內襯層的厚度和寬度是重要的質量控制指標,本次試驗通過安裝于生產線的在線掃描設備截取內襯層生產穩(wěn)定期間20 min時間內的厚度和寬度數(shù)據(jù),然后對所獲取的樣本數(shù)據(jù)進行統(tǒng)計和分析,并計算極差和均方差,結果如表2所示。
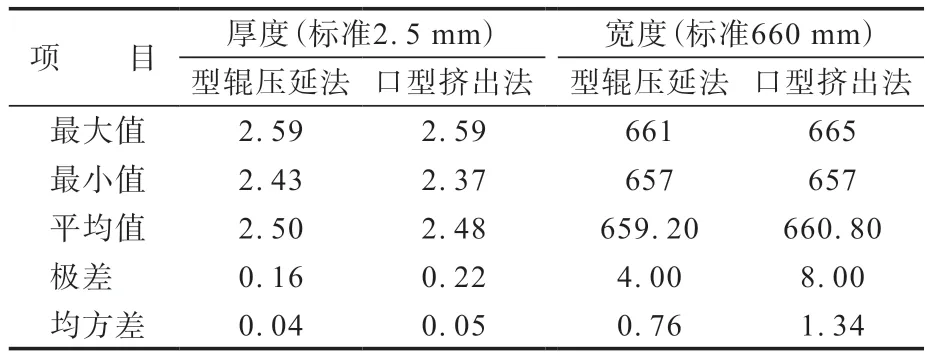
表2 內襯層的尺寸穩(wěn)定性分析結果 mm
通過樣本數(shù)據(jù)的極差和均方差的計算結果可以看出,無論在厚度還是寬度方面,型輥壓延法生產的內襯層的數(shù)值(波動值)均小于口型擠出法,說明型輥壓延法生產的內襯層尺寸穩(wěn)定性更佳,波動更小,相對口型擠出法有優(yōu)勢。
3.2 表面質量
3.2.1 外觀質量
兩種工藝生產的內襯層的外觀質量如圖3所示。
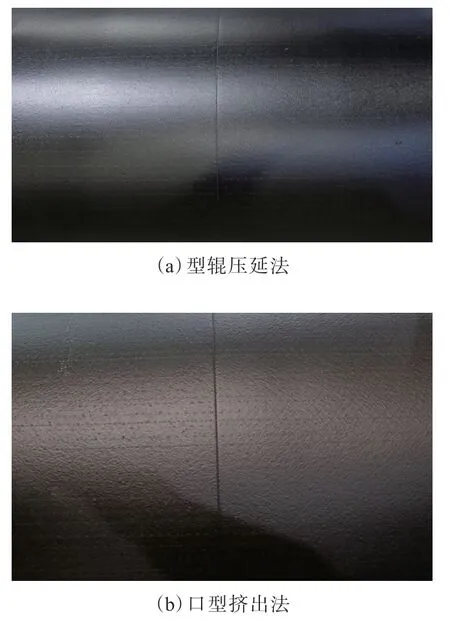
圖3 兩種工藝生產的內襯層的外觀質量
從圖3可以看出:型輥壓延法生產的內襯層表面光滑,無熟膠、冷斑現(xiàn)象;口型擠出法生產的內襯層表面輕微粗糙,無熟膠、冷斑現(xiàn)象。
兩種工藝生產的內襯層的外觀質量表現(xiàn)有所差別,型輥壓延的內襯層表面光滑,顏色深黑,而口型擠出的內襯層的表面則顯得粗糙,顏色也沒有型輥壓延的內襯層黑亮。
3.2.2 表面粘性
內襯層在輪胎成型時分別與胎體和胎側等部件結合,確保內襯層,特別是過渡層具有良好的表面粘性,是內襯層與胎體和胎側有效粘合的重要保證,因此,表面粘性也是內襯層質量控制的一個關鍵指標。
輪胎半成品表面粘性的強弱與膠料配方、半成品加工工藝和半成品停放時間等強相關,本次試驗型輥壓延法與口型壓出法采用的膠料一致,停放時間相同。
對兩種不同工藝生產的過渡層取樣,采用北京萬匯一方科技發(fā)展有限公司生產的RZN-Ⅱ型橡膠自粘性測定儀進行粘性檢測。檢測方法為:在測試輪上安裝標準試樣,以20 cm·min-1的壓合速度作用檢測試樣1 s,再以20 cm·min-1的扯離速度將標準試樣與檢測試樣分離,設備自動計算出扯離力,即為表面粘性值。
在相同生產速度下,型輥壓延法和口型擠出法生產的過渡層的表面粘性分別為10.70和8.04 N;在相同擠出溫度下,型輥壓延法和口型擠出法生產的過渡層的表面粘性分別為10.70和9.30 N。
從檢測結果可以看出,在同等條件下,型輥壓延法生產的過渡層的表面粘性比口型擠出法生產的過渡層高10%~20%。
4 其他方面
4.1 更換規(guī)格
影響生產效率的因素很多,除了前面提到的生產速度外,規(guī)格更換時間也是一個重要的因素。
從單次更換規(guī)格的時間看,型輥壓延法因需要更換型套及擠出機后退等步驟,耗時較長,一般一次更換需要20~30 min。而口型擠出法更換規(guī)格只需要將口型盒打開,拆裝口型板,一般一次更換只需要2~3 min。相較于型輥壓延法,口型擠出法單次更換規(guī)格可節(jié)約時間90%。
更換規(guī)格時間優(yōu)勢對于需要經常更換規(guī)格的多批次少量生產有利。
4.2 內襯層的原材料成本
如前所述,內襯層的型套由于加工成本高、周期長,一般情況下很少進行改變,使結構工程師在進行輪胎設計時,經常無法達到需求的內襯層形狀,為了保證輪胎質量,只能選用已有的結構設計過剩的型套,造成內襯層原材料浪費,從而使輪胎成本提高,不利于市場競爭。
我公司在引入口型擠出法生產線時,結構工程師有意識地對一些產品的內襯層結構設計過剩情況進行優(yōu)化,對內襯層結構重新設計,使硫化后的輪胎胎里厚度更趨均勻,在確保輪胎質量的前提下,降低內襯層的原材料成本,提升產品的競爭力。
對結構優(yōu)化后的內襯層進行成本測算,每條輪胎可節(jié)約原材料成本1~3元,年累計可節(jié)約成本100萬元以上。
4.3 輪胎病疵
內襯層引起的輪胎病疵主要為胎里氣泡,在以往統(tǒng)計中發(fā)現(xiàn),口型擠出法生產的內襯層在胎里氣泡方面要明顯好于型輥壓延法。本次試驗兩種工藝生產的內襯層在同一臺成型機上進行輪胎成型。輪胎胎里氣泡發(fā)生率如表3所示。

表3 輪胎胎里氣泡發(fā)生率
從表3可以看出,口型擠出法生產內襯層的輪胎胎里氣泡發(fā)生率下降約23.8%,對輪胎質量提升有利。
口型擠出的內襯層表面稍微粗糙,在保證表面粘性的情況下,其與胎體或胎側貼合時,因表面不平整利于層間氣泡排出,而不會形成層間窩氣,進而降低病疵的發(fā)生。型輥壓延內襯層則與之相反,其表面光滑,粘性較高,成型貼合時容易窩氣而導致病疵的發(fā)生。
4.4 設備維護和保養(yǎng)
型輥壓延法主機由擠出機和壓延機組成,一般采用2套PLC控制程序,存在兩套程序間的銜接問題,同時,每次更換規(guī)格需要將擠出機后退,型套內輥抬起和落下,相對控制程序更為復雜,故障率也更高,維護保養(yǎng)的難度增加。
口型擠出法主機為一套系統(tǒng),更換規(guī)格只需將口型盒移出再重新裝入即可,相對控制程序簡單,可大幅降低故障率和維護保養(yǎng)的難度。
5 結語
作為兩種不同的內襯層生產工藝,型輥壓延法和口型擠出法存在各自的優(yōu)勢和不足,相對口型擠出法,型輥壓延法具有內襯層表面質量優(yōu)良、尺寸穩(wěn)定性強和生產速度高等優(yōu)勢,但在更換規(guī)格、成品病疵、設備維護保養(yǎng)和工裝設計加工等方面不如口型擠出法,口型擠出法可實現(xiàn)內襯層規(guī)格快速變更,降低成本。針對兩種工藝的優(yōu)劣勢,輪胎公司可根據(jù)自身需求,合理選擇滿足自身條件的內襯層生產工藝路線。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16