無頭鉚釘成型過程的有限元仿真與試驗分析
2023-12-23 02:26:02呂曉敏吳林軒曹臣鵬王天鵬
宇航材料工藝 2023年6期
關(guān)鍵詞:變形
呂曉敏 吳林軒 曹臣鵬 王天鵬 劉 晚
(天津航天長征火箭制造有限公司,天津 300462)
文 摘 采用ABAQUS 建立有限元分析模型,分析了66°錐形鉚模壓鉚無頭鉚釘?shù)某尚瓦^程。對成型后的試片進行了力學(xué)及金相分析,并將結(jié)果與普通半圓頭鉚釘進行對比。研究結(jié)果表明,無頭鉚釘?shù)膲恒T變形過程為釘桿中間最早漲粗,墩頭部分成型,隨后釘桿部分逐步與孔壁均勻擠壓的過程;隨著壓鉚位移的增加,無頭鉚釘拉脫強度及剪切強度均呈上升趨勢;與傳統(tǒng)平鉚模成型的半圓頭鉚釘相比,在錐形鉚模的作用下,金屬材料向釘桿流動更加均勻,墩頭兩側(cè)的絕熱剪切效應(yīng)明顯弱化。
0 引言
鉚接作為常用的一種固定連接方式,在航空航天領(lǐng)域廣泛應(yīng)用,目前航天中常用半圓頭鉚釘。無頭鉚釘主要用于航空壁板組合件的干涉密封鉚接。無頭鉚釘釘桿成型時,需要在兩側(cè)同時加載形成墩頭,對兩側(cè)載荷、位移等參數(shù)有極高的要求。隨著自動鉆鉚工藝的發(fā)展,采用靜態(tài)壓鉚的方式更易控制,無頭鉚釘雙面加載的形式具有了替換航天有頭鉚釘?shù)膽?yīng)用基礎(chǔ)。國內(nèi)劉連喜等[1]用對無頭鉚釘埋頭窩型鉚接結(jié)構(gòu)進行研究,得到了該類型鉚釘?shù)淖顑?yōu)工藝參數(shù)組合。
李奕寰等[2-3]對無頭鉚釘在錐形鉚模電磁鉚接的研究表明,錐形鉚模對鉚接完成后的鉚接件的形變以及鉚接結(jié)構(gòu)的疲勞性能都有很大影響,并以66°鉚模形成的干涉量最理想,但研究主要集中于電磁鉚接,對靜態(tài)壓鉚的研究較少。
采用有限元分析可以對鉚接過程進行求解計算。劉平[4]等采用有限元分析法對鉚接變形過程進行了分析。朱亞蓉等[5]采用有限元仿真對玻璃鋼(GFRP)與鋁合金疊層壓鉚過程中GFRP 層的損傷問題進行了分析并獲取了GFRP/鋁合金疊層低損傷的壓鉚工藝參數(shù)。張洪雙等[6]對埋頭鉚釘連接時鉚釘和被連接件的變形過程進行了仿真研究。
本文通過數(shù)值模擬和鉚接試驗,分析錐形鉚模結(jié)構(gòu)下無頭鉚釘成型的工藝參數(shù),對壓鉚后的力學(xué)性能進行對比,同時對鉚釘剖面進行金相分析,結(jié)果可為運載火箭產(chǎn)品無頭鉚釘鉚模的靜態(tài)壓鉚工藝選擇提供參考。
1 有限元模型建立
鉚釘長度是關(guān)乎鉚接質(zhì)量的重要參數(shù),鉚釘過長,鉚釘墩頭就過大,釘桿易彎曲;鉚釘過短,則墩粗量不足,釘頭成型不完整,影響鉚接強度和緊密性。
文中采用常用的直徑為4 mm×14 mm 的2A10 鋁合金無頭鉚釘,夾層材料采用3 mm+3 mm 厚度2A12鋁合金板材結(jié)構(gòu),鉚模結(jié)構(gòu)66°。
鉚釘與夾層材料的具體性能指標(biāo)如表1 所示。網(wǎng)格采用減縮積分單元C3D8R。對變形大的區(qū)域及釘孔接觸區(qū)域采用細(xì)網(wǎng)格控制。

表1 鉚釘與夾層材料性能指標(biāo)Tab.1 Properties of rivet and sandwich materials
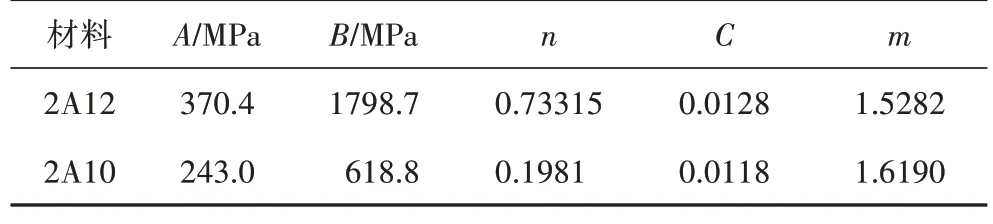
表2 Johnson-Cook模型參數(shù)Tab.2 Parameters of Johnson-Cook model
本文采用Johnson-Cook 模型描述材料的本構(gòu)關(guān)系,J-C本構(gòu)關(guān)系表達式為:
式中,A為材料初始屈服應(yīng)力;B為材料硬化模量;n為應(yīng)變硬化指數(shù);C為應(yīng)變強化參數(shù);m為熱軟化指數(shù)。
2 模擬結(jié)果分析
2.1 鉚釘成型的殘余應(yīng)力分析
用66°錐度的鉚模對4 mm 鋁合金鉚釘?shù)某尚瓦^程進行模擬。壓鉚位移分別為1.5、1.8、2、2.2 mm,結(jié)果見圖2、圖3。壓鉚過程中,鉚釘釘桿中部首先發(fā)生整體鐓粗變形,隨著壓鉚位移的增加,變形逐漸轉(zhuǎn)向釘桿中部兩側(cè),并最終集中于墩頭部分(圖2)。
壓鉚位移1.8 mm 時,鉚釘墩頭基本成型。隨著壓鉚位移的繼續(xù)增加,鉚釘墩頭位置應(yīng)力逐漸延伸至釘桿位置,在壓鉚位移2.2 mm 時,釘桿所受應(yīng)力遠遠超出墩頭位置的應(yīng)力水平,該過程如圖3所示。
孔壁應(yīng)力分析結(jié)果見圖4。可以看出,隨著壓鉚位移的增加,釘桿不斷漲粗,孔壁收到的擠壓力也逐漸增加,墩頭與孔壁接觸的孔口位置應(yīng)力最大。
2.2 模擬結(jié)果分析
根據(jù)仿真結(jié)果分析得到壓鉚力-位移曲線(圖5)。壓鉚力-位移曲線可反映出鉚釘成型過程的應(yīng)力變化。壓鉚位移在0~1.8 mm過程中壓鉚力變化相對平緩。隨壓鉚位移繼續(xù)增加,壓鉚力迅速攀升。
結(jié)合鉚釘成型的仿真結(jié)果可知,壓鉚前期主要的壓鉚力作用于鉚釘墩頭的成型,墩頭部分吸收了大部分的應(yīng)變能。此后,墩頭部分基本成型完成,壓鉚力開始作用于釘桿的墩粗,釘桿的干涉量逐步增加,釘桿向孔周不斷擠壓。被連接件孔周在擠壓作用下產(chǎn)生較大的應(yīng)力,該過程有助于被連接件材料孔周應(yīng)力強化。壓鉚位移持續(xù)增加到2 mm 時,壓鉚力達到最大值8.77 kN。若持續(xù)到壓鉚位移2.25 mm時,壓鉚力迅速達到最大值12.89 kN。
3 鉚釘成型力學(xué)試驗研究
鉚接后成型效果見圖6。對成型后的試片進行剪切及拉脫力學(xué)性能測試,拉脫及拉伸加載速率均為3 mm/min。剪切及拉脫強度變化趨勢分析見圖7及表3。
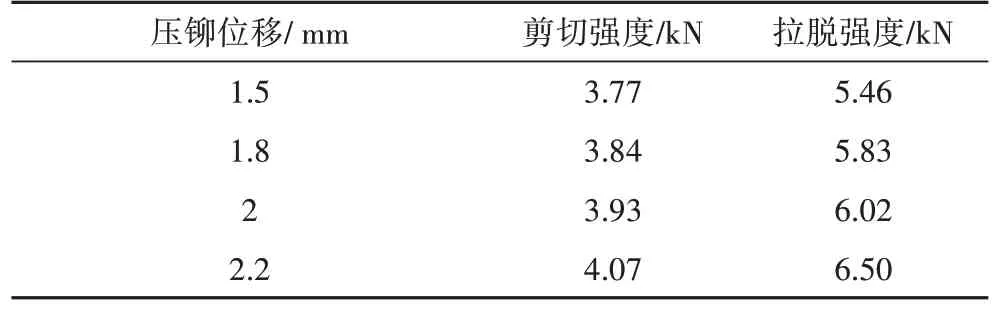
表3 試片力學(xué)強度對比結(jié)果Tab.3 Mechanical strength of test pieces
可以看出,隨著壓鉚位移的增加,試片拉脫強度及剪切強度均呈現(xiàn)出上升趨勢。拉脫強度提高更為明顯:位移1.5 mm 時,剪切強度3.77 kN,拉脫強度5.46 kN;位移2.2 mm 時,剪切強度4.07 kN,拉脫強度6.50 kN,分別提高7.96%、19.05%。由此可見,增大壓鉚位移,有利于結(jié)構(gòu)的增強。
失效照片可以直觀觀察出鉚釘釘桿與墩頭部分的強度對比情況,具體見表4。
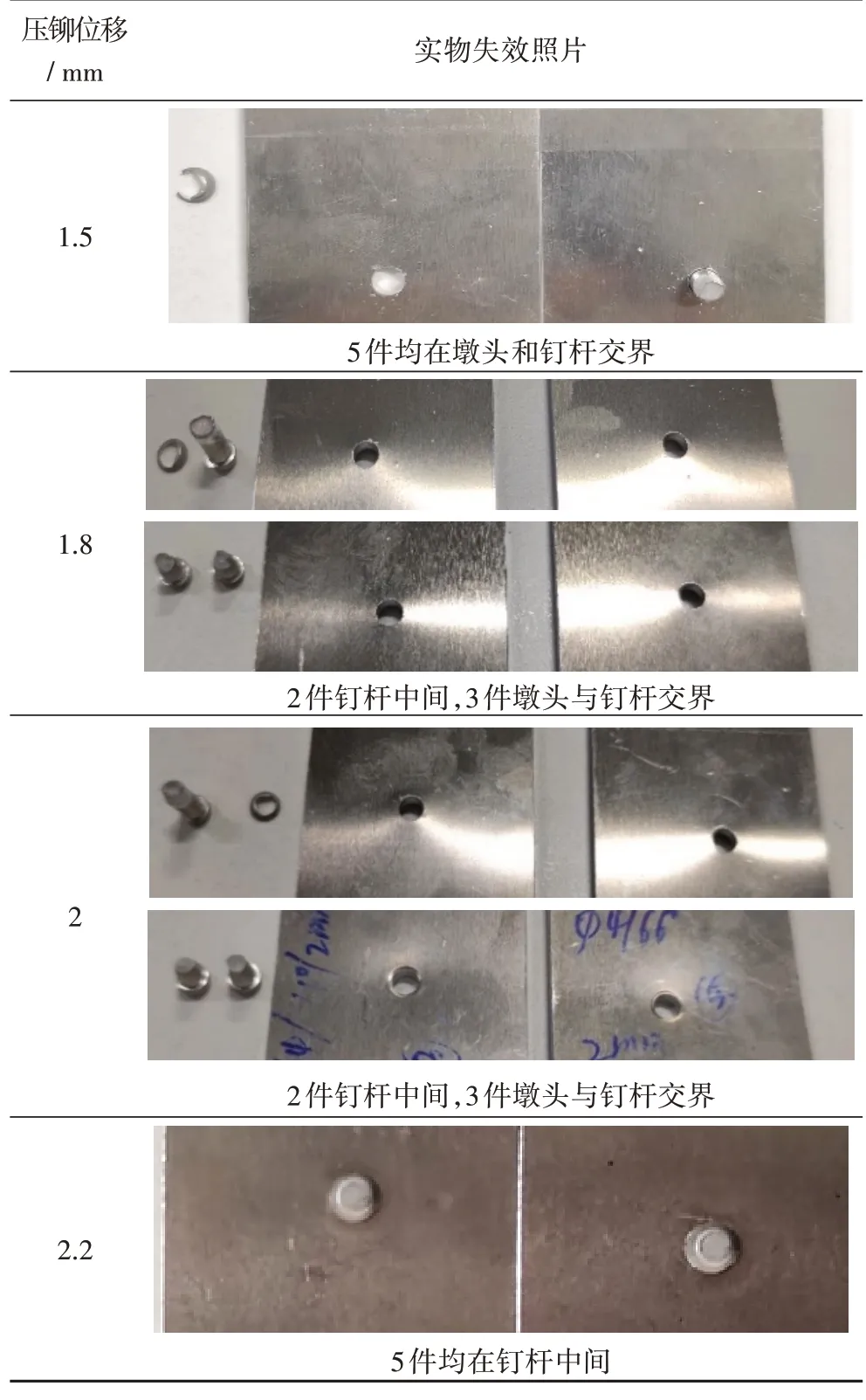
表4 不同壓鉚位移下實物失效情況Tab.4 Failure conditions of rivets under different pressing displacements
位移1.5 mm 時,失效位置均在墩頭和釘桿交界,說明成型后該位置較為薄弱,墩頭成型效果較差。隨著壓鉚位移的繼續(xù)增加,1.8~2 mm 斷裂位置與在“墩頭與釘桿交界”、“釘桿中間”交替出現(xiàn),墩頭部分強度與釘桿部分水平基本持平。壓鉚位移2.2 mm 時,鉚釘均在釘桿中間交界斷裂,此時墩頭部分強度已經(jīng)超出此時釘桿部分的強度,成型效果已經(jīng)達到最佳狀態(tài)。此時,鉚釘墩頭部分已完全充滿鉚模型腔。繼續(xù)增加壓鉚位移,孔周結(jié)構(gòu)變形所需壓鉚力急劇增加,此時壓鉚模受力極難控制,結(jié)構(gòu)件很容易發(fā)生變形,這在工程上的應(yīng)用帶來極大的阻力。因此,最優(yōu)位移參數(shù)不宜大于2.2 mm。
對無頭鉚釘與半圓頭鉚釘?shù)某尚秃罅W(xué)性能進行比對,其中半圓頭鉚釘?shù)某尚桶凑誕J782A-2005《鉚接通用技術(shù)要求》[7],結(jié)果見表5,可以看出,采用66°錐形結(jié)構(gòu)鉚模,在壓鉚位移為2.2 mm 條件下,鉚釘?shù)募羟袕姸取⒗搹姸染崖愿哂诎雸A頭鉚釘。
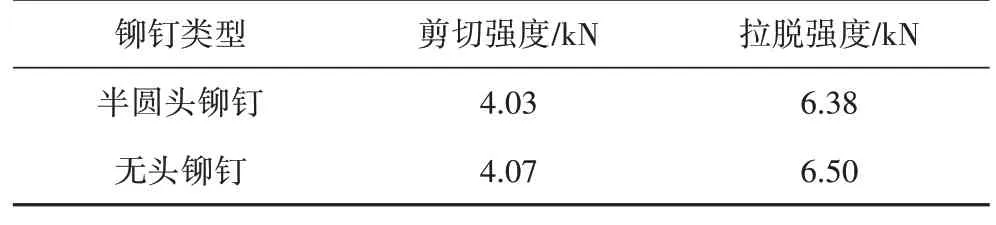
表5 力學(xué)性能對比Tab.5 Comparison of mechanical strength
4 金相分析
為分析鉚釘?shù)膶嶋H變形情況,試驗對鉚釘剖面進行金相分析,結(jié)果與普通半圓頭鉚釘進行對比。
圖8 為鉚釘釘桿位置的微觀組織照片。采用錐形鉚模成型的無頭鉚釘,材料軸向與徑向流動更為平均,在釘桿位置呈現(xiàn)緊密配合。
從圖9 中可看出,在鐓頭上、下部各出現(xiàn)一條類似拋物線形的絕熱剪切帶(Adiabatic hear band,ASB),剪切帶起始端為截面孔邊緣及鉚釘邊緣的四角位置。對于錐形鉚模成型的鉚釘墩頭。絕熱剪切帶局部放大視圖10表明其內(nèi)部晶粒發(fā)生劇烈剪切破碎,形成纖維狀變形組織。絕熱剪切帶中都存在再結(jié)晶現(xiàn)象,該區(qū)域剪切破壞裂紋產(chǎn)生的高發(fā)區(qū),容易產(chǎn)生剪切失效行為。
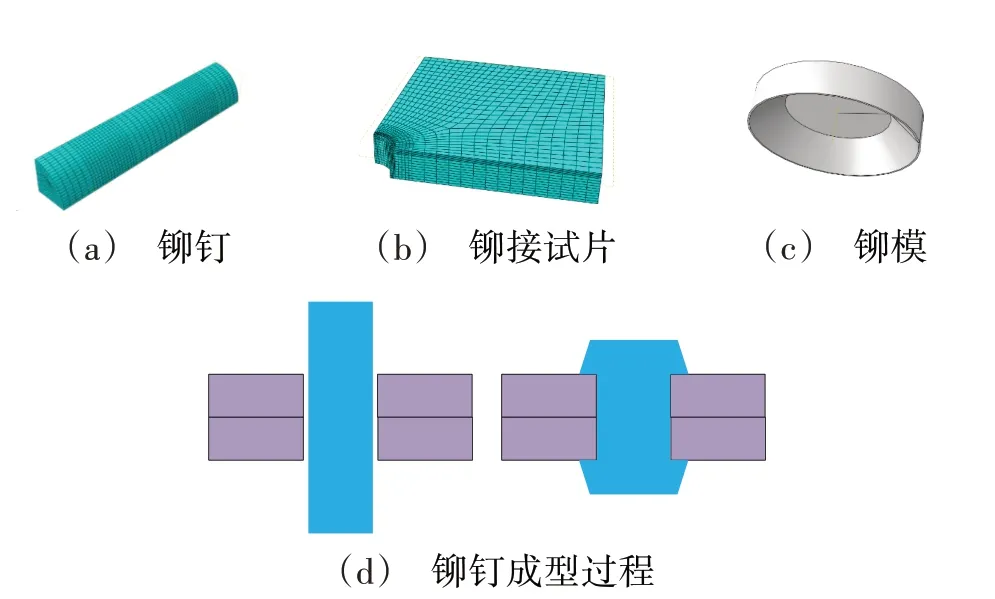
圖1 仿真模型的建立Fig.1 Simulation model establishment

圖2 1.5 mm以下無頭鉚釘壓鉚應(yīng)力云圖Fig.2 Headless rivet Stress cloud for displacement below 1.5 mm
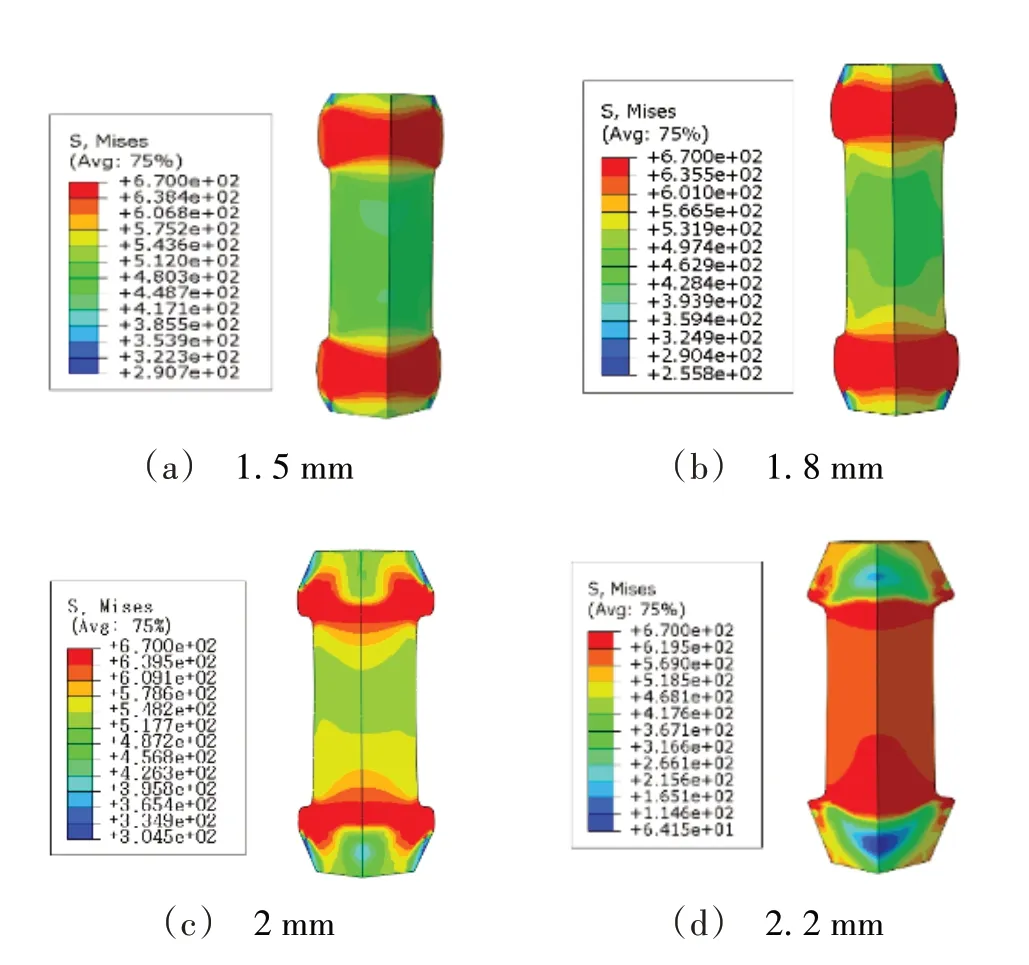
圖3 不同壓鉚位移下應(yīng)力云圖Fig.3 Stress cloud at different pressing displacements
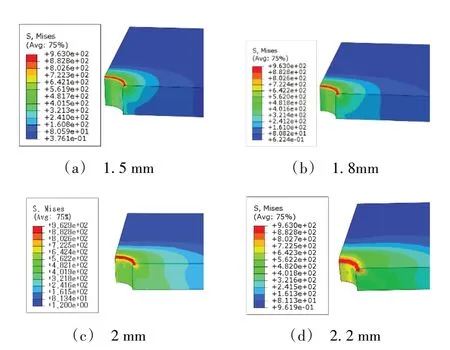
圖4 不同壓鉚位移下孔壁應(yīng)力云圖Fig.4 Stress cloud of hole wall at different pressing displacements
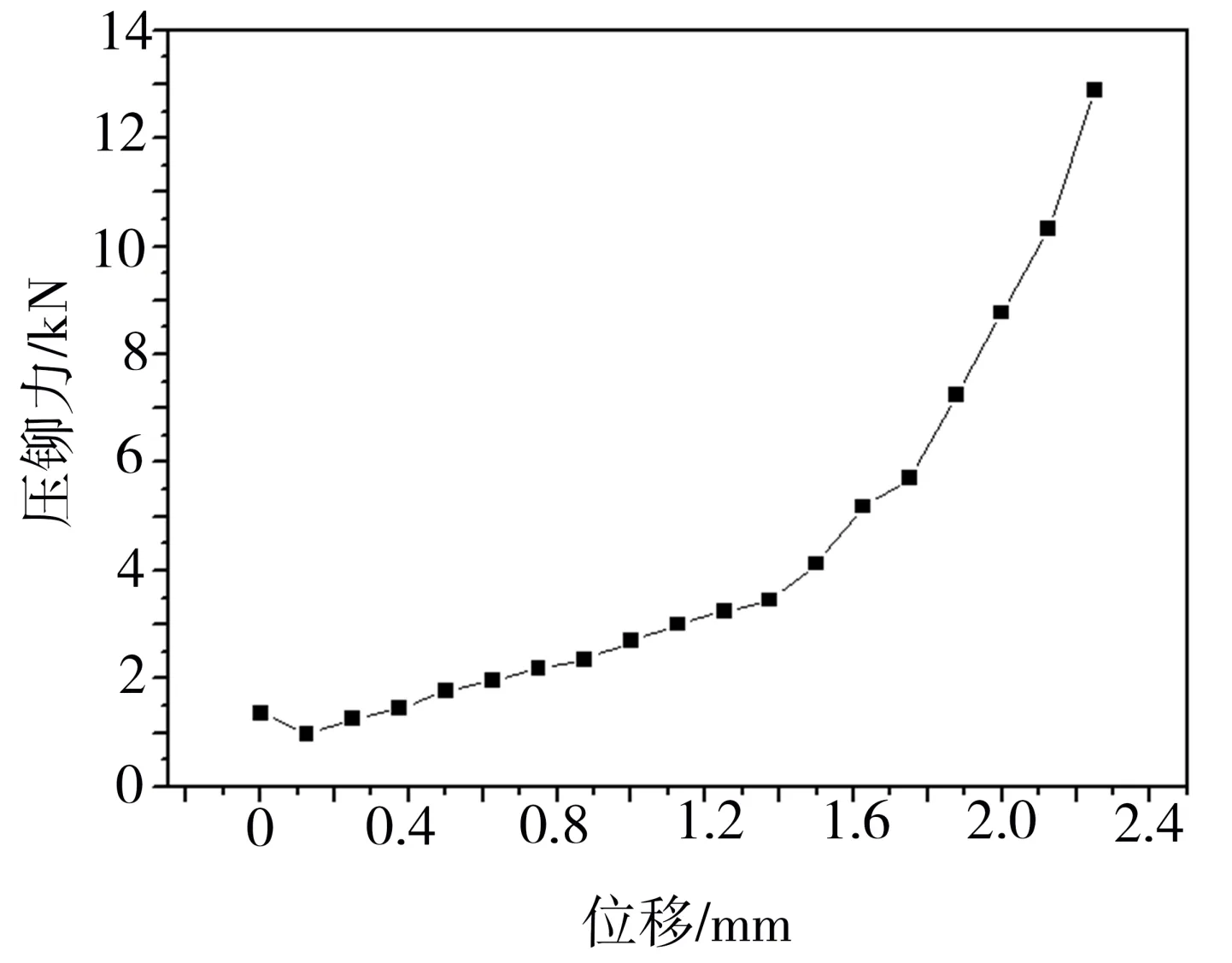
圖5 壓鉚力-位移曲線Fig.5 Pressure-displacement curve
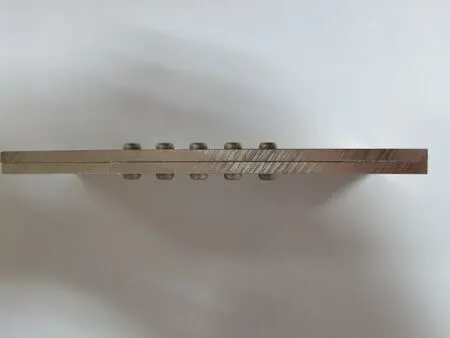
圖6 鉚接試片F(xiàn)ig.6 Riveting test pieces
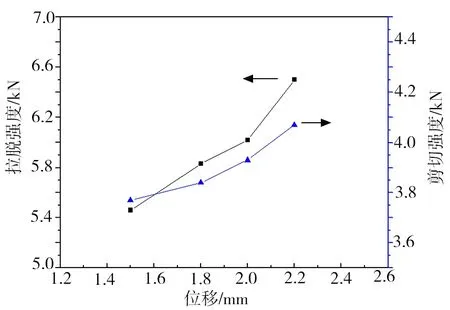
圖7 不同壓鉚位移下力學(xué)強度對比圖Fig.7 Mechanical strength under different displacements
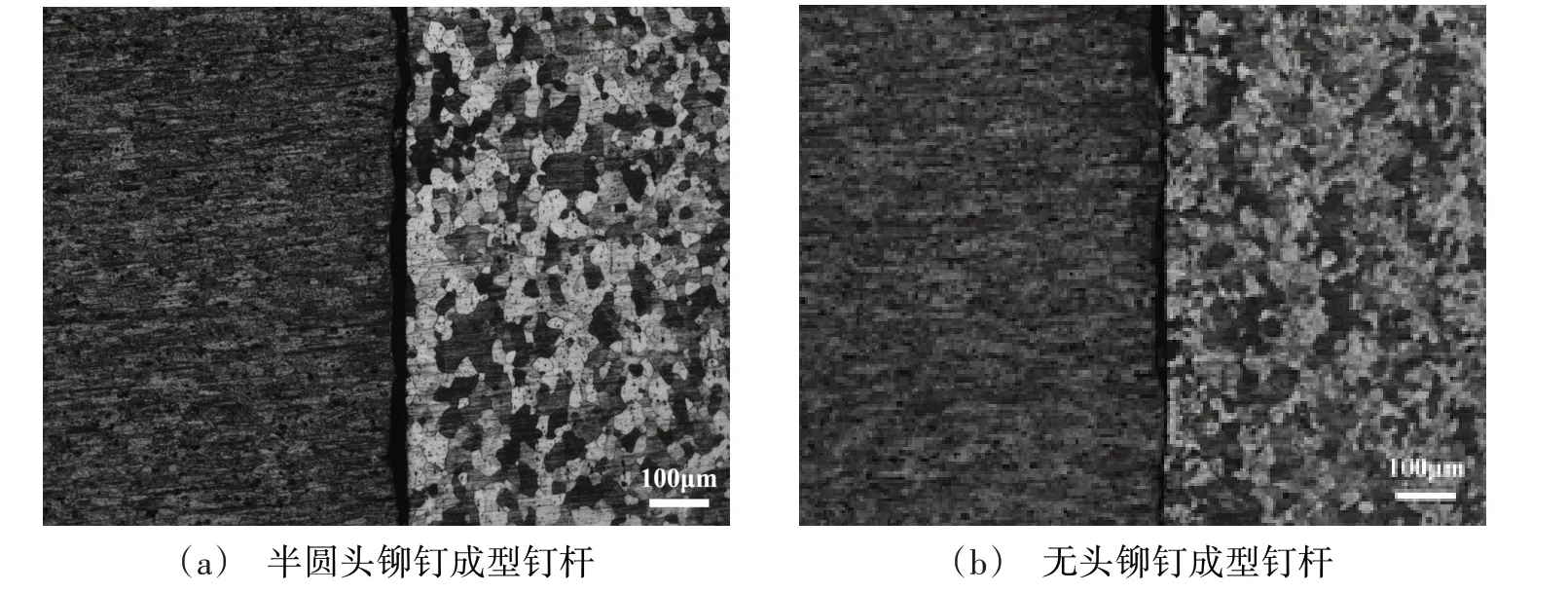
圖8 鉚釘釘桿金相組織照片F(xiàn)ig.8 Metallographic images of rivet rod structure
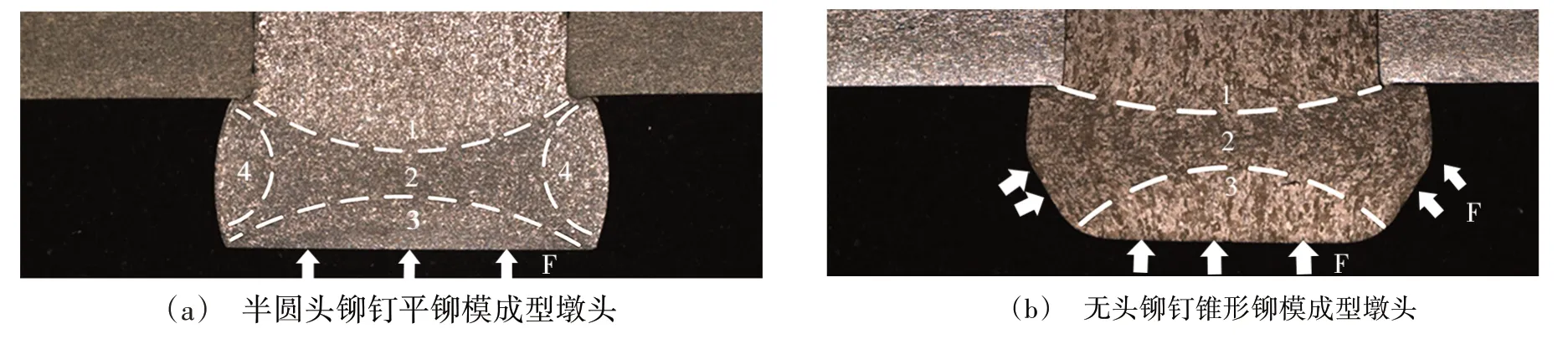
圖9 鉚釘鐓頭金相組織照片F(xiàn)ig.9 Metallographic images of rivet head structure
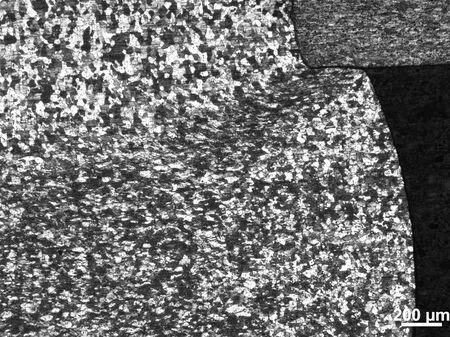
圖10 剪切帶金相組織照片F(xiàn)ig.10 Metallographic image of shear band
絕熱剪切帶的產(chǎn)生是熱-力耦合的結(jié)果[8-10]。在高速應(yīng)變下,塑性變形由等熱狀態(tài)向絕熱狀態(tài)轉(zhuǎn)變,剪切區(qū)域的形變溫升明顯高于其他區(qū)域,當(dāng)溫升軟化效應(yīng)大于應(yīng)變硬化和應(yīng)變速率硬化效應(yīng)之和時,將會在此區(qū)域發(fā)生塑性失穩(wěn)導(dǎo)致變形集中而形成絕熱剪切帶。塑性功轉(zhuǎn)化的熱量引起材料強度軟化,強度軟化又促進了塑性變形,進而產(chǎn)生更多熱量,從而形成材料塑性變形和溫度軟化作用循環(huán)互動。
不同于電磁鉚接的高速應(yīng)變作用下的明顯窄條形絕熱剪切帶[11],靜態(tài)壓鉚產(chǎn)生的絕熱剪切帶寬度增加,邊界有所弱化,但仍能發(fā)現(xiàn)相似的變形情況。
半圓頭鉚釘墩頭變形區(qū)域共劃分4 個。由于材料軸向與徑向流動不均勻,位置1、3、4屬于難變形區(qū)域(死區(qū)),2為變形區(qū)。難變形區(qū)域內(nèi)金屬塑性流動受限,晶粒仍然保持原始等軸晶狀態(tài)。靠近剪切帶附近晶粒被拉長呈流線形向剪切帶內(nèi)流動。2 區(qū)金屬在受徑向壓應(yīng)力及環(huán)向拉應(yīng)力作用下,晶粒破碎。各區(qū)邊界剪切帶內(nèi)晶粒被拉長。
剪切帶的形成與其所處的應(yīng)力狀態(tài)密不可分,3區(qū)受到?jīng)_頭摩擦力作用,1區(qū)受到釘桿限制金屬流動受限。2區(qū)金屬可沿著鉚釘徑向向側(cè)面流動變形,這樣不可避免會在1 區(qū)與2 區(qū)之間、3 區(qū)與2 區(qū)之間產(chǎn)生剪切作用。而由于錐形鉚模增加了側(cè)向的擠壓力f,使得4區(qū)的金屬流動性增強,并能最終與2區(qū)融合。
綜上,采用錐形鉚模成型的無頭鉚釘,墩頭變形區(qū)域由四個區(qū)變?yōu)?個區(qū),位于墩頭兩側(cè)的難變形的4區(qū)由于受到鉚模型腔的約束作用,材料受到軸向與徑向的雙向擠壓力,在該力的作用下,金屬可產(chǎn)生塑性流動,45°方向剪切效應(yīng)明顯弱化。
5 結(jié)論
(1)無頭鉚釘?shù)膲恒T變形過程為:釘桿中間最早漲粗,隨后墩頭部分成型。隨著壓鉚位移增加,釘桿部分應(yīng)力逐漸增加,并最終與孔壁均勻貼合。壓鉚位移2.2 mm時,鉚釘墩頭部分已完全充滿鉚模型腔。
(2)壓鉚前期壓鉚力主要作用于鉚釘墩頭的成型。此后,墩頭部分基本成型完成,壓鉚力開始作用于釘桿的墩粗,釘桿的干涉量逐步增加,釘桿向孔周不斷擠壓,被連接件孔周在擠壓作用下產(chǎn)生較大的應(yīng)力。
(3)隨著壓鉚位移的增加,拉脫強度及剪切強度均呈上升趨勢。壓鉚位移2.2 mm時,墩頭部分?jǐn)嗔褟姸纫殉鲠敆U部分。繼續(xù)增加壓鉚位移,孔周結(jié)構(gòu)變形所需壓鉚力急劇增加,此時壓鉚模受力極難控制。
(4)金相分析表明:與傳統(tǒng)平鉚模成型的半圓頭鉚釘相比,在錐形鉚模的作用下,金屬材料向釘桿流動更加均勻,釘桿與孔壁貼合更加緊密。位于墩頭兩側(cè)的難變形區(qū)在鉚模型腔的約束作用下,材料受到軸向與徑向的雙向擠壓力,金屬產(chǎn)生塑性流動,剪切效應(yīng)明顯弱化。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
