降低ML08Al鋼中氮含量及夾雜物的工藝實踐
2023-11-28 09:56:32范石偉張洪彪王文培楊仁強
上海金屬 2023年6期
范石偉 張洪彪 李 海 王文培 楊仁強
(蕪湖新興鑄管有限責任公司 煉鋼廠,安徽 蕪湖 241002)
冷鐓鋼是利用金屬塑性,采用冷鐓成形工藝生產互換性較高的標準件用鋼,隨著冷鐓技術的發展,對冷鐓鋼的要求越來越高[1]。冷鐓鋼的質量缺陷直接影響緊固件的質量。ML08Al冷鐓鋼具有低碳、低硅的特點,主要用于生產螺釘、螺母等緊固件,對鋼水潔凈度和氮含量要求較嚴格,鋼中氮含量高會使鋼材塑性降低,影響鋼的質量,鋼水夾雜物去除不充分,連鑄機澆鑄過程容易發生絮流,不僅影響鑄坯表面質量還會造成大量鑄坯甩廢或者停機,嚴重影響生產計劃及生產成本[2-8]。
本文對某鋼廠ML08Al冷鐓鋼的生產工序進行了系統分析,提出了優化的工藝方案,有效解決了澆鑄過程絮流、氮含量高、夾雜物超標的問題,鑄坯質量顯著提升,可為解決ML08Al 冷鐓鋼生產存在的共性問題提供一定的借鑒。
1 試驗流程及方法
ML08Al冷鐓鋼的生產工藝流程為鐵水→120 t LD轉爐冶煉→120 t LF 精煉→180 mm ×180 mm方坯連鑄→B線軋制→成品入庫。鑄機為十機十流直弧型連鑄機,弧形半徑為9 m,結晶器液面采用自動控制,全程保護澆鑄,結晶器和凝固末端施加電磁攪拌。ML08Al冷鐓鋼的化學成分如表1 所示。C 在冷鐓鋼中形成硬而脆的滲碳體,含碳量越高,則冷鐓鋼的強度和硬度越高,而塑性和韌性降低,冷鐓性能也降低;Si在冷鐓鋼中大部分溶于鐵素體,使鐵素體強化,從而使冷鐓鋼的強度、硬度和彈性提高,塑性、韌性和冷鐓性能降低;Al能在快速鐓頭、搓絲過程中減少應變時效,提高冷鐓鋼的變形性能,但在高溫下氧化為Al2O3可能會造成鐓頭開裂,因此需要嚴格控制Al 含量及氧化物的形態和分布[9]。本文通過熔煉、精煉、連鑄工藝流程優化,以期控制ML08Al 鋼中氮含量及夾雜物,促進鋼水凈化。

表1 ML08Al冷鐓鋼的化學成分Table 1 Chemical compositions of ML08Al cold heading steel
2 試驗結果與討論
2.1 提高轉爐終點碳含量
轉爐冶煉終點鋼水碳含量、溫度及成分等直接影響后續工藝能否達到控制指標。轉爐出鋼量控制在125 t左右,采用一槍拉碳,終點渣堿度控制在2.9 ~3.3,出鋼采用滑板擋渣。提高轉爐終點碳含量,從而降低鋼水氧含量,減少出鋼過程加鋁量,可降低鋼液氮含量。
出鋼溫度控制在1 610 ~1 640 ℃,終點碳質量分數從0. 03% ~0. 04%提高至0. 05% ~0.06%。根據碳氧積為0.002 9,可得到鋼水中氧質量分數為0.004 82% ~0.058 00%。出鋼過程中加鋁錠0.32 kg/t鋼,轉爐冶煉結束后根據鋼水氧含量喂鋁線,使用喂線機喂入鋁線400 ~450 m/爐。精煉鋼水鋁質量分數控制在0.050% ~0.070%。表2 為轉爐出鋼工藝優化前后256 爐鋼水的生產數據。可以看到,減少出鋼過程脫氧,鋼水平均氮質量分數從0. 002 96%降至0.001 83%。
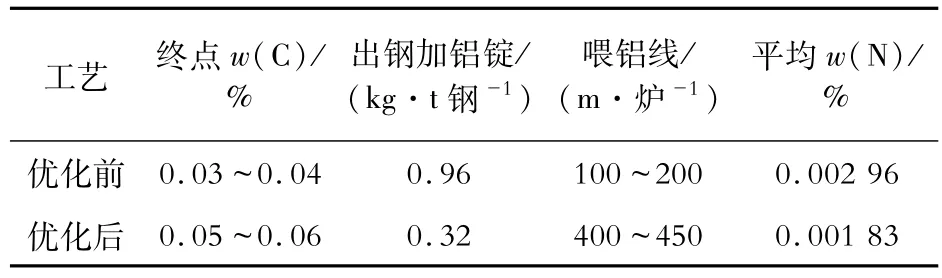
表2 轉爐出鋼工藝優化前后生產數據對比Table 2 Comparison of production data before and after optimization of the converter tapping process
張艷龍等[10]對34 爐氮超企業標準爐次中鋁脫氧與未鋁脫氧爐次的鋼水氮含量進行比較發現,未脫氧爐次鋼水氮含量均值低于鋁脫氧爐次鋼水氮含量均值。這主要是因為鋁將表面活性元素氧含量脫除至較低水平,氧占據的表面位置比例減小,為氮提供了空位,從而使氧對增氮的阻礙作用大大降低,同時鋁能與氮生成AIN,起固氮作用[11]。
在轉爐冶煉過程中碳和鋁脫氧后的鋼水氮含量均值下降。這是因為碳脫氧產生的CO2起排除空氣的作用,使增氮概率降低;同時,轉爐出鋼采用弱脫氧,氧對增氮起阻礙作用并減弱了鋁的固氮作用[12]。
2.2 LF精煉降氮工藝優化
LF精煉通過造白渣、脫S、微調鋼水成分、鈣處理、軟吹工藝等改善鋼水潔凈度。鋼水進LF爐后,送電加白灰1.6 ~2.4 kg/t 鋼,化渣劑0.56 ~0.64 kg/t鋼,并加入Al 粒、SiC或適量90 碳粉快速造白渣,形成強脫氧氣氛,盡量減少空氣中的氮進入鋼水。停送電次數≤2次。第1次送電結束后,測溫取樣,調整成分,Al 質量分數控制在0. 050% ~0.070%;第2次送電10 min左右,控制溫度,保持白渣效果。根據鋁線含量喂入250 ~350 m鈣線進行鈣處理,鋼中w(Ca)/w(Al)比控制在0.08 ~0.13;軟吹時間≥20 min,終渣w(FeO +MnO)<1.0%,四元堿度R控制在2.5 左右。LF爐精煉工藝優化前后生產數據如表3所示。
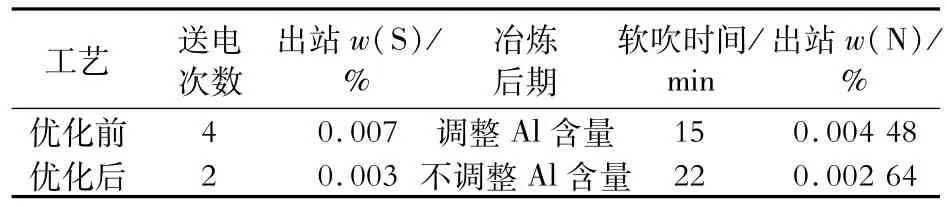
表3 LF爐精煉工藝優化前后生產數據Table 3 Production data before and after optimization of the LF refining process
研究[13-14]發現,隨著鋼中硫含量的降低,脫氮率提高,特別是當鋼中w(S)≤0.005%時,脫氮率的提高更顯著。脫氮反應機制從受界面反應和界面的質量轉移控制,變成完全由液相質量轉移控制時,含硫量至關重要。在一定的攪拌強度和典型渣量條件下,為了優化精煉包脫氮的動力學條件,脫氣后的最佳硫質量分數為0.003%。因此,為獲得良好的脫氮率,硫含量需控制在一定范圍內。
LF送電起弧時,電極會電離空氣,停送電次數從4 次減少至2 次,可有效降低鋼水增氮量。此外,渣層高度不足會導致鋼液裸露面較大,增大了氮向鋼液的傳質界面。綜上,減少鋼水送電次數、造泡沫渣、提高渣層高度、減少鋼液裸露[15]可有效降低鋼水增氮量。
2.3 連鑄過程夾雜物來源分析
按中間包覆蓋劑總量的6%(質量分數)加入氧化鍶(SrO)作為示蹤劑,取中間包鋼水吊桶樣和鑄坯樣。利用大樣電解法結合掃描電子顯微鏡和能譜分析儀對試樣中夾雜物進行檢測和分析,確定夾雜物是否含有SrO,若存在示蹤元素,說明中間包澆鑄過程發生了卷渣。
鋼水吊桶樣經過磨拋后采用掃描電子顯微鏡觀察,未發現示蹤劑SrO的成分,可能是由于中間包覆蓋劑中SrO含量太少,吊桶樣鋼水量有限,以及金相檢驗的限制,只能觀察磨拋平面的夾雜物,因此未在吊桶樣中發現示蹤劑成分。對鑄坯樣進行20 d的大樣電解,得到夾雜物的宏觀形貌如圖1 所示,呈圓球狀。
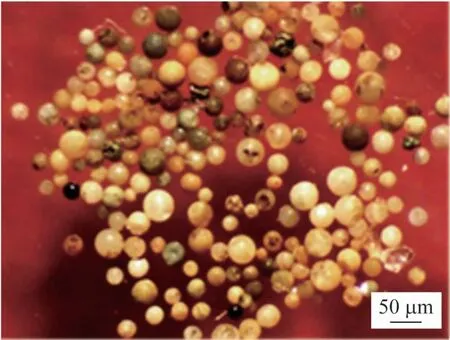
圖1 夾雜物宏觀形貌Fig.1 Macrograph of inclusions
圖2 為大樣電解夾雜物中SrO 的微觀形貌。可見SrO呈白亮色,尺寸為100 ~200 μm;相比鈣鎂鋁酸鹽(Ds 類)夾雜,SrO 多呈不規則狀,長寬比更大。鑄坯中SrO的發現從側面說明中間包流場發生了卷渣。

圖2 鑄坯中SrO的微觀形貌Fig.2 Micrographs of SrO in billet
圖3 為鑄坯中包裹SrO的鈣鎂鋁酸鹽復合夾雜物的微觀形貌及能譜圖,該類夾雜物的形成與鈣鎂鋁酸鹽類夾雜物的熔點較低有關。在中間包澆鑄過程中,鈣處理后的夾雜物熔點較低,易聚合長大,若發生卷渣,SrO 會被正在聚合長大的鈣鎂鋁酸鹽包裹,形成如圖3所示的內部為白亮色SrO、外部為低熔點鈣鎂鋁酸鹽的復合夾雜物。
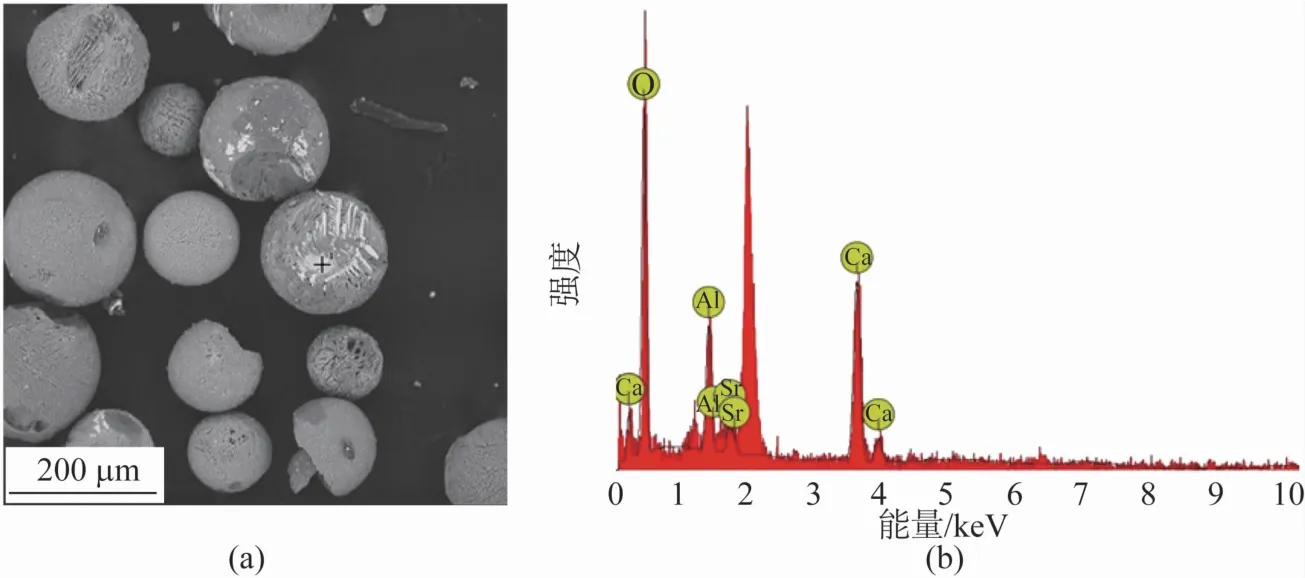
圖3 鑄坯中包裹SrO的鈣鎂鋁酸鹽復合夾雜物的微觀形貌(a)及能譜圖(b)Fig.3 Micrograph(a)and energy spectrum diagram(b)of calcium magnesium aluminate wrapped SrO composite inclusions in billet
上述結果表明,中間包內卷渣是鑄坯中Ds類夾雜物的主要來源。因此保持穩態澆鑄,尤其是在開澆爐次和換包操作過程中,保持澆鑄液面的穩定是控制卷渣的有效手段,也是控制Ds類夾雜物的重要前提[16-17]。
朱苗勇等[18]利用水模型試驗發現,保護渣的卷入發生在產生液面波動的結晶器窄面附近。上升流沿窄面上行,沖擊彎月面后改變方向,沿鋼-渣界面向水口方向流動,使結晶器窄面處渣層減薄,易導致鋼水裸露。同時在上升流流向水口的過程中,由于界面張力的存在,牽引著部分保護渣隨鋼液流動。隨鋼液運動的保護渣在水口與窄面的中間位置附近聚集,形成向下的鼓包。由于鋼液表面回流為紊流,在紊流的作用下,一些鼓包脫離保護渣層,會被鋼液表面回流帶入熔池深處,形成卷渣[19-20]。
現場調查發現,水口絮流源于鋼水二次氧化。采用新工藝澆鑄時鋼包采用氬氣密封,中間包采用整體套管,連澆爐數最高可達34 爐,基本消除了水口絮流現象。為減少卷渣的影響,對原中間包內的擋墻設置進行了改進,中間包液面波動明顯改善。采用新澆鑄工藝后(表4),鋼水二次氧化程度明顯減輕,平均氮質量分數從0.006 51%降至0.003 32%。

表4 連鑄工藝優化前后生產數據Table 4 Production data before and after optimization of the continuous casting process
3 結論
(1)轉爐終點碳質量分數從0.03% ~0.04%提高至0. 05% ~0. 06%,出鋼鋁錠加入量從0.96 kg/t鋼減小至0.32 kg/t鋼,轉爐冶煉結束后鋼水氮質量分數從0.002 96%降至0.001 83%,減輕了后續工序增氮的壓力。
(2)LF 精煉送電次數從4 次減少到2 次,軟吹時間從15 min增加到22 min,可使出站鋼水S質量分數從0.007%降至0.003%,氮質量分數從0.004 48%降至0.002 64%。
(3)示蹤試驗發現鑄坯中SrO 以及包裹SrO的Ds類鈣鎂鋁酸鹽復合夾雜物,表明中間包內卷渣是鑄坯中Ds類夾雜物的主要來源。
(4)采用新工藝澆鑄時鋼包采用氬氣密封,中間包采用整體套管,并優化了擋墻設置,中間包內液面波動明顯改善,鋼水二次氧化程度也明顯減輕,平均氮質量分數從0. 006 51%降至0.003 32%,連澆爐數達到了34 爐,基本消除了水口絮流現象,鑄坯質量穩定。
猜你喜歡
精密成形工程(2023年10期)2023-10-18 02:43:40
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
裝備制造技術(2020年2期)2020-12-14 03:09:30
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
智富時代(2018年12期)2018-01-12 11:51:50
中小企業管理與科技·上旬刊(2016年9期)2016-05-14 22:58:25