基于UG和Anycasting的鋁合金電機殼壓鑄模設計
2023-11-27 03:02:02侯志杰雷書星宋曉紅
模具工業 2023年11期
侯志杰, 雷書星, 宋曉紅
(大連亞明汽車部件股份有限公司, 遼寧 大連 116046)
0 引 言
電機應用場景廣泛,特別是綠色工業和新能源汽車領域的崛起,電機的需求越來越多。鋁合金電機殼作為電機主要承載和支撐部件,其生產效率和質量都有嚴格的要求,而壓鑄成型電機殼有生產效率高的特點,在相同質量要求下能成型壁厚更薄、質量更輕的鑄件。
1 鑄件分析
某鋁合金電機殼如圖1所示,材料為AlSi12(Fe),收縮率為0.55%,鑄件外形尺寸為167 mm×161 mm×102 mm,體積為277 cm3,質量為748 g,在(246±16) ℃下熱處理2.0~2.5 h,泄漏要求為50 kPa壓力測試3 s泄漏量30 Pa以下。
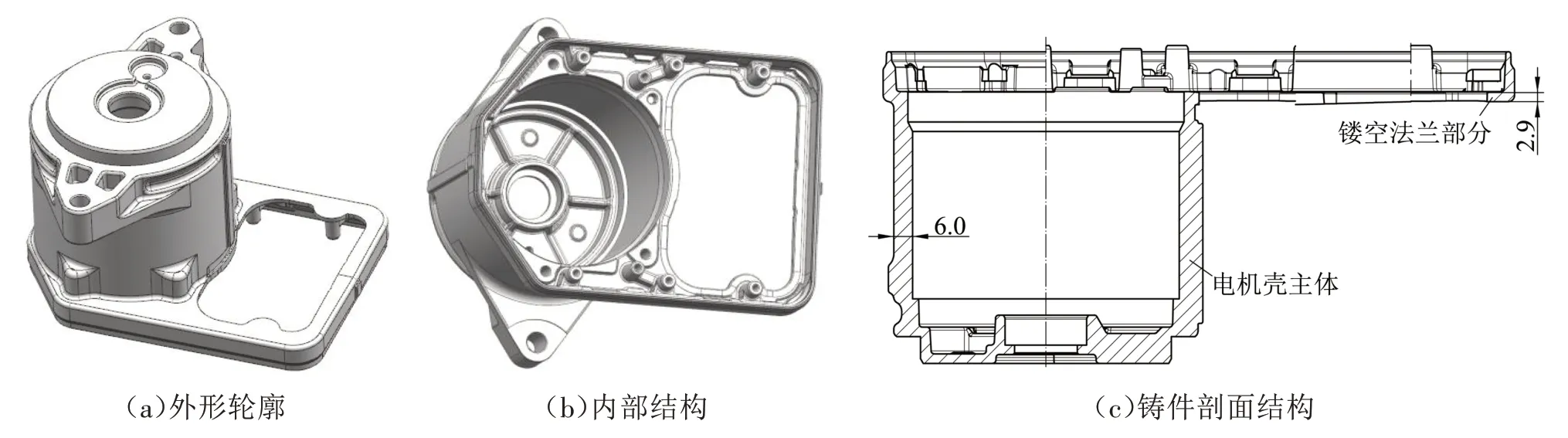
圖1 電機殼
鑄件外形主要由兩部分組成,一部分為電機殼主體;另一部分為鏤空法蘭。電機殼主體基本壁厚為6 mm,鏤空法蘭部分厚度為3 mm,預壓鑄孔拔模斜度為1.5°,其余拔模斜度為2°~3°,滿足壓鑄模脫模要求。
2 分型與澆注及排氣系統的設計
成型時電機殼抱緊力較大的一側為內腔成型側,內腔和鏤空法蘭內腔一起成型,若電機殼內腔設計在動模側,成型鑄件推出時需要的推出力較大,且鑄件沒有足夠的強度,也沒有足夠的空間設計推桿,所以將內腔成型設計在滑塊上。
2.1 分型設計
分型設計如圖2所示,定模和動模分型線選擇在電機殼對稱面上,兩側設計滑塊分別成型電機殼的2個法蘭面。流道設計位置如圖2(b)所示,鏤空法蘭遠離流道。鑄件內腔設計在滑塊上成型,通過型芯固定成型鑄件以減小內腔脫模造成的變形,保證鑄件外形輪廓的尺寸精度。

圖2 分型設計
2.2 澆注及排氣系統的設計
內澆口截面積計算:Sa=0.026 8V0.745,其中,V為鑄件和溢流槽體積,cm3。計算得Sa≈202 mm2。
根據內澆口截面積初步選定壓鑄機壓力為3.50×105kN,設計的澆注和排氣系統如圖3所示,在電機殼外形輪廓寬闊區域設計澆口,另一側設計渣包和排氣通道。因渣包和排氣通道結構設計更靈活,故設計在鏤空法蘭側,以滿足壓鑄填充需求,獲得質量更好的鑄件。
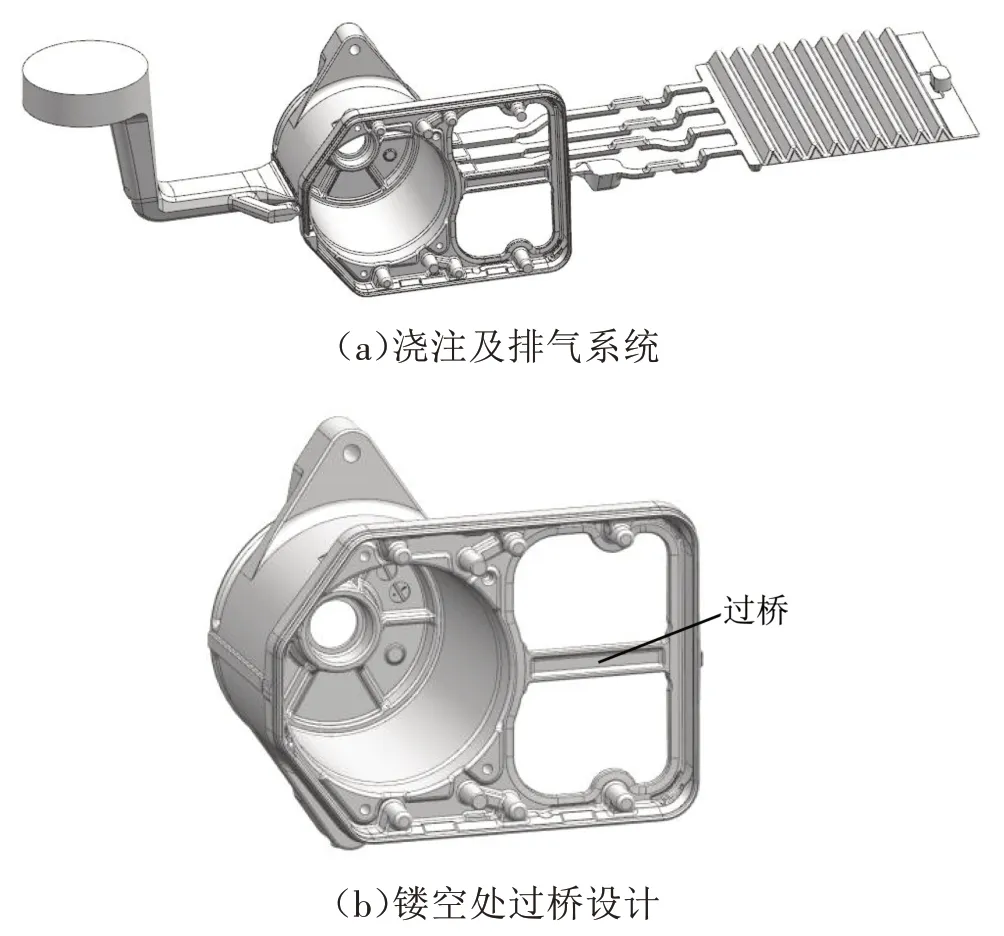
圖3 澆注及排氣系統與過橋設計
電機殼鏤空法蘭中間窗口較大,又在填充末端,結構強度薄弱,易造成成型不良,在此處設計過橋結構(見圖3),以加強鑄件強度。
2.3 CAE模流分析
在充型過程中設置粒子,軟件會自動在料液中設定N個點,作為觀察填充過程中料液流動分布情況。粒子不僅可以觀察充型過程的流態,還可以觀察料液撞擊型腔壁后的紊流、渦旋等狀態。
通過Anycasting模流軟件進行模擬分析,填充效果良好,如圖4(a)所示,設置粒子顯示充型過程滿足預期要求;凝固效果如圖4(b)所示,一側法蘭的2個耳朵處有2處熱節,熱節位置在模具結構設計時需重點設計冷卻結構。
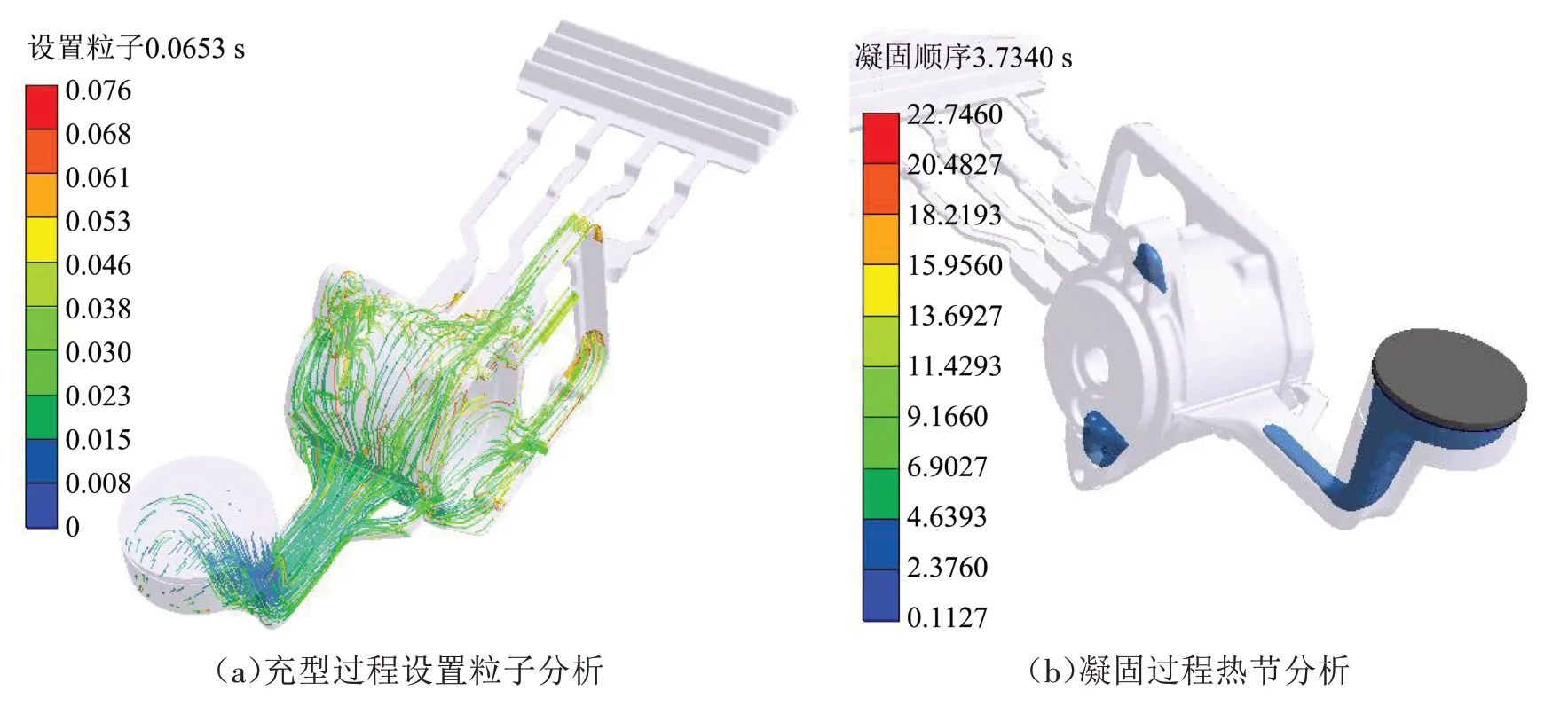
圖4 CAE模流分析
3 模具結構設計
使用UG軟件設計的電機殼壓鑄模結構如圖5所示,模架尺寸為700 mm×680 mm×655 mm,推出行程為60 mm。為了保證鑄件氣密性要求,采用抽真空壓鑄,在排氣塊末端設計抽真空結構;為了保證鑄件尺寸精度,模具分型面采用臺階定位分型。
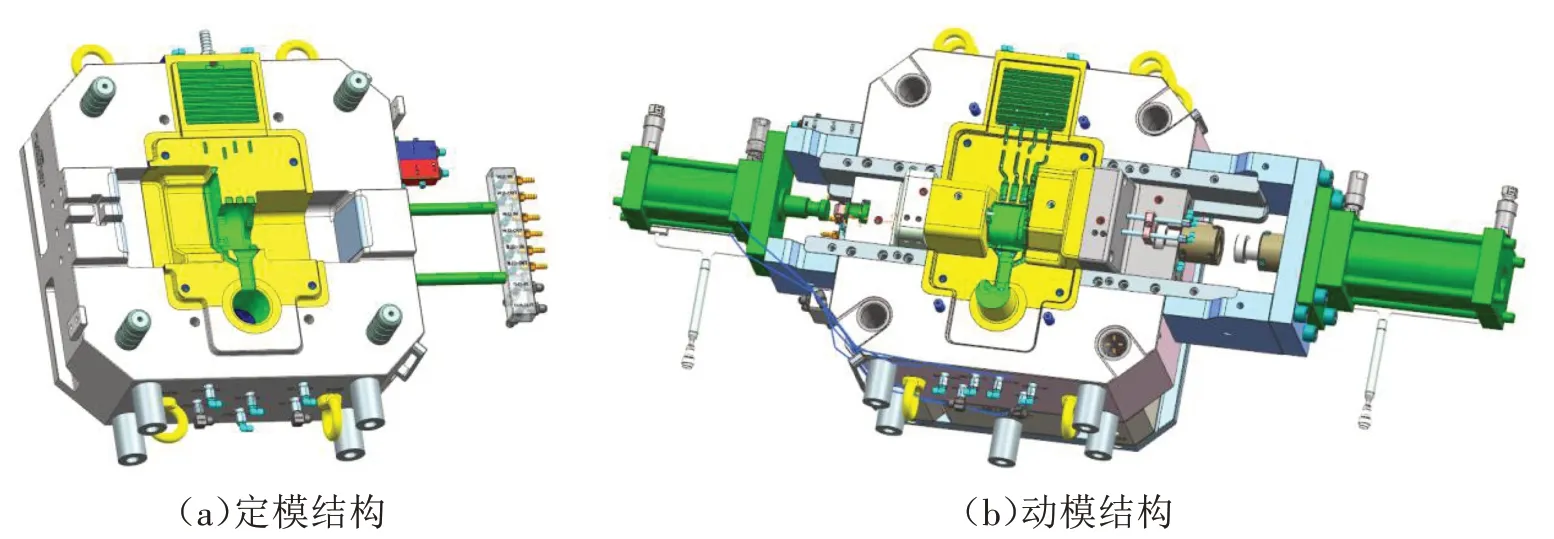
圖5 模具結構
3.1 反推結構設計
電機殼鏤空法蘭側壁厚相對較薄,且無加強筋支撐,容易在滑塊脫模過程中導致成型鑄件變形。滑塊尺寸為210 mm×155 mm×217 mm,滑塊上設計反推結構支撐鑄件2個薄弱處,如圖6所示,滑塊在抽芯時,反推結構頂住鑄件抑制其變形。
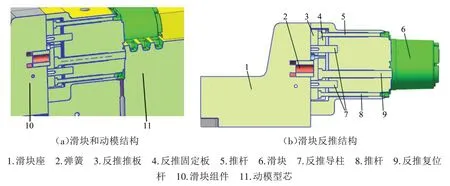
圖6 反推結構
滑塊反推結構工作過程:壓鑄生產前,滑塊組件整體進入型腔,反推復位桿9首先與動模型芯11接觸,在動模型芯11的帶動下,反推復位桿9帶動反推結構向左運動,反推推板3、反推固定板4、推桿5、8在反推導柱7的導向作用下平穩向左運動并壓縮彈簧2,直到滑塊組件10進入型腔。
壓鑄生產完成后,滑塊組件10和動模型芯11整體向右運動,在彈簧2的作用下,反推復位桿9仍然和動模型芯11接觸,此時推桿5、8相對于動模靜止,起支撐鑄件作用,實現滑塊組件10脫模過程中反向頂住成型鑄件,直到滑塊組件10抽芯距離足夠大時,反推結構和滑塊組件10再同時向右運動。
3.2 冷卻系統設計
冷卻系統如圖7所示,定模和動模分別設計循環冷卻水路各1組,模溫油管各1組,模溫油管用于平衡模具溫度,模溫油管內循環約150 ℃的模溫油,在壓鑄前能給模具升溫,在壓鑄過程中又能帶走鑄件凝固釋放的熱量;定模和動模還設計高壓點冷水管各1組,滑塊1(見圖2)設計高壓點冷水管3組,滑塊2(見圖2)設計高壓點冷水管7組,高壓點冷是一種局部冷卻方式,壓鑄后,高壓點冷水管先通高壓水給模具局部降溫,再通高壓氣體吹走高壓水,避免模具局部過冷。其中定模高壓點冷水管2和動模高壓點冷水管5對應CAE凝固分析中熱節區域。
4 設計中需注意的問題
CAE模擬分析鑄件凝固過程存在2處熱節,分別在動模和定模相應位置設計高壓點冷,以改善凝固效果。鑄件法蘭鏤空面積大,且充型末端成型時存在強度弱和充型不良等風險,通過設計過橋和異形渣包結構,改善充型和鑄件內部質量的同時增強鑄件的強度。
鑄件法蘭鏤空處在脫模過程中容易產生變形,設計反推結構,在滑塊脫模過程中抑制鑄件法蘭的變形。反推結構的推板和推桿固定板及反推導柱有滑動導向定位作用,選用H13材料,熱處理硬度46~50 HRC,并氮化處理,確保反推結構的穩定性和可靠性。
型芯表面氮化處理或增加特殊的表面涂層(如氮鋁化鈦、合金HC-FC系列)以減少沖蝕,增加高壓點冷以增加冷卻效果,減少成型鑄件粘模和沖蝕。
反推結構中可以增加調節螺釘,壓鑄模使用壽命一般為10萬模次左右,彈簧按照50~100萬模次的使用范圍選擇,該模具可以不設計調節螺釘;另外滑塊體積較小,拆卸更換方便。
5 結束語
通過對鑄件結構和CAE模擬等進行分析,優化模具結構和溫控系統,確保反推結構的運動穩定性,模具一次試模成功,實際成型的鑄件如圖8所示,反推結構的成功應用,說明小型滑塊上設計反推結構的方案是可行的。
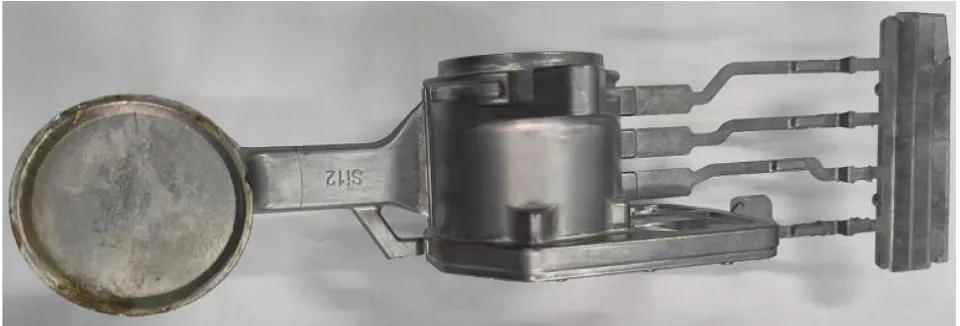
圖8 實際成型的電機殼
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
