橡膠彈性節點成型工藝分析與模具設計
2023-11-27 03:02:00劉兆棟于磊劉志國趙洪芹
模具工業 2023年11期
劉兆棟, 于磊, 劉志國, 趙洪芹
(青島博銳智遠減振科技有限公司, 山東 青島 266111)
0 引 言
圖1所示的橡膠彈性節點安裝在軌道車輛轉向架牽引拉桿上,在牽引和制動過程中對車體起到緩沖、減振作用,對車輛運行的安全性、舒適性和穩定性具有重要作用。由于該彈性元件在縱向方向,性能曲線有變剛度的要求,即節點在變形初期,縱向剛度小,當變形達到一定值時,縱向剛度劇增,剛度曲線呈現明顯的拐點,該性能曲線可保證車輛在剛啟動時,車輛運動比較柔緩,之后車輛又有足夠的啟動牽引載荷,載荷位移曲線如圖2所示。設計該零件結構時,縱向設計了通孔間隙,同時設計了凸起的硬止擋[1]。橡膠型面上2個通孔結構使零件硫化后脫模困難,在主機廠國產化的市場背景下,需要進行大批量生產,因此高效的注射模成型成為首選。
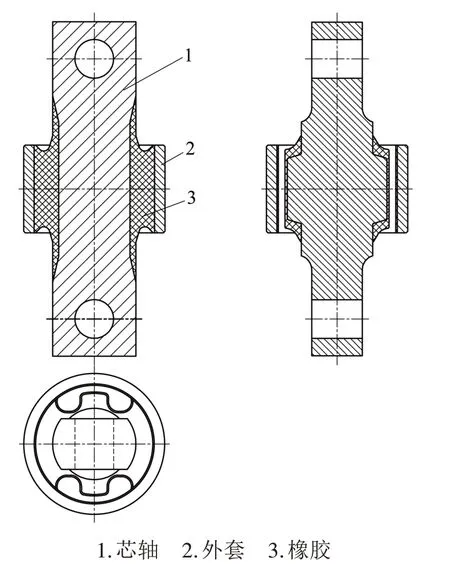
圖1 零件結構
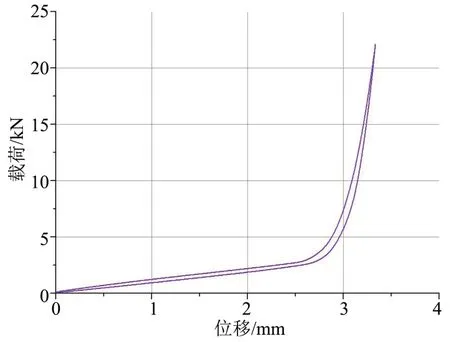
圖2 載荷位移曲線
1 零件成型工藝分析
該橡膠彈性節點由芯軸、外套和橡膠復合而成,其中芯軸、外套和橡膠通過熱硫化粘接在一起,橡膠型面部分有2個通孔。零件的特點在于芯軸與橡膠在端部的過渡區為直面,在高壓注射橡膠料過程中,橡膠不可避免地會進入芯軸與模具零件之間的間隙造成成型零件卡緊在模具內,同時又因芯軸端部嵌入模具部分長度較長,橡膠部分還有2個成型通孔以及芯軸尺寸和形位公差的波動,這些都增加了硫化后零件卡緊在模具內的概率,造成零件硫化后從模具中取出困難。零件外觀要求較為嚴格,芯軸兩端不允許出現明顯的磕碰劃痕等外觀缺陷,因此成型零件脫模時需要保證脫模力均衡。外套與芯軸的同軸度要求也較高,芯軸與模具零件間單邊預留間隙只有0.2 mm。以前因成型零件脫模困難,設計硫化模時采用單型腔模,手工操作,脫模過程繁瑣,易造成劃痕等外觀缺陷,合格率不高,且生產效率低,無法滿足大批量生產要求。
2 模具結構設計與工作過程
2.1 模具結構設計
模具結構如圖3所示,1模8腔,包括上模、中模和下模3個部分。其中上模包括上模板1,設置于上模板1下方的上型芯固定板2,固定設置于上型芯固定板2的上型芯3,設置于上型芯固定板2下方的上推板5以及可限制上型芯固定板2沿豎直方向移動的拉桿16。下模包括底板14以及固定設置于底板上方的下型芯13。中模包括底板上方的下推板11以及對應于相鄰下型芯之間且固定設置于下推板頂部的中模塊12和可左右移動的滑塊6。
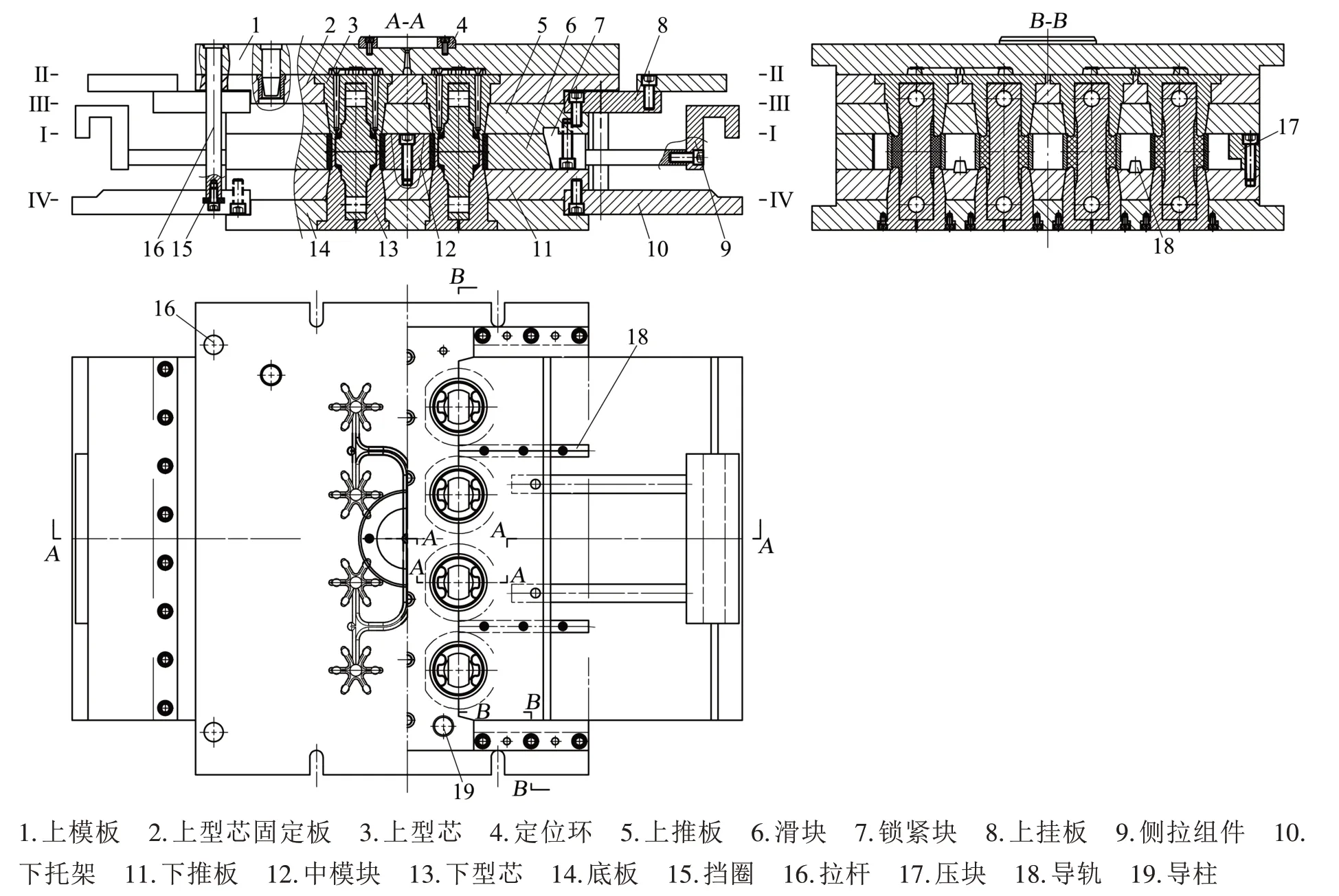
圖3 模具結構
2.2 模具工作過程
(1)開模工作過程如圖4所示[2]。硫化結束后,硫化機下加熱板帶動下模往下運動,完成Ⅰ-Ⅰ分型。如果成型零件留在上型芯3內,借助上掛板8帶動上推板5往下運動,此時上型芯固定板2在自身重力作用下會一起往下運動,運動到一定距離后,擋圈15限制上型芯固定板2繼續往下運動,此時上推板5繼續往下運動,上推板5給成型零件外套一個向下的均勻推力。由于外套、芯軸和橡膠部分已經硫化為一個整體,整個成型零件在上推板5作用下從上型芯3內脫出,實現成型零件從上型芯3內脫模。拉桿16設計的長度需滿足上型芯固定板2的開模距離大于流道料柄的長度,以便將料柄取出。當料柄取出后,設備帶動上掛板8使上推板5、上型芯固頂板2與上模板1合模。

圖4 模具開模過程
如果成型零件留在下型芯13內,下托架10帶動下推板11上升,實現Ⅳ-Ⅳ分型,此時下推板11推著外套使成型零件從下型芯13內脫出。當升起一定高度后,側拉組件9拉動滑塊6沿導軌18向外側拉開一定距離S,成型零件沿橫向約束力消除,手動將成型零件取出。
(2)裝模工作過程。成型零件取出后,下推板11回位到底板14上,側拉組件9帶動滑塊6向內側復位。將芯軸裝入下型芯13內,將外套裝入中模塊12與滑塊6之間的圓形空腔內,整個下模部分完成入模動作,然后合模、注射、保壓、排氣,開始進入自動硫化狀態。
3 模具設計要點
模具設計要點如下。
(1)拉桿長度須滿足上模板與上型芯固定板之間的開模行程,并能取出流道的料柄。
(2)鎖緊塊與滑塊的配合宜緊一些,以盡可能保證硫化后開模時成型零件留在下模,方便成型零件脫模為宜。
(3)上型芯和下型芯在端部凸臺處需要增加定位設計。
(4)在推出成型零件的過程中,由于橡膠具有一定的彈性,當脫模力作用在外套時,成型零件會延遲脫模,如果脫模速度過快,容易造成橡膠撕裂,因此脫模時,即中模托起時速度應適當緩慢一些。同樣,如成型零件粘在上模,上推板往下運動脫出成型零件時,速度也不能過快。
(5)在成型零件底端,橡膠與芯軸過渡區容易出現氣泡缺陷,通過在下型芯底端中心位置增加排氣通孔并連通到模具外側,可解決注射過程中成型零件端部排氣不暢的問題。
4 模具零件選材與熱處理
模具零件的選材與熱處理會影響模具零件的加工工藝和模具的使用壽命[3]。
(1)上型芯3、下型芯13、中模塊12、滑塊6材料選用NAK80,熱處理硬度為37~43 HRC。上型芯和下型芯型腔區域的橡膠型面部分對應位置表面粗糙度達到Ra0.08~0.1 μm,其他區域Ra0.16~0.32 μm。
(2)其他模板均采用P20模具鋼,熱處理硬度為28~33 HRC。
(3)模具零件合格后需要進行表面氮化處理,以提高模具零件的硬度和耐磨性。
(4)導柱和導套采用T8A和T10A,熱處理硬度為50~55 HRC(研配)。
5 硫化工藝
(1)硫化工藝參數。芯軸和外套裝模前預熱:70 ℃×(20~40) min;螺桿溫度:(80±5) ℃;料筒溫度:(90±5) ℃;硫化壓力:20 MPa;硫化溫度:175 ℃;硫化時間:15 min;硫化設備:500T橡膠注塑機。硫化操作過程中裝模和脫模如圖5所示,硫化后的零件實物如圖6所示。
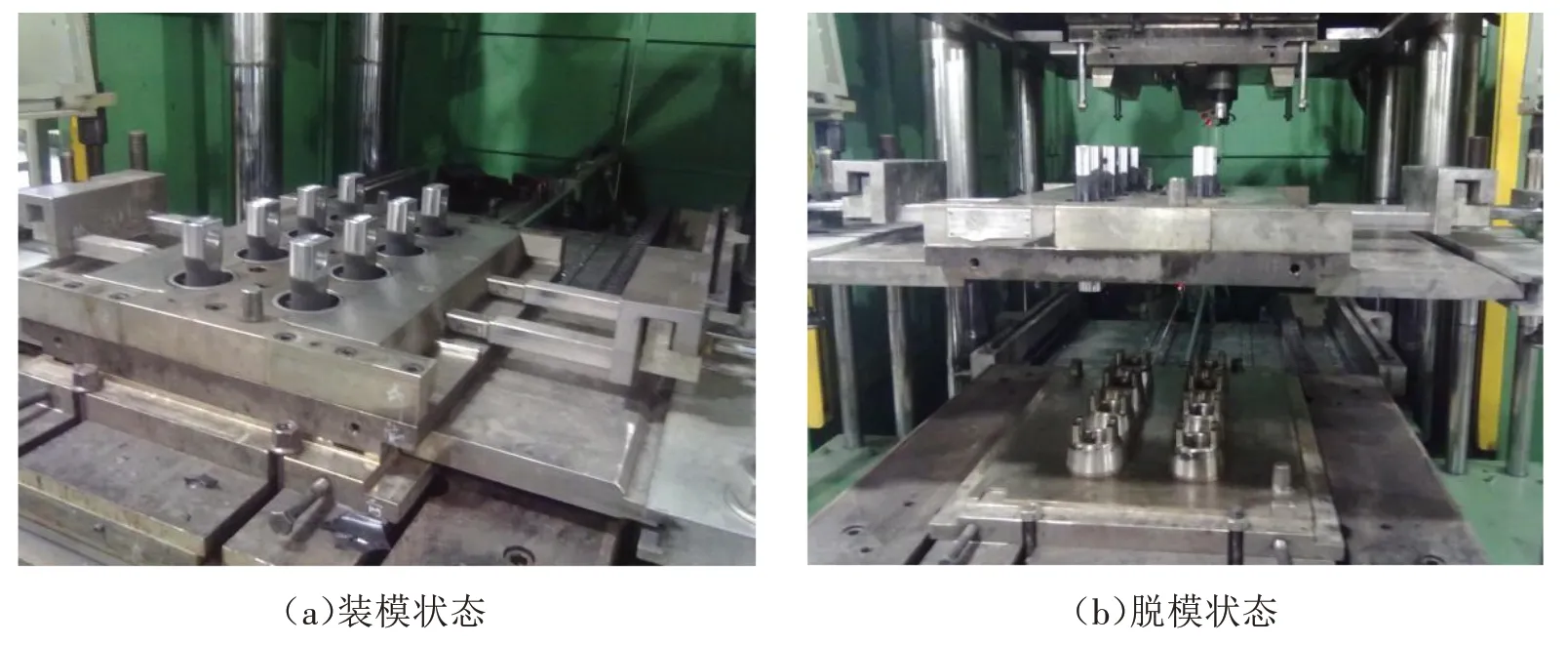
圖5 硫化操作過程

圖6 硫化后零件實物
(2)熱硫化粘接。橡膠選用天然膠,硬度:(60±2)Shore A。金屬件熱處理工藝按照預清洗(酸洗+堿洗)→拋丸→超聲波清洗→涂膠黏劑的工藝流程[4]。零件硫化后,為驗證金屬件和橡膠的熱硫化粘接效果,對零件進行芯軸壓出破壞試驗。破壞后的零件如圖7所示,從圖7可以看出,零件粘接破壞失效模式為橡膠之間的破壞模式,說明橡膠和金屬之間粘接良好。

圖7 粘接破壞試驗
6 結束語
模具實現了橡膠彈性節點多腔注射工藝的批量生產,解決了成型零件脫模難且合格率低的問題。注射模投入使用后,順利生產超過10萬件,成型零件合格率穩定在99.5%以上,生產工藝穩定,成型零件裝車應用后無開膠、裂口等情況。
