508-Ⅲ坯料鍛造過程孔洞變化規(guī)律的數(shù)值模擬
2023-11-24 10:03:30李胤憲胡杰蔣燕超楊志洪
金屬加工(熱加工) 2023年11期
關(guān)鍵詞:變形
李胤憲,胡杰,蔣燕超,楊志洪
1.天津重型裝備工程研究有限公司 天津 300457
2.東北大學(xué)材料電磁過程研究教育部重點(diǎn)實(shí)驗(yàn)室 遼寧沈陽 110167
1 序言
隨著經(jīng)濟(jì)的發(fā)展,人們對(duì)能源的需求越來越大,傳統(tǒng)的能源日漸枯竭,而核電作為一種高效清潔能源,受到各國青睞。核電壓力容器是核反應(yīng)堆的重要部件,需要在高溫、高壓、高輻射的環(huán)境中穩(wěn)定工作,對(duì)核安全起著至關(guān)重要的保障作用。目前,國際上大都采用508-Ⅲ鋼制造核電壓力容器,生產(chǎn)流程一般需要冶煉、鍛造、熱處理等。然而,大型鋼錠的冶煉工藝流程決定了坯料內(nèi)部可能出現(xiàn)孔洞缺陷,對(duì)核電壓力容器的綜合性能產(chǎn)生嚴(yán)重的影響[1-3]。因此,在鍛造過程中消除孔洞缺陷,對(duì)鍛件的質(zhì)量尤為重要。
由于大型鍛件重量和尺寸較大,因此制約了大型孔洞閉合的可操作性,近些年來,隨著科學(xué)技術(shù)的發(fā)展,計(jì)算機(jī)性能和功能有了很大的提升,數(shù)值模擬方法為大型鍛件的孔洞閉合規(guī)律研究提供了新的途徑。法國的 SABY等[4]用數(shù)值模擬方法研究了球形孔洞在鍛造過程中的閉合規(guī)律,并用XRD對(duì)鍛件變形過程中的孔洞進(jìn)行掃描,孔洞的真實(shí)形態(tài)和模擬形態(tài)高度吻合,從而驗(yàn)證了該方法的可行性。蔣智等[5]利用Deform軟件對(duì)不同位置的孔洞進(jìn)行分析,并用物理模擬的方法驗(yàn)證了數(shù)值模擬結(jié)果的合理性。崔振山等眾多研究人員借助數(shù)值模擬方法研究了不同材料的孔洞閉合規(guī)律[6-10]。作為核電壓力容器用鋼508-Ⅲ,國內(nèi)研究起步較晚,本文基于數(shù)值模擬軟件Deform針對(duì)核電壓力容器鍛件生產(chǎn)過程中存在的大型鋼錠內(nèi)部孔洞壓實(shí)困難的成形問題開展研究,分析孔洞演化的規(guī)律。
2 孔洞閉合與應(yīng)力之間的關(guān)系
本次模擬采用Deform軟件進(jìn)行模擬,將508-Ⅲ鋼的性能參數(shù)導(dǎo)入[11],建立材料模型坯料為圓柱體,尺寸為φ200mm×300mm,為簡(jiǎn)化運(yùn)算,根據(jù)圓柱的對(duì)稱性,采取圓柱的1/2進(jìn)行模擬計(jì)算,在坯料中心位置設(shè)置一個(gè)φ10mm的球體孔洞,如圖1所示。對(duì)坯料進(jìn)行網(wǎng)格劃分,為更加精細(xì)孔洞的閉合情況,對(duì)孔洞周圍進(jìn)行網(wǎng)格細(xì)化;坯料溫度設(shè)置為1200℃;上下模均為剛體,上下模與坯料之間的摩擦系數(shù)為0.7,上模壓下速率為5mm/s。
圖1 模擬所用模型
2.1 孔洞閉合過程中的形態(tài)變化
坯料在壓縮過程中,孔洞的形態(tài)也在發(fā)生著變化,圖2所示為孔洞在XOZ平面中不同變形量下的形態(tài)演變。從圖2可看出,孔洞在坯料壓縮過程中由球狀漸變?yōu)闄E球狀,當(dāng)橢球短軸減小到一定尺寸后,孔洞的內(nèi)表面開始貼合在一起,最后逐漸閉合。在初始條件下孔洞的形狀為直徑10mm的圓球,當(dāng)變形量增加到10%時(shí),孔洞由圓球變?yōu)闄E球,Z向?yàn)槎梯S方向,此時(shí)短軸長(zhǎng)度為8.5mm,X向?yàn)殚L(zhǎng)軸方向,長(zhǎng)軸長(zhǎng)度為10.46mm;當(dāng)變形量為20%時(shí),短軸縮短為3.4m m,而長(zhǎng)軸增加到了12.28mm;當(dāng)變形量達(dá)到28.6%時(shí),短軸縮短為0,孔洞閉合。

圖2 不同變形條件下的孔洞變化
2.2 孔洞邊界的應(yīng)力狀態(tài)
根據(jù)圓柱鐓粗的對(duì)稱性,所選取孔洞周圍的典型位置來分析孔洞邊界的應(yīng)力狀態(tài),取點(diǎn)位置如圖3所示,分別標(biāo)記為A、B、C、D共4點(diǎn)。4點(diǎn)的位置關(guān)系為:A點(diǎn)和D點(diǎn)分別是孔洞內(nèi)表面與Z軸和X軸的交點(diǎn),B點(diǎn)和C點(diǎn)是弧AD的三等分點(diǎn)。

圖3 取點(diǎn)示意
一點(diǎn)的應(yīng)力狀態(tài)可以用對(duì)稱的二階張量σij表示,可以分為應(yīng)力偏張量和應(yīng)力球張量。應(yīng)力球張量對(duì)塑性變形沒有明顯的影響,一般將其剝離出來,應(yīng)力偏張量與塑性變形密切相關(guān),在此引入Lode參數(shù)μ,若Lode參數(shù)μ相同,則表示兩個(gè)應(yīng)力狀態(tài)相同,該表達(dá)式[12,13]為
式中μ——Lode參數(shù);
σ1、σ2、σ3——主應(yīng)力(MPa)。
當(dāng)斜微分平面上只有正應(yīng)力σ而沒有切應(yīng)力τ,此時(shí)的微分平面為主平面,平面上的應(yīng)力為主應(yīng)力,其中σ1>σ2>σ3,主平面的法線方向?yàn)橹鞣较颉?/p>
應(yīng)力偏張量是二階對(duì)稱張量,因此也存在3個(gè)不變量,其中第三不變量J3′反映了應(yīng)變的類型,當(dāng)J3′>0時(shí)表示伸長(zhǎng)類應(yīng)變,當(dāng)J3′=0時(shí)表示平面應(yīng)變類應(yīng)變,當(dāng)J3′ < 0時(shí)表示壓縮類應(yīng)變[14]。
在10%的變形量下,各點(diǎn)的應(yīng)力狀態(tài)如圖4所示。A點(diǎn)受三向拉應(yīng)力,3個(gè)主應(yīng)力大小分別為40.1MPa、37.7Mpa、5.7MPa,此時(shí)J3′<0,該點(diǎn)是壓縮類應(yīng)變;B點(diǎn)3個(gè)主應(yīng)力為30.1MPa、20.8MPa、-5.9M P a,受兩向拉應(yīng)力、一向壓應(yīng)力,J3′<0,該點(diǎn)也是壓縮類應(yīng)變;C點(diǎn)受一向拉應(yīng)力、兩向壓應(yīng)力,3個(gè)主應(yīng)力為2.9MPa、-1.3MPa、-35.0MPa,此時(shí)J3′< 0,是壓縮類應(yīng)變;D點(diǎn)受三向壓應(yīng)力,3個(gè)主應(yīng)力分別為-15.6M P a、-26.3MPa、-59.9MPa,J3′< 0,是壓縮類應(yīng)變。

圖4 10%變形量下各點(diǎn)應(yīng)力狀態(tài)
在20%的變形量下,各點(diǎn)的應(yīng)力狀態(tài)如圖5所示。隨著變形量增大,A點(diǎn)還是受到三向拉應(yīng)力,σ1增大到39.4MPa,σ2增大到35.8MPa,σ3降低到2.7MPa;B點(diǎn)應(yīng)力狀態(tài)不發(fā)生變化,σ1增大到33.7MPa,σ2增大到26.9MPa,σ3增大到-7.4MPa;C點(diǎn)的主應(yīng)力方向沒有發(fā)生變化,還是受到兩向壓應(yīng)力、一向拉應(yīng)力,σ1增大到6.2MPa,σ2增長(zhǎng)到-4.7MPa,σ3增大到-35.5MPa;D點(diǎn)受三向壓應(yīng)力,隨著變形量增大,σ1增大到-30.6MPa,σ2增大到-35.6MPa,σ3增大到-72.7MPa。孔洞周圍皆是壓縮類應(yīng)變。
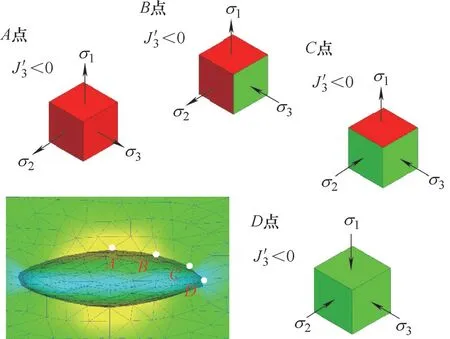
圖5 20%變形量下各點(diǎn)應(yīng)力狀態(tài)
統(tǒng)計(jì)不同變形量下各點(diǎn)的應(yīng)力狀態(tài),如圖6所示。從圖6可看出,在孔洞的閉合過程中,隨著變形量的增大,3個(gè)主應(yīng)力的方向不發(fā)生變化,且主應(yīng)力的絕對(duì)值隨著變形量的增大而增大。Lode參數(shù)μ隨變形量的增大而增大。

圖6 不同變形量下各點(diǎn)的應(yīng)力狀態(tài)
3 不同參數(shù)下孔洞閉合規(guī)律
由上述可知,孔洞沿Z軸方向(壓縮方向)被壓扁直至閉合,并沿X軸方向(垂直于壓縮方向)拉長(zhǎng),為了描述孔洞的閉合情況,本文引入孔洞閉合率K,其表達(dá)式[15]為
式中D——孔洞的原始直徑(mm);
hZ——孔洞在Z軸上的投影長(zhǎng)度(mm)。
0≤K≤1,當(dāng)K=0時(shí),孔洞沒有發(fā)生變化,K=1時(shí),孔洞完全閉合。
3.1 高徑比對(duì)孔洞閉合的影響
本次模擬選取4組高徑比不同的圓柱坯料,高徑比分別為1、1.2 5、1.5、2,坯料尺寸分別為φ200m m×200m m、φ200m m×250m m、φ200mm×300mm、φ200mm×400mm。孔洞尺寸為φ5mm,坯料溫度設(shè)置為1200℃;上下模與坯料之間的摩擦系數(shù)為0.7,上模壓下速率為5mm/s。
不同變形量下的孔洞形態(tài)如圖7所示。
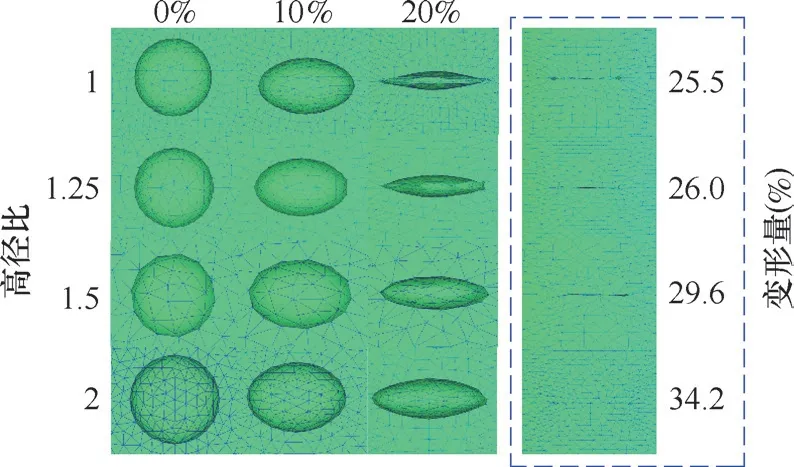
圖7 不同變形量下的孔洞形態(tài)
由圖7可知,孔洞的閉合度受高徑比影響較大。在10%的變形量下,高徑比為1的坯料,孔洞Z軸(壓縮方向)高度縮短了1.76m m,K系數(shù)為35.3%;高徑比為1.25的坯料,孔洞Z軸高度縮短了1.60mm,K系數(shù)為32.0%;高徑比為1.5的坯料,孔洞Z軸高度縮短了1.31mm,K系數(shù)為26.2%;高徑比為2的坯料,孔洞Z軸高度縮短了1.08mm,K系數(shù)為21.8%。當(dāng)變形量增大到20%時(shí),高徑比為1的坯料,孔洞Z軸高度縮短了3.81mm,K系數(shù)為76.2%;高徑比為1.25的坯料,孔洞Z軸高度縮短了3.64mm,K系數(shù)為72.9%;高徑比為1.5的坯料,孔洞Z軸高度縮短了3.07mm,K系數(shù)為61.5%;高徑比為2的坯料,孔洞Z軸高度縮短了2.56mm,K系數(shù)為51.3%。隨著變形量的繼續(xù)增大,高徑比為1的坯料在25.5%的變形量下孔洞閉合,高徑比為1.25的坯料在26.0%的變形量下孔洞閉合,高徑比為1.5的坯料在29.6%的變形量下孔洞閉合,高徑比為2的坯料在34.2%的變形量下孔洞閉合。由此可看出,在相同的變形量下高徑比越大,K系數(shù)越小;隨著高徑比的增大,孔洞閉合的臨界變形量越大。
統(tǒng)計(jì)上述坯料在不同高徑比下的孔洞閉合率,如圖8a所示。由圖8a可知,孔洞閉合率與變形量程正相關(guān),當(dāng)孔洞尺寸相同時(shí),在相同的變形量下高徑比越小,孔洞閉合率越大。為了研究孔洞閉合快慢,將孔洞閉合率對(duì)變形量取微分得到K′,結(jié)果如圖8b所示。由圖8b可知,在相同的變形量下,高徑比越小,孔洞閉合越快;以5%的變形量為分界點(diǎn),在0~5%的變形量下孔洞閉合逐漸變慢,5%臨界變形量之后,孔洞閉合逐漸加快并最終趨于穩(wěn)定。
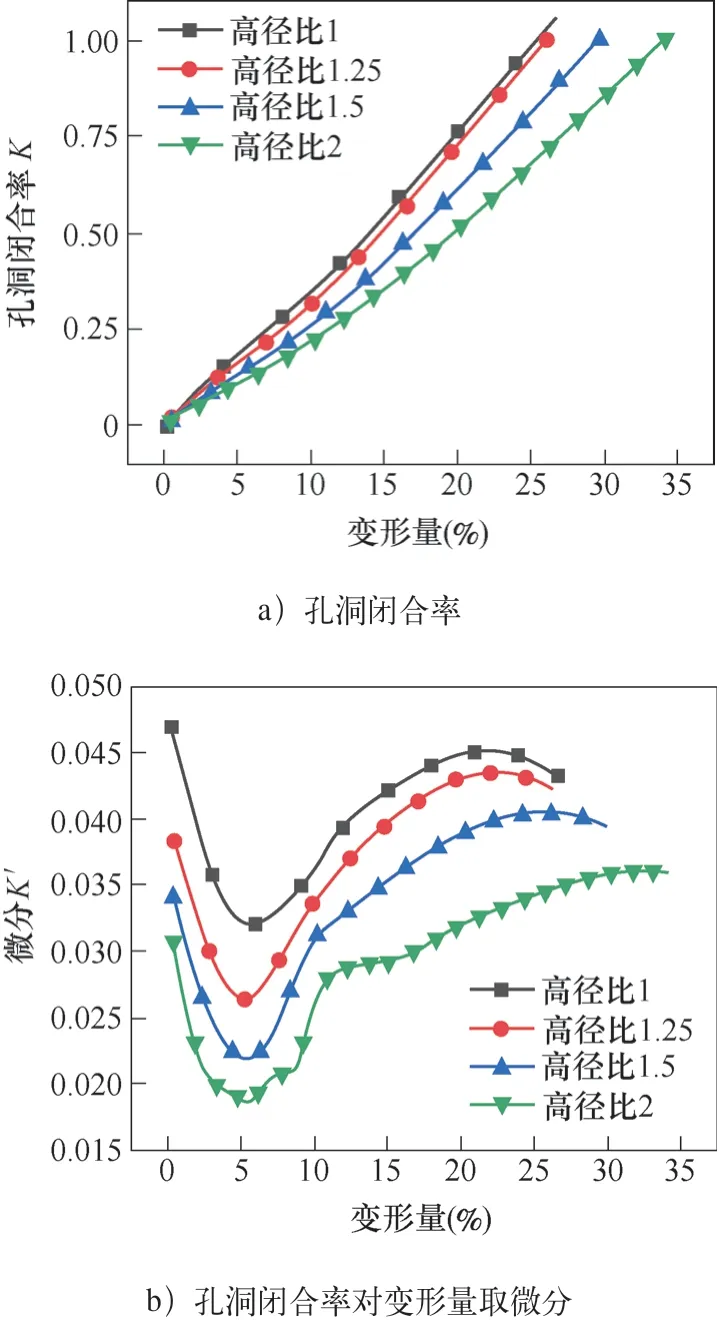
圖8 不同高徑比下的K和K′
3.2 孔洞尺寸對(duì)孔洞閉合的影響
本次模擬選取4組不同孔洞大小的圓柱坯料,孔洞尺寸分別為φ5mm、φ10mm、φ15mm、φ20mm,圓柱尺寸為φ200m m×400m m,坯料溫度設(shè)置為1200℃;上下模與坯料之間的摩擦系數(shù)為0.7,上模壓下速率為5mm/s。
圖9所示為不同尺寸孔洞的坯料在不同變形量下的形態(tài)變化。從圖9可看出,在10%的變形量下,φ5mm的孔洞在Z軸(壓縮方向)高度縮短了1.08mm,孔洞閉合率K為21.8%;φ10mm的孔洞Z軸高度縮短了2.28mm,孔洞閉合率K為22.8%;φ15mm的孔洞Z軸高度縮短了3.49mm,孔洞閉合率K為23.2%;φ20mm的孔洞Z軸高度縮短了5.08mm,孔洞閉合率K為25.4%。

圖9 不同變形量下的孔洞形態(tài)
當(dāng)變形量增大到20%時(shí),φ5mm的孔洞Z軸高度縮短了2.56mm,孔洞閉合率K為51.3%;φ10mm的孔洞Z軸高度縮短了5.34m m,孔洞閉合率K為53.4%;φ15mm的孔洞Z軸高度縮短了8.17mm,孔洞閉合率K為54.5%;φ20mm的孔洞Z軸高度縮短了11.05mm,孔洞閉合率K為55.2%。隨著變形量的繼續(xù)增大,φ5mm的孔洞在34.2%的變形量下閉合,φ10mm的孔洞在31.8%的變形量下閉合,φ15mm的孔洞在29.5%的變形量下閉合,φ20mm的孔洞在26.2%的變形量下閉合。由此可知,在相同的變形量下孔洞尺寸越大,孔洞閉合率K越大;孔洞尺寸越大,臨界變形量越小。
不同變形量下的K和K′如圖10 所示。

圖10 不同變形量下的K和K′
由圖10可見,當(dāng)坯料高徑比相同時(shí),在相同的變形量下孔洞越大,孔洞閉合率越大。孔洞閉合的快慢受孔洞尺寸的影響較小,不同尺寸孔洞的K′曲線幾乎重合;同樣以5%的變形量為分界點(diǎn),在0~5%的變形量下孔洞閉合逐漸變慢,5%臨界變形量下,孔洞閉合逐漸加快。
4 結(jié)論
1)坯料在壓縮的過程中,孔洞的形態(tài)由球形逐漸變成橢球形,最終閉合;孔洞周圍各點(diǎn)的3個(gè)主應(yīng)力在變形過程中逐漸增大,且Load參數(shù)μ隨變形量的增大逐漸增大;通過計(jì)算應(yīng)力偏張量的第三不變量J3′ 得到在變形過程中孔洞周圍的變形狀態(tài)均是壓縮類應(yīng)變。
2)當(dāng)孔洞尺寸一定時(shí),在相同的變形量下高徑比越大,K系數(shù)越小,隨著高徑比的增大孔洞閉合的臨界變形量越大;當(dāng)坯料高徑比一定時(shí),在相同的變形量下孔洞尺寸越大,孔洞閉合率K越大,孔洞尺寸越大,臨界變形量越小。
3)孔洞閉合的快慢受坯料的高徑比影響較大,在相同的變形量下高徑比越小,孔洞閉合越快;以變形量的5%為分界,在0~5%的變形量下孔洞閉合逐漸變慢,5%臨界變形量下,孔洞閉合逐漸加快。
5 生產(chǎn)應(yīng)用
在生產(chǎn)中用到的是83t鑄錠,首先壓鉗口、倒棱、氣割錠尾;此時(shí)坯料尺寸為φ1750mm×3350mm,在150MN的水壓機(jī)上使用上下寬砧對(duì)坯料進(jìn)行整體鐓粗,以5mm/s的速度進(jìn)行下壓,變形量為50%。鍛造結(jié)束后采用GB/T 6402—1991《鋼鍛件超聲波檢驗(yàn)方法》2級(jí)標(biāo)準(zhǔn)進(jìn)行無損檢測(cè),結(jié)果表明,采用上述壓實(shí)工藝后,坯料合格率100%,不存在變形死區(qū),鑄錠內(nèi)部的縮孔、疏松缺陷得到有效愈合。
6 結(jié)束語
本文以508-Ⅲ鋼為研究對(duì)象,通過數(shù)值模擬,分析了孔洞在鍛造過程中的變化規(guī)律,并得到了生產(chǎn)應(yīng)用,對(duì)愈合坯料內(nèi)部的孔洞有良好的效果,大大提高了無損檢測(cè)合格率,報(bào)廢風(fēng)險(xiǎn)得到有效降低。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
