某型號輪轂熱鍛成形工藝有限元分析
2023-11-22 03:51:12陳勇良
鍛壓裝備與制造技術 2023年5期
關鍵詞:變形
陳勇良
(浙江金澳蘭機床有限公司,浙江 金華 321200)
0 引言
在各種輕質合金輪轂中,以鋁合金輪轂為最理想的材質,其優越性[1]體現在:①高強度,不容易產生裂紋;高的疲勞性能,確保最大載荷下的輪轂不會受到損傷;②采用低密度的鋁材,重量較輕,對車輛加速性能有利;③具有高的彈性,不容易發生形變;④鋁合金輪轂具有良好的散熱性能,容易加工成形,外形美觀[2]。
本文以鋁合金輪轂為例,設計了一套完整的鋁合金輪轂熱鍛成形工藝,利用DEFORM 軟件進行仿真,得出比較合理的成形工藝,并對其進行熱鍛成形。通過分析和研究模擬過程中的各種工藝條件對鋁合金輪轂的成形性能的影響,為產品的設計者提供更為科學的方案,以達到降低產品報廢率、節約生產、提高經濟效益的目的。
1 鋁合金輪轂鍛造成形工藝
鋁合金6061 是日常生活中常見的鋁合金,Al-Mg-Si 系合金中以Mg 和Si 為主要成分。6061 是一種高硬度的中、高硬度的鋁合金,其力學性質較好,塑性較大,加工能力較好,若塑性大,則可獲得較佳的處理效果。能加工成板、管、棒等形狀,并能進行鍛壓成形,廣泛用于各類具有高強度、高耐腐蝕性能的行業構件[3]。
通過對鋁合金進行鍛造,可以改善其顯微組織及機械特性。鍛壓技術是以封閉鋁合金內部孔隙為目標,提高其致密度。6061 鑄造的鋁合金具有如下特征:
(1)可鍛性。用于鍛造的鋁合金,其可塑性要求較高,這是其可鍛性能的重要因素。而鋁合金6061由于其流動性比較低,所以在鍛造過程中所耗費的能源要大得多。
(2)導熱性。要想讓金屬在受熱過程中容易的被均勻地滲透,就需要優良的熱傳導率,鋁合金6061就有良好的熱傳導率。由于內部的壓力較低,所以能夠迅速地進行加熱。在鍛造工藝中,要使鍛坯處在鍛壓溫度區間,提高鍛件的成形工藝,必須對鍛件進行預加熱[4]。
(3)變形速度。在鍛造溫度的區間范圍內,鋁合金加工工藝有良好的可塑性,但其塑性不會隨著成形速度的增加而有顯著的降低。
2 鋁合金輪轂零件分析
本文以一種鋁合金輪轂為研究目標,具體闡述其成形技術。基于所繪的平面圖形,采用SolidWorks軟件,生成3D 模型,如圖1 所示。可以看出其外形復雜,且體積大。在保證質量要求和生產工藝經濟上合理的情況下,制訂一系列具有生產可行性的生產工藝流程是非常必要的。
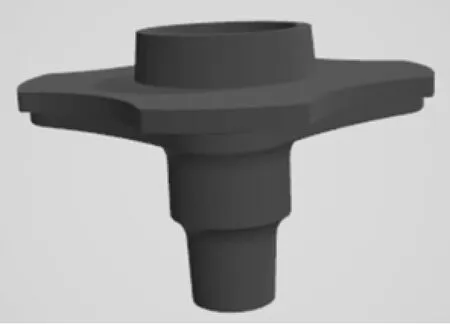
圖1 鋁合金輪轂零件模型
3 輪轂熱鍛成形數值模擬
3.1 模型構建和參數設置
DEFORM-3D 軟件無法直接構建三維幾何模型,所以首先利用SolidWorks 軟件來實現建模[5-6]。為了克服兩種軟件之間存在的差異,采用SolidWorks對模具進行了3D 建模,并對其進行了定位,再導入。為了導入一個工具,必須依賴多種界面的形式,這些界面可以將DEFORM-3D 鏈接起來。常用的界面有:STL,UNV,PDA,AMG.本研究利用SolidWorks 將已完成的工件與工具以STL 格式引入DEFORM-3D。模具和坯料見圖2 所示。
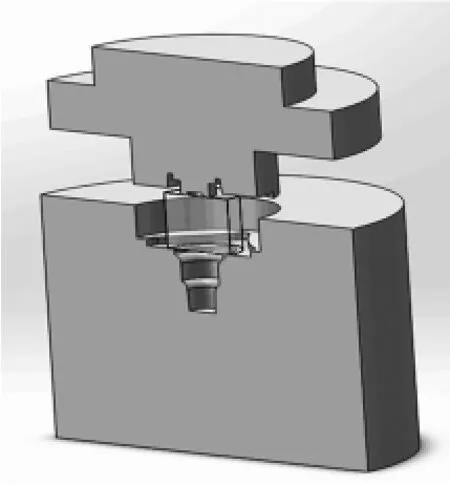
圖2 模具和坯料的裝配體
DEFORM-3D 的物體對象形式有:剛體、塑性體、彈塑性體、多孔形體等,里面有數百種不同材質的資料,主要是鋼,鈦合金,鋁,以及各種鋁合金。本論文對6061 的鑄造工藝進行了深入的探討,因此選用6061 鋁合金作為模擬原材料,可在原料庫中進行任意選取,預熱溫度為450℃。
3.2 網格劃分
DEFORM-3D 是有限元仿真的一種,對坯料以及模具都進行了網格的劃分,DEFORM-3D 擁有自身網格劃分程序,網格形式是四面體格式,在前處理設置中,以四面體形為單位進行了金屬試塊的網格分割,其單元數目為80000。鍛造是一種強烈的塑型變形,鍛造開始時的網格會造成很大的變形,一旦發生畸變后,就會導致計算的準確性下降,從而導致死循環。因此,在鍛壓仿真操作中,如果網片的變形干擾深度超出了單位體的70%,設置網格則會自動進行重新分割。
3.3 模擬參數的設定
點擊在輸入中的模擬控制,在這個軟件中設置了一個基本的設置單元,用SI 來代表一個國際的單元。形式是拉格朗日增量,一般應用在熱傳導,熱處理,成形等方面。模型的變化和熱傳遞。設定模擬步驟和儲存步驟,最好是每10 個步驟儲存一次。通過選取主要的模具,可以實現對象運動、時間步長和仿真終止的情況。
3.4 結果分析
3.4.1 金屬變形分析
對于金屬變形分析,本次研究選取用三個階段來進行分析,分別選用100 步、200 步、340 步。輪轂鍛造坯料的填充過程中網格變化如圖3 所示。首先在第一階段的成形過程中,圖3a 因為上模塊和坯料接觸向下擠壓,金屬主要變形部分在坯料上端部分的凸模處,所以上模接觸位置網格較為密集,變形較大。圖3b 在第二階段中,因為是上模塊向下運動,所以應該上模具型腔較先充滿,此時金屬逐漸向下模具流動。在最后階段圖3c 中金屬材料向下流動直至填滿整個模具型腔,最終形成輪轂零件,受坯料初始溫度和模具預熱溫度影響發生變化較大。
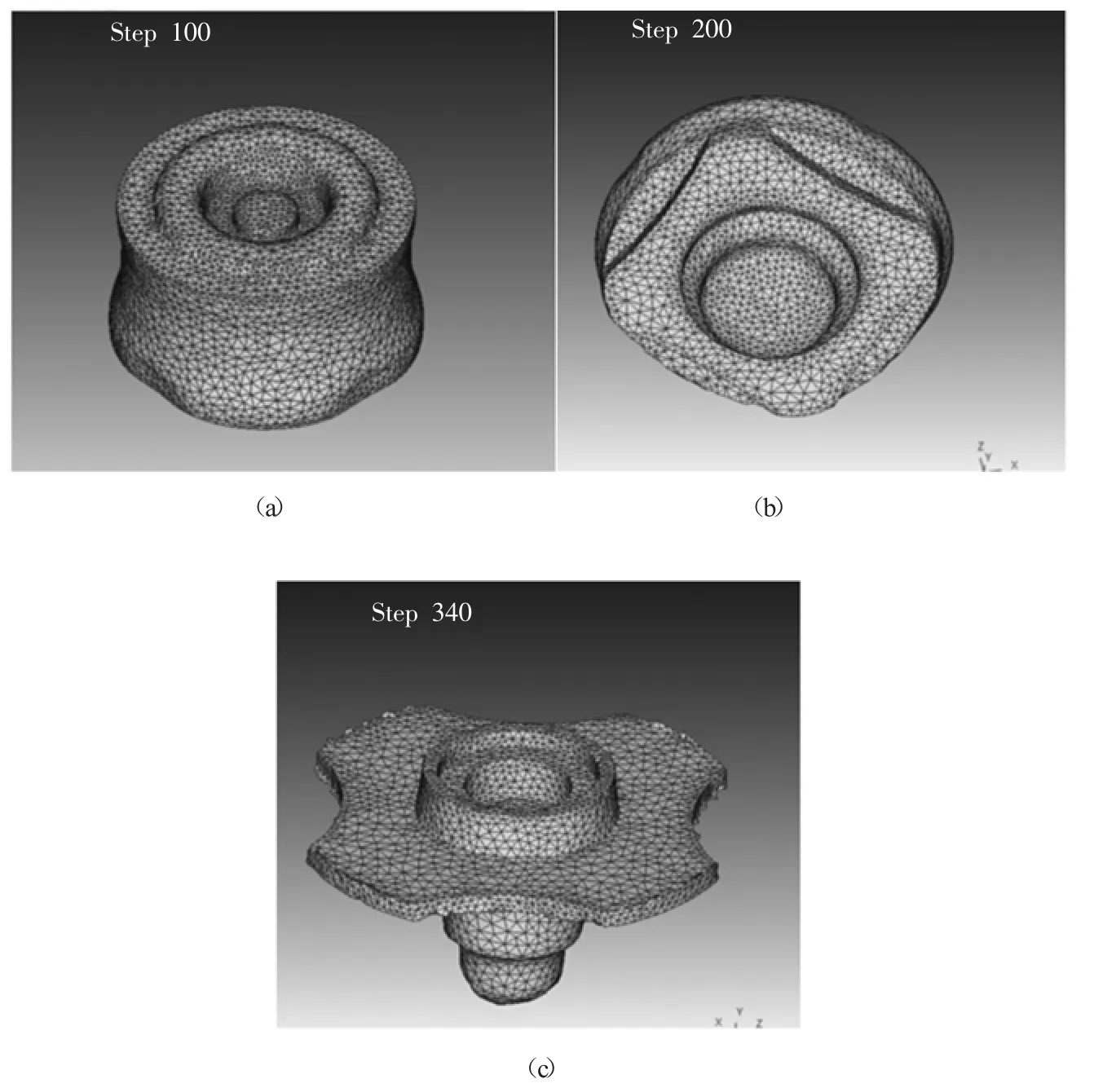
圖3 金屬變形網格變化
3.4.2 應力與應變分析
等效應變是反應材料自身變形大小的物理量,是己經發生的塑性變形的累積過程及塑性變形的發展過程。等效變量值的大小能反映出材料的形變情況。在坯料擠壓成形時,坯料與模具的接觸面積的區域形變最明顯,而等效應變則是從坯料的中間到邊沿逐漸增加。由于在封閉鍛壓過程中,變形最大的部位以收縮徑過渡區為主,所以此處形變較大,應變量也較大,其它部位則基本一致。法蘭處等效應變最大。法蘭成形中形變主要發生在上半部分。圖4 為工件等效應變分布,坯料與模具沖頭的接觸面等效變形最大,凸緣部位的材料在壓模的影響下充滿了凹槽,在這里材料流動劇烈,變形量大,因此在凸臺附近產生了大的等效變形。

圖4 等效應變分析
等效應力分布比較均勻如圖5 所示,所以不會產生應力集中的現象,同時,由于鍛件內部的金屬流動速度比較平均,所以在鍛壓成形時所需要的負載也比較少。另外,在成形完成后,在等效應力最大的部位(凸起、凸起和縮徑過渡區)處獲得了較好的成形效果。
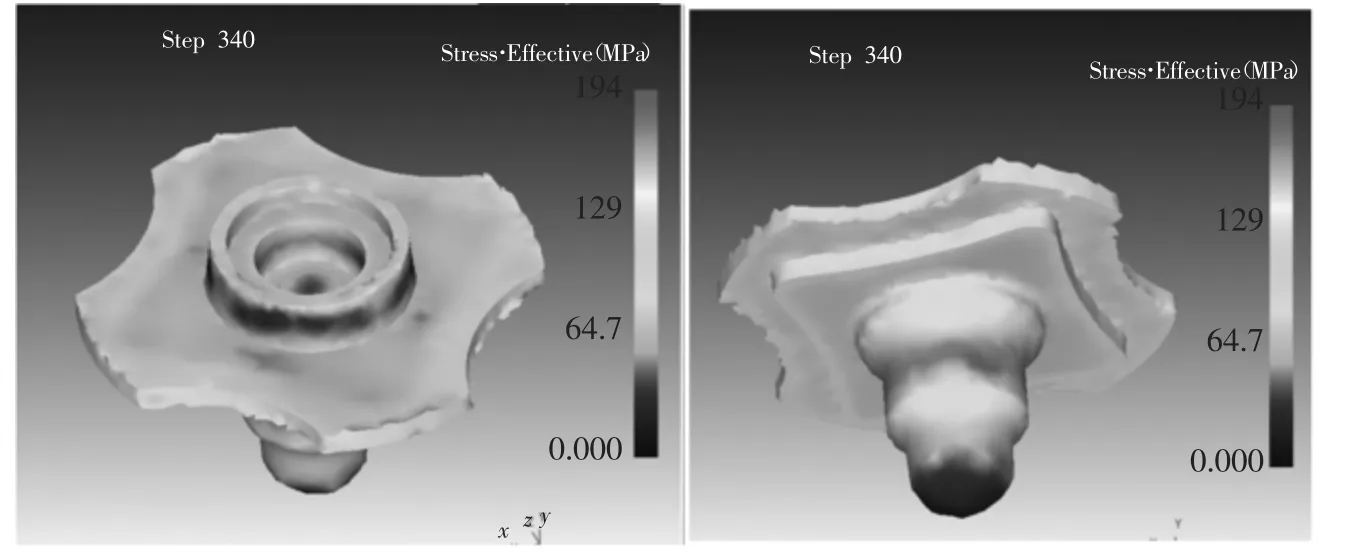
圖5 等效應力分析
3.4.3 成形載荷分析
圖6 是載荷—時間曲線圖。綠色曲線為上模塊載荷,藍色曲線為下模塊載荷,載荷時間曲線有一個明顯的變化,從圖中可以看出,初期載荷隨著凸模的增加,相對平穩地增加,沒有明顯的負載突變,坯料在凸模的運動下,金屬在凸模的推動下,慢慢地充填模具型腔,初期的金屬容易流動,載荷較小,載荷的上升速度增長較慢,而鑄件成形過程相對平穩。密封型腔內的流體在填充結束時很難流通,使流體的流動受到阻礙,使流體的流速變慢,從而使成形壓力迅速增加。在成形過程中,由于模具的形狀比較復雜,在填充過程中,形變較大,成形壓力會急劇增加。密封型腔內的流體在填充結束時很難流通,使流體的流動受到阻礙,使流體的流速變慢,從而使成形壓力迅速增加。
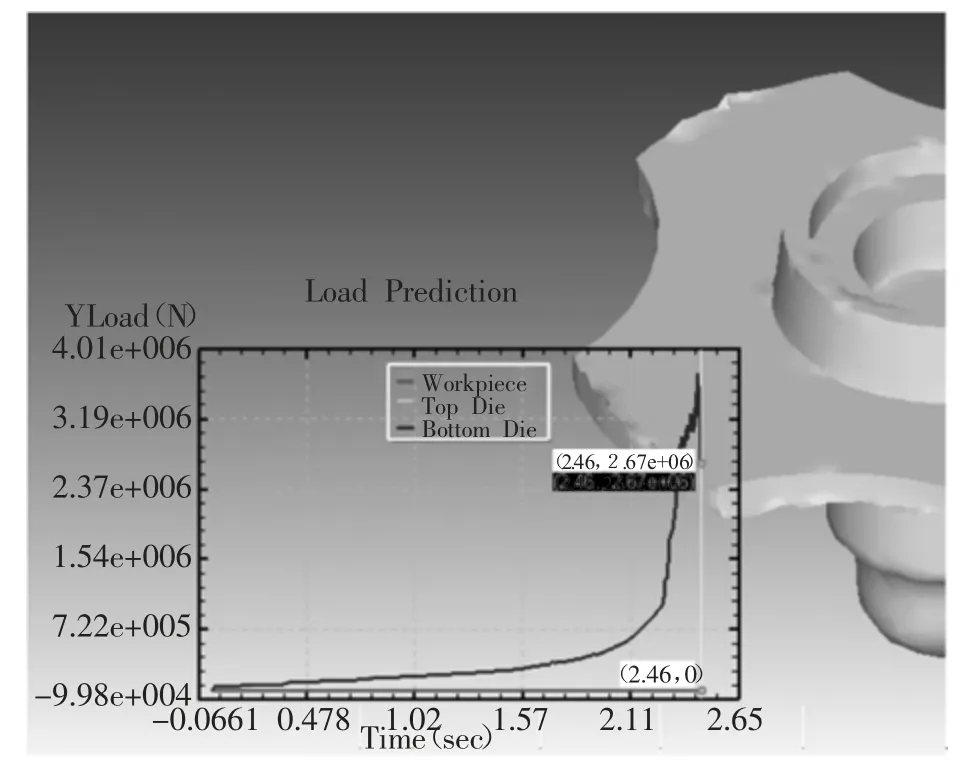
圖6 載荷行程圖
4 結論
本文利用SolidWorks 的三維建模技術,對坯料、模具等進行三維建模,利用DEFORM進行模擬,并對模擬結果作了比較分析。在進行鍛壓成形的數值仿真中,重點對溫度場、應力分布場、金屬流動等問題進行了深入的研究和探討,為實際應用奠定了基礎,對工程實踐有重要的參考價值。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
