1.5mm 鍍鋅板激光擺動填絲焊接工藝研究
2023-11-22 03:51:14蔣文祥黎興寶史主德吳許祥施海濤周正信
鍛壓裝備與制造技術 2023年5期
蔣文祥,黎興寶,2,史主德,2,吳許祥,2,王 成,2,施海濤,2,周正信,陳 銳,2
(1.江蘇亞威機床股份有限公司,江蘇 揚州 225200;2.江蘇省金屬板材智能裝備重點實驗室,江蘇 揚州 225200)
0 引言
鍍鋅板的鍍鋅層不但有良好的導電性,而且有優秀的保護作用,鍍鋅板良好的抗腐蝕性能使得其在多個領域受到歡迎,包括建筑、輕工、汽車、農牧漁業等。然而鍍鋅板中鋅層的存在,使得鍍鋅板的焊接有很大局限性。鍍鋅板焊接中,鍍鋅層和內部鋼物理性能存在非常大的差異(鋼的熔點1300℃,沸點2861℃,鍍鋅層熔點420℃,沸點908℃[1])極易產生氣孔、飛濺、間隙過大,焊接后成形不良等。
激光焊接屬于高能束焊接技術,具有能量密度高、熱變形小、焊縫深寬比大、焊接速度快、鍍鋅層損耗小等特點,非常適于精密焊接。激光填絲焊接能有效抑制鍍鋅板氣孔的產生及拼接中存在的間隙問題。
激光擺動填絲焊接是一種新型的激光焊接方法,目前已在板材拼焊、提高焊件裝配間隙的容忍性等方面取得了較好應用,但是對擺動填絲對鍍鋅板焊接研究很少提及。本文以1.5mm 鍍鋅板為研究對象,重點研究了在不同間隙下鍍鋅板最優工藝參數及形貌。
1 實驗材料、設備及方法
1.1 實驗材料
鍍鋅鋼板尺寸為50mm×100mm,其主要成分含量如表1 所示。

表1 鍍鋅鋼板主要成分含量表
1.2 實驗設備
安川GP25,OSPRI LDW400擺動焊接頭(75/200),PRIMA 4000W 光纖激光器芯徑100μ,萬順興送絲控制系統。
1.3 實驗方法
在實驗前期確定優化的焊接參量,焊接速率V=1.2m/min,離焦量=0mm,擺動光斑為圓形光斑,擺動大小(圓形光斑直徑)=1.5mm,擺動速度(擺動頻率和幅度)=150mm/s,MG50-6 鐵絲絲徑1.2mm。實驗過程中采用高純氬氣(99.999%)保護,其流量為25L/min。通過依次改變激光擺動填絲焊接參量(板材間隙、激光功率、送絲速度)來研究其對鍍鋅板成形的影響,并按所得規律選取最優工藝參量進行,對實驗所得焊縫進行焊接成形形貌和宏觀微觀金相分析等手段進行分析
定義氣孔率P 為焊縫截面氣孔面積A 與截面總面積的比值S,即:
使用金相軟件AxioVision LE64、處理自動計算焊縫截面氣孔率。實驗中均用此方法來定量測量并比較焊縫氣孔率。
2 實驗結果及分析
2.1 不同功率對鍍鋅板成形及氣孔的影響
固定板材間隙0.3mm 送絲速度25mm/s,用不同焊接功率(1800W、2000W、2200W、2400W)進行實驗。圖1 為不同焊接功率下表面形貌對比圖,鍍鋅板的焊接功率越高擺動的激光束對熔池不斷地攪拌,熔池流動速率增大,熔池越深。從圖中我們可以看出當功率達到2400W 左右時激光熔池太深出現明顯的咬邊,2000W 左右時功率和焊絲有一個穩定的狀態,成形飽滿,表面無明顯氣孔。
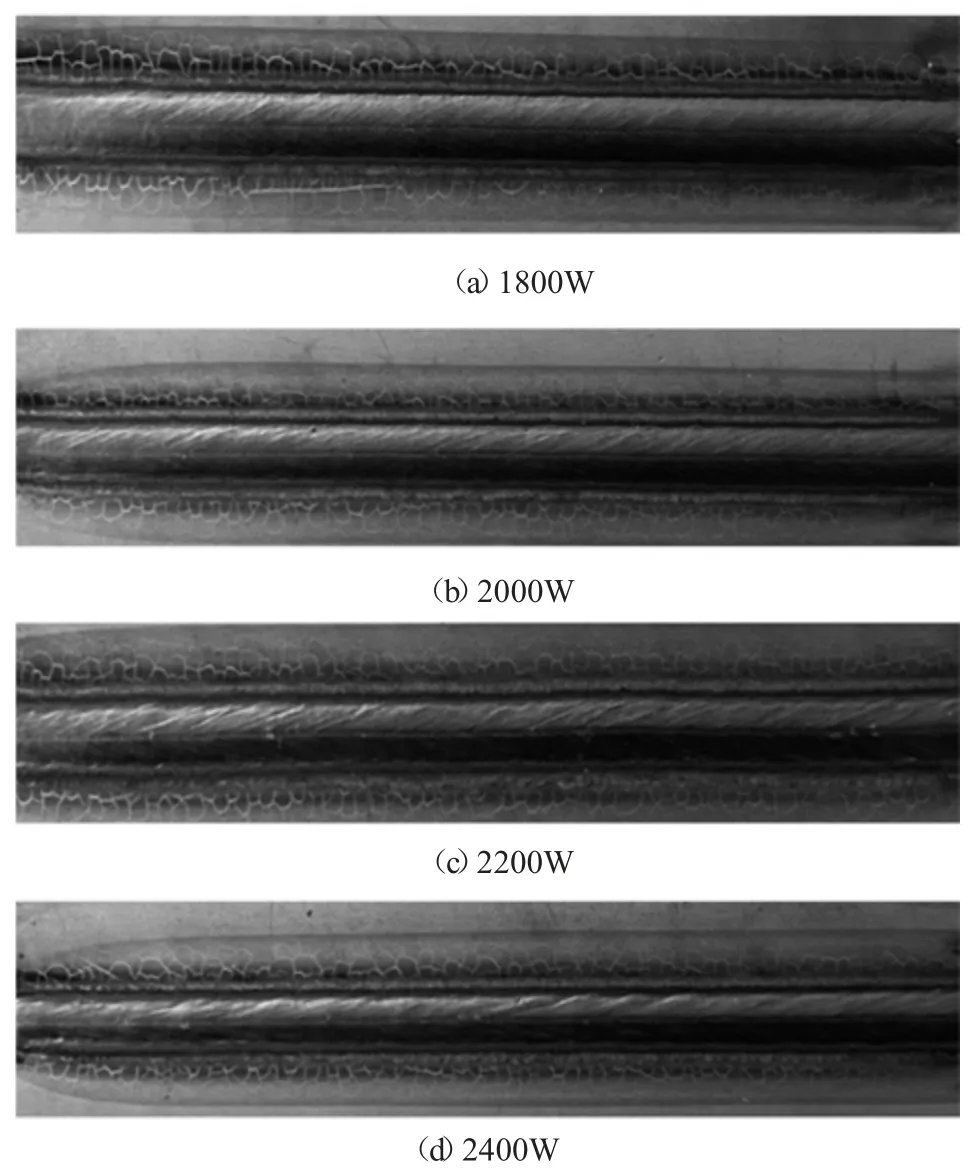
圖1 不同功率下焊縫正面形貌圖
2.2 不同間隙對鍍鋅板成形及氣孔的影響
固定激光功率2000W,送絲速度25mm/s,用(0.3mm、0.5mm、0.8mm、1.0mm)拼接間隙進行實驗。圖2 為不同拼接間隙下表面形貌對比圖,當激光擺動填絲焊接其他因素不變,原本飽滿光滑的良好成形,會隨著間隙不斷變大焊絲無法飽滿覆蓋鍍鋅板的焊接面,成形焊接面凸出程度漸漸減小,達到1.0mm 間隙時出現咬邊凹陷現象。激光擺動填絲時間隙越大其需要的焊絲越多,以此來保證焊接成形時良好的形貌,在間隙不斷變化過程中鍍鋅板表面形貌無飛濺和氣孔。
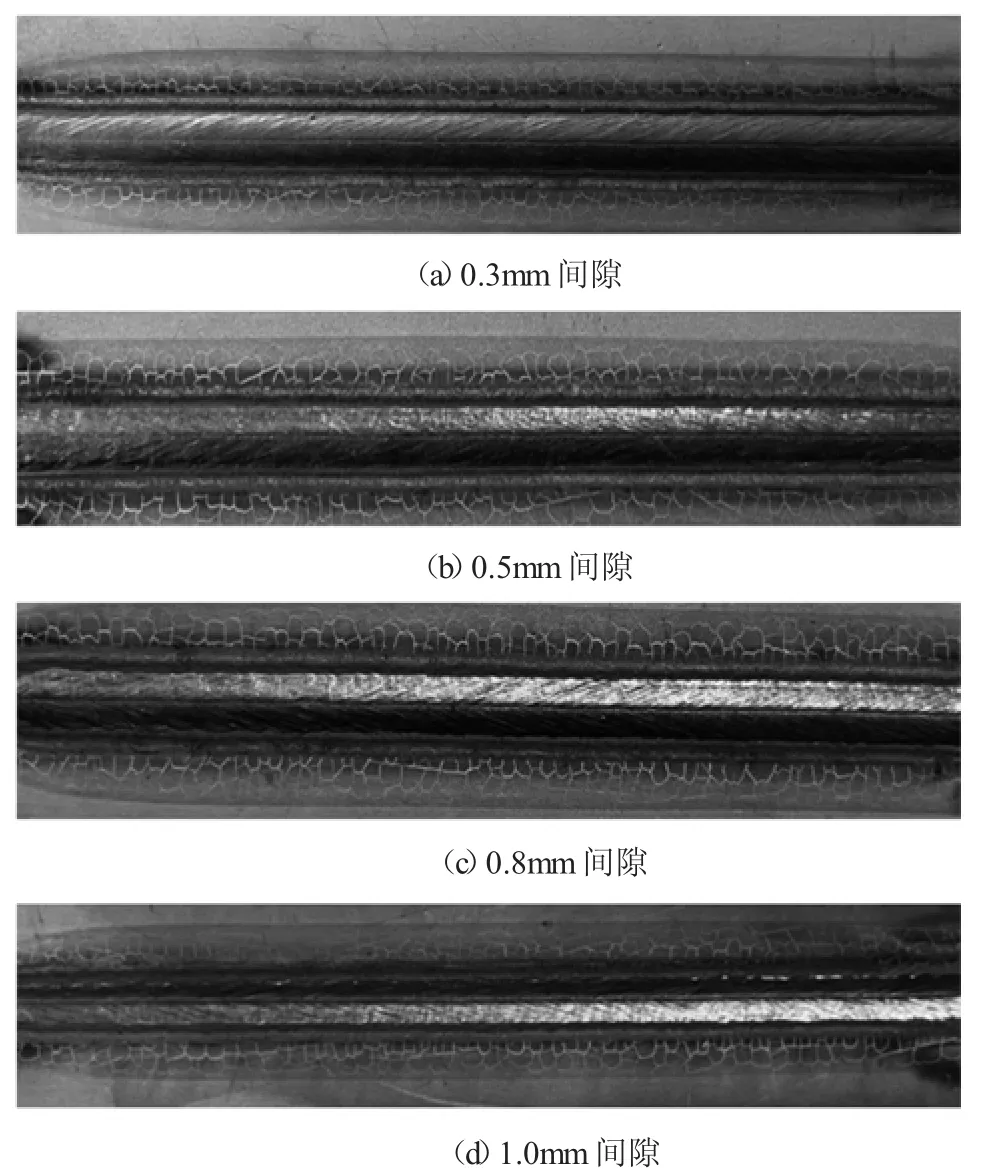
圖2 不同間隙下焊縫正面形貌圖
2.3 不同送絲速度對鍍鋅板成形及氣孔的影響
固定間隙0.8mm,激光功率2200W,用不同送絲速度(25mm/s、30 mm/s、35 mm/s、45 mm/s)進行實驗。圖3 為不同拼接間隙下表面形貌對比圖,當功率和拼接間隙固定時,送絲速度慢,焊接材料成形難看,存在明顯凹陷,達不到激光填絲焊接優勢;增加送絲速度,在焊接時與母材相融,焊接后形成良好成形焊縫無氣孔。
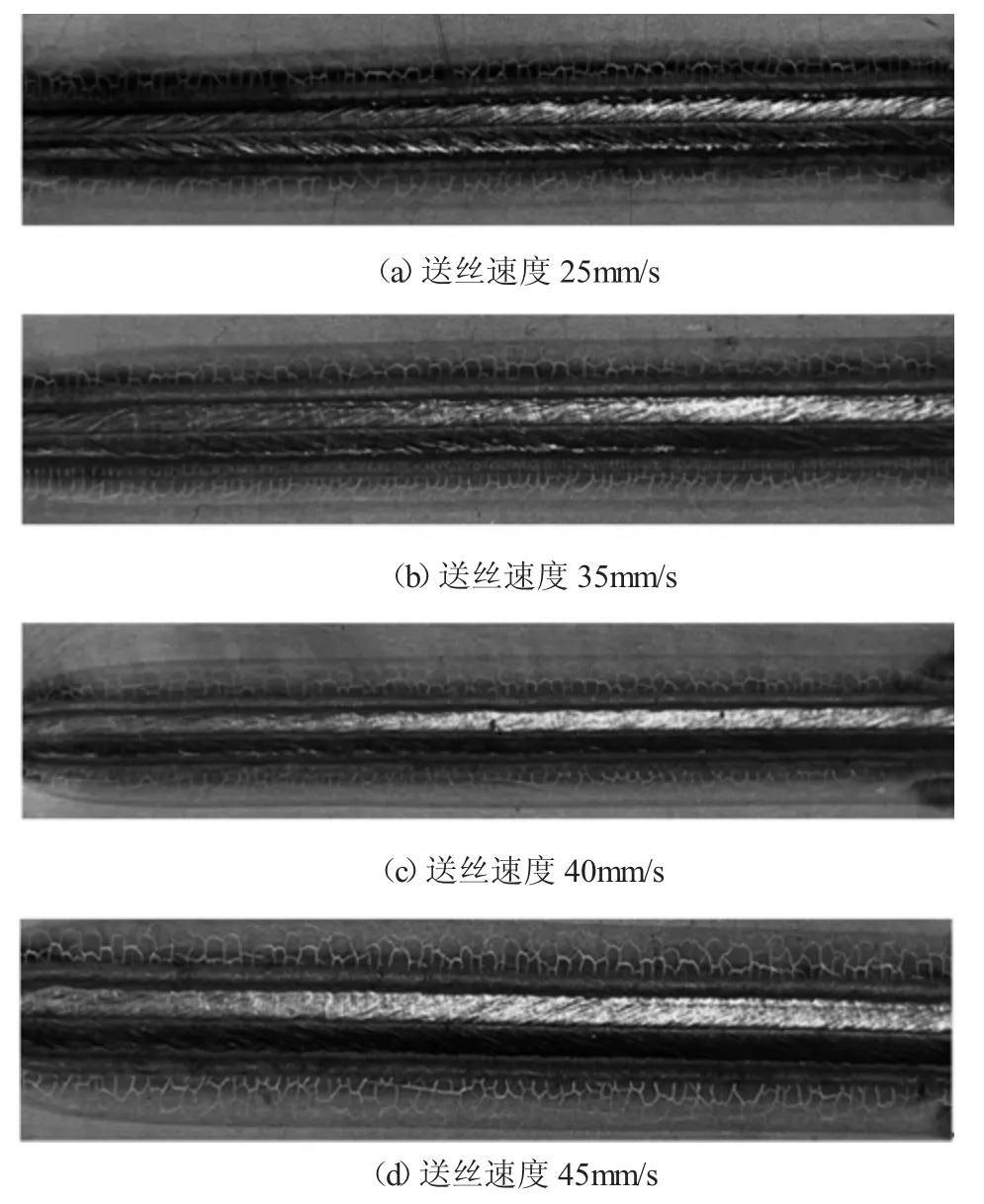
圖3 不同送絲速度下焊縫正面形貌圖
2.4 鍍鋅板焊接在不同間隙下最優功率和送絲速度參數(圖4)
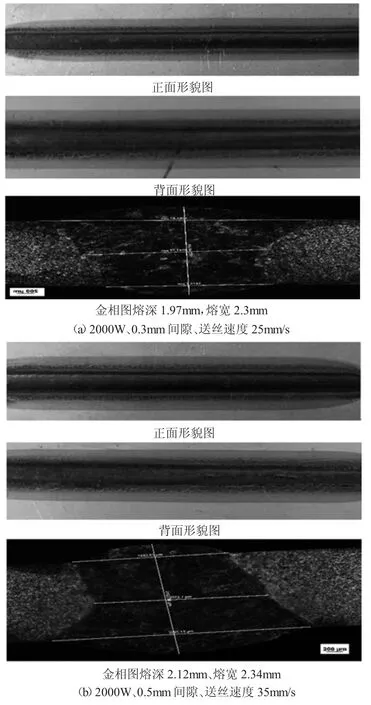
圖4 不同拼接間隙下最優工藝參數及形貌
圖4 為不同拼接間隙下最優工藝參數及形貌,從表面形貌和金相分析看出激光擺動填絲焊接不僅解決了拼接中存在的間隙問題使其形成良好的焊接形貌和熔池而且對鍍鋅板焊接會產生氣孔問題得到很好的解決。圖5 是最優參數深寬比,當深寬比達到85%~95%時,其成形較好。
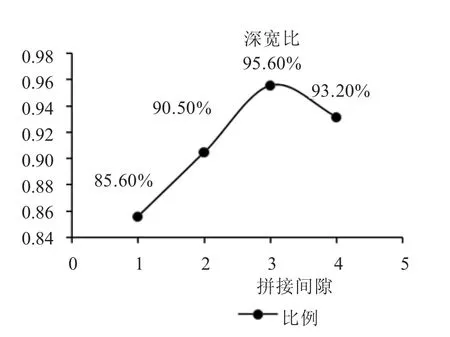
圖5 較優參數深寬比
3 結論
(1)激光擺動填絲焊接在2000~2200W 時1.5mm鍍鋅板會有個穩定的狀態,其不會因送絲速度變化而出現太大變化。
(2)激光擺動填絲焊接間隙慢慢變大其需要熔入的焊絲越多,焊絲多少影響成形效果,太多可能產生堆積無法熔化,太少會產生凹陷。
(3)功率、間隙、和送絲速度相匹配的情況下,其深寬比可以達到85%~95%,鍍鋅板激光擺動填絲焊接成形好、熔深高焊接強度強、無凹陷。可以減少后續加工打磨時間,甚至不用處理。通過金相圖我們明顯看到鍍鋅板致命弱點氣孔問題得到很大改善,基本達到無氣孔。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
