2024鋁合金切削過(guò)程微觀力學(xué)強(qiáng)化機(jī)理研究
2023-11-15 05:54:32張國(guó)智
航天制造技術(shù) 2023年4期
宋 徽 張國(guó)智
(1.建筑學(xué)院,新鄉(xiāng)職業(yè)技術(shù)學(xué)院,新鄉(xiāng) 453000;2.機(jī)電工程學(xué)院,新鄉(xiāng)學(xué)院,新鄉(xiāng) 453000)
1 引言
切削過(guò)程是機(jī)械制造中最為常見的過(guò)程,長(zhǎng)期以來(lái)人們?cè)噲D在實(shí)際加工之前對(duì)這一過(guò)程進(jìn)行計(jì)算機(jī)模擬和理論模型的建立[1],以及相關(guān)刀具性能模擬[2],提出了很多理論模型,最早提出了剪切角的理論切削模型,此外,國(guó)內(nèi)外學(xué)者還提出了很多的切削過(guò)程的模擬模型,但還沒有一個(gè)準(zhǔn)確的模擬模型。但切削過(guò)程中切削力的計(jì)算已較為成熟,提出了很多切削力的理論和經(jīng)驗(yàn)的計(jì)算模型[3,4],并且與實(shí)際實(shí)驗(yàn)結(jié)果吻合較好。但切削過(guò)程是較為復(fù)雜的過(guò)程,也是一個(gè)高度非線性熱結(jié)構(gòu)場(chǎng)耦合分析[5],因而,要想準(zhǔn)確地對(duì)這一過(guò)程進(jìn)行計(jì)算機(jī)模擬,需要在機(jī)理上研究材料在切削加工過(guò)程的力學(xué)性能的變化。在模擬切削過(guò)程中,最難解決的是兩個(gè)問題:一是切屑形成與斷裂準(zhǔn)則;二是加工完成后工件表層力學(xué)性能的變化。但這對(duì)于預(yù)測(cè)工件加工變形及殘余應(yīng)力至關(guān)重要。此外,對(duì)于機(jī)械表面失效分析也很關(guān)鍵[6]。2024鋁合金廣泛應(yīng)用于航空航天、建筑裝潢中,目前,關(guān)于此材料切削強(qiáng)化的機(jī)理性研究還不是很深入系統(tǒng)。本文以有限元數(shù)值計(jì)算為仿真手段,在對(duì)切削過(guò)程進(jìn)行模擬的基礎(chǔ)上,從微觀塑性力學(xué)的角度揭示切削過(guò)程中表層材料力學(xué)性能的變化機(jī)理。
2 基于仿真技術(shù)的切削過(guò)程機(jī)理分析方案
基于有限元仿真手段,首先建立切削過(guò)程的耦合場(chǎng)分析的有限元模型,在對(duì)切削過(guò)程的應(yīng)力場(chǎng)及溫度場(chǎng)分析結(jié)果的基礎(chǔ)上,對(duì)局部切削點(diǎn)的組織結(jié)構(gòu)在切削過(guò)程中的變化進(jìn)行分析,然后,在有限元仿真分析的基礎(chǔ)上,基于微觀塑性力學(xué)理論,對(duì)材料在切削過(guò)程中的力學(xué)性能變化進(jìn)行機(jī)理上的分析與研究。具體的分析流程如圖1所示。
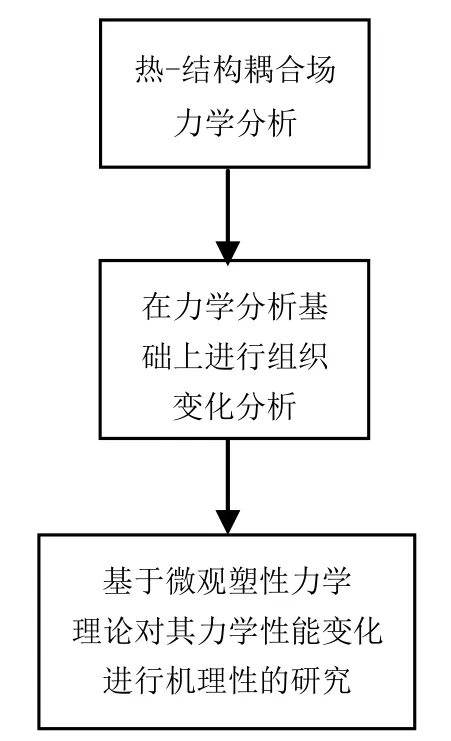
圖1 切削過(guò)程力學(xué)機(jī)理仿真分析流程
3 切削過(guò)程的有限元分析
3.1 應(yīng)力及溫度分析
建立了切削過(guò)程的熱結(jié)構(gòu)場(chǎng)耦合分析的有限元模型,有限元模型圖如圖2所示,材料選用的是2024鋁合金,初始加工溫度為20℃,選用的刀具為TNMA332,刀具參數(shù)示意圖如圖3所示,各參數(shù)分別為:IC=9.53,T=4.76mm,R=0.8mm,B=13.494mm,H=3.81mm。切削時(shí),切削參數(shù)為:切削速度為250mm/s,進(jìn)給速度為0.35mm/r,切削深度為 0.3mm。熱傳導(dǎo)系數(shù)為45N·s-1·mm-1·℃-1,切削長(zhǎng)度為3.5mm,剪切摩擦系數(shù)取為0.5,計(jì)算的迭代步數(shù)為10000,在計(jì)算的過(guò)程中,使用網(wǎng)格重劃分技術(shù)。
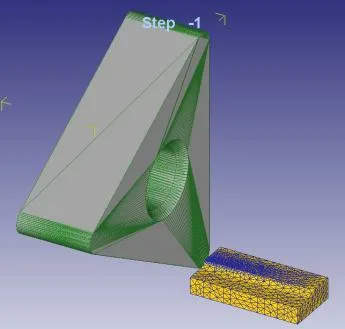
圖2 切削過(guò)程的有限元模型圖
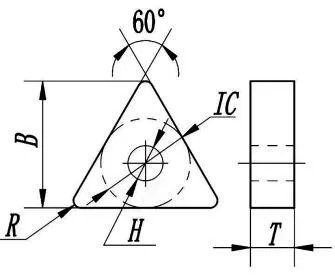
圖3 刀具參數(shù)示意簡(jiǎn)圖
切削過(guò)程完成時(shí)的結(jié)構(gòu)場(chǎng)的有限元分析結(jié)果如圖4所示,從圖4a 中可見,在局部切削處的等效應(yīng)力很大,應(yīng)力分布極不均勻,從圖4b 中可見,切削區(qū)域處的某點(diǎn)在切削過(guò)程中隨著切削的進(jìn)行應(yīng)力逐漸增大。
切削過(guò)程完成時(shí)的溫度場(chǎng)的有限元分析結(jié)果如圖5所示,從圖5a 中可見,在局部切削處的溫度有很大的升高,在局部最高溫度為327℃,溫度場(chǎng)分布極不均勻,圖4b 中的節(jié)點(diǎn)在切削過(guò)程中的溫度變化如圖5b所示,從圖5b 中可見,該點(diǎn)在切削過(guò)程中隨著切削的進(jìn)行溫度逐漸升高,主要是由摩擦熱及塑性功轉(zhuǎn)化成熱能造成的。
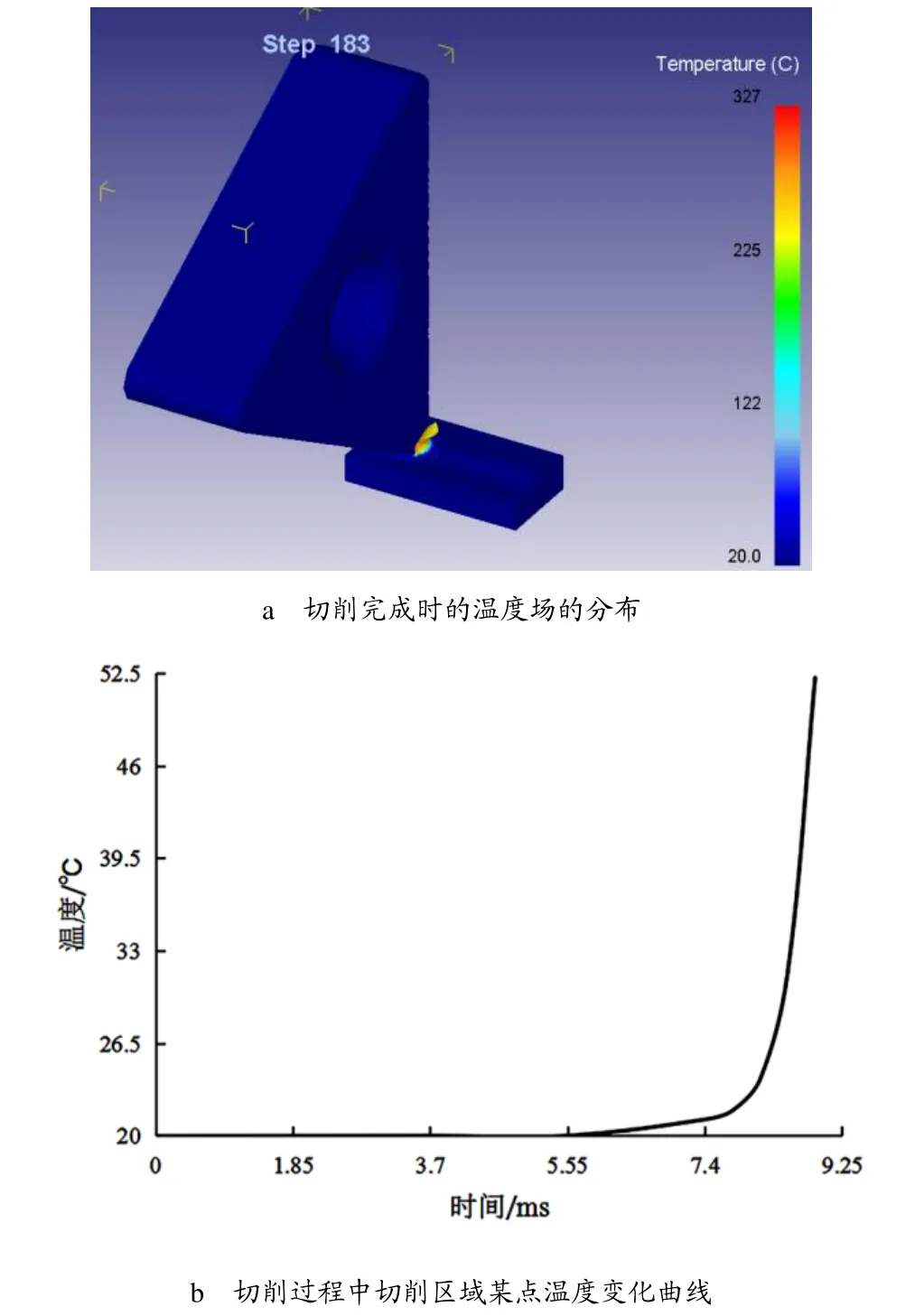
圖5 切削過(guò)程的溫度場(chǎng)的有限元分析結(jié)果
3.2 組織變化分析
在切削過(guò)程的熱結(jié)構(gòu)耦合場(chǎng)分析結(jié)果的基礎(chǔ)上,對(duì)切削過(guò)程中組織結(jié)構(gòu)的微觀變化進(jìn)行了進(jìn)一步計(jì)算,得出切削過(guò)程中切削區(qū)域中局部塑性變形后,在組織結(jié)構(gòu)上的具體變化,如晶粒尺寸、晶界、位錯(cuò)密度等。在計(jì)算過(guò)程中,選取了切削完成時(shí)刻的切削根部點(diǎn)作為微組織結(jié)構(gòu)計(jì)算區(qū)域,并對(duì)遠(yuǎn)離切削區(qū)域的點(diǎn)進(jìn)行計(jì)算。如圖6所示,在計(jì)算過(guò)程中,選取的計(jì)算區(qū)域?yàn)?mm×5mm,放大因子為2。對(duì)比圖6a 和圖6b 可知,在切削過(guò)程中,切削區(qū)域組織結(jié)構(gòu)發(fā)生了較大變化,晶粒尺寸和位錯(cuò)密度顯著增加,所以,在切削區(qū)域發(fā)生了加工硬化現(xiàn)象,而遠(yuǎn)離區(qū)域變化較小。
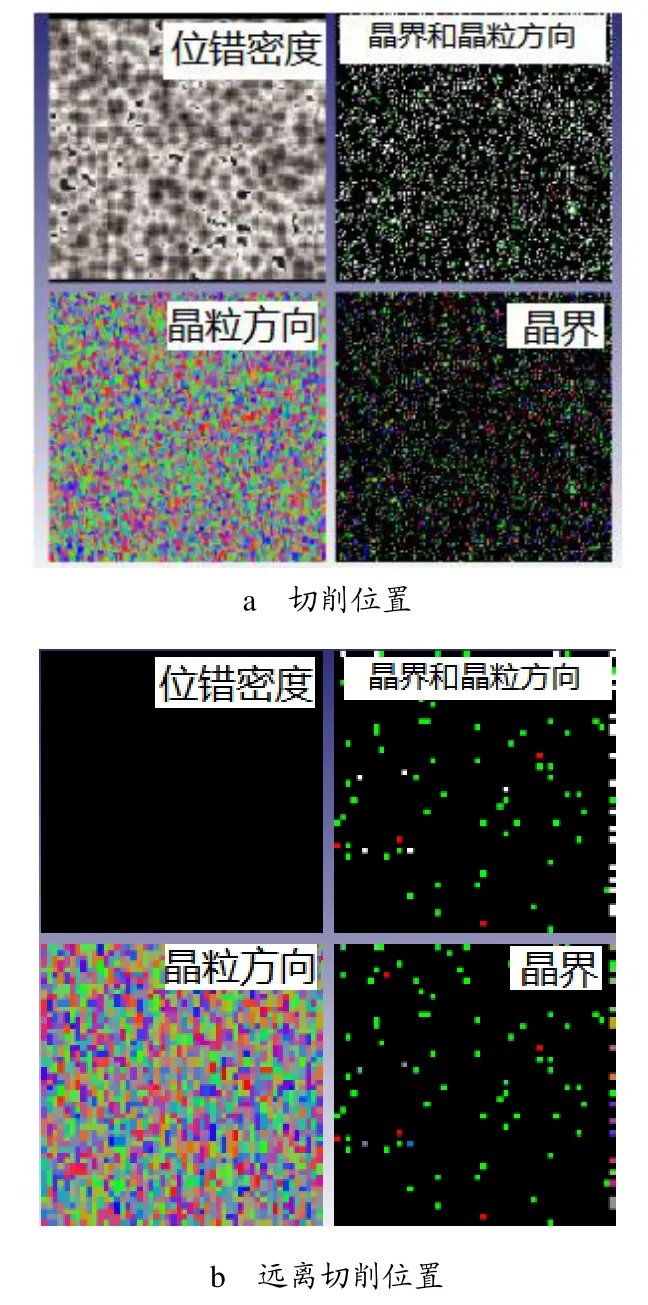
圖6 組織變化計(jì)算結(jié)果
3.3 力學(xué)機(jī)理分析
切削過(guò)程中組織結(jié)構(gòu)的變化造成了對(duì)其切削表層材料力學(xué)性能主要參數(shù)的影響,如彈性模量、泊松比、屈服應(yīng)力、剛性模量等。切削表層材料的力學(xué)性能變化不僅對(duì)表面的各種力學(xué)性能產(chǎn)生了較大影響,而且對(duì)于其工件表面的加工變形及其中的殘余應(yīng)力產(chǎn)生了較大影響。對(duì)其工件的表面變形及其內(nèi)部殘余應(yīng)力的計(jì)算準(zhǔn)確,需分析其在切削過(guò)程中表層材料力學(xué)性能的變化。
基于微觀塑性力學(xué)理論可知,彈性模量、泊松比在切削過(guò)程中受晶粒結(jié)構(gòu)的變化影響較小,可近似認(rèn)為不發(fā)生變化,而材料的塑性指標(biāo)如屈服應(yīng)力發(fā)生了較大的變化,但剛性模量,即雙線性硬化材料模型的第二條曲線的斜率幾乎不發(fā)生變化。
根據(jù)微觀塑性力學(xué)中的MSG(mechanism-based strain gradient)理論和Hall-prtch 準(zhǔn)則,切削加工后表層材料的屈服應(yīng)力可由式(1)計(jì)算:
其中,σs為材料的初始屈服應(yīng)力(表層材料切削完成后的屈服應(yīng)力);G為剪切模量;b為Burgers矢量;α0為Taylor系數(shù),其值約為0.3;ρ為位錯(cuò)密度,產(chǎn)生于材料中的非均勻塑性變形;M為Taylor因子,對(duì)面心立方多晶體(fcc)金屬材料,M=3.06;k為Hall-prtch參數(shù);d為平均晶粒尺寸[7]。
根據(jù)文中組織分析的有限元計(jì)算結(jié)果、相關(guān)實(shí)驗(yàn)、文獻(xiàn),σs=250MPa,G=27GPa,b=0.281nm,α0=0.3,M=3.06,ρ=1.4×1013m-2,k=4.8MPa/μm0.5,d=18μm,根據(jù)式(1),計(jì)算得出2024鋁合金表層材料在切削完成時(shí)的屈服應(yīng)力增加了46.42MPa。拉伸實(shí)驗(yàn)圖如圖7所示,圖7b為工程應(yīng)變與工程應(yīng)力的拉伸曲線,由圖7b可見,切削后的試件未做去除應(yīng)力處理與去除應(yīng)力處理后相比,強(qiáng)度略有提升,屈服應(yīng)力處的增加值與文中計(jì)算的增加值的誤差僅為6.75%,與文中分析結(jié)果相符。當(dāng)然,表層材料在切削完成時(shí)的屈服應(yīng)力增加值與各種加工參數(shù)相關(guān),如切削速度、進(jìn)給量、切削深度等。由此可知,材料經(jīng)過(guò)切削加工后表層材料的塑性力學(xué)性能參數(shù)發(fā)生了較為明顯的變化。
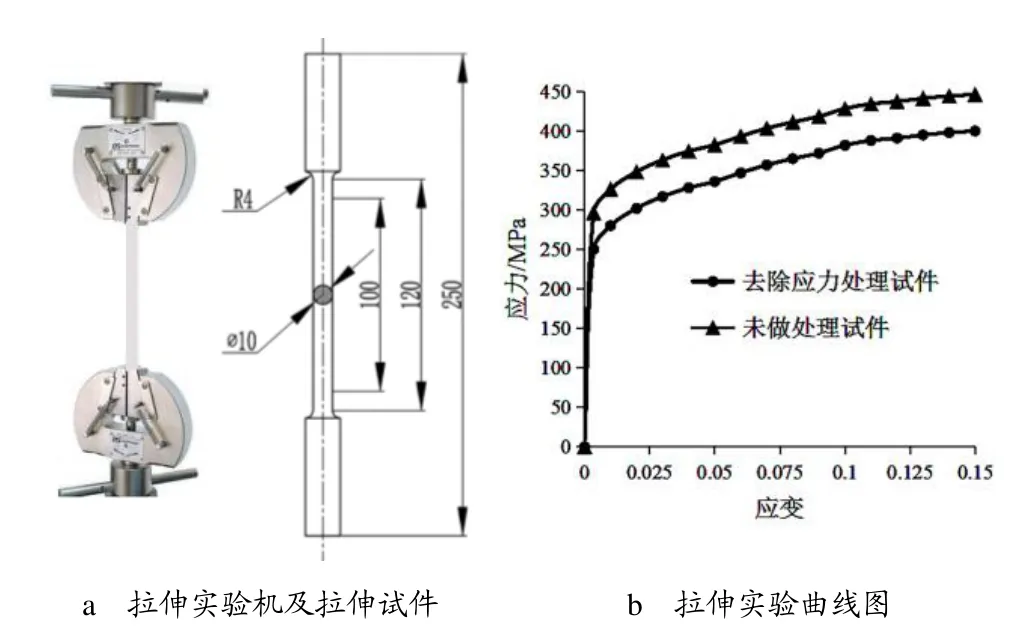
圖7 拉伸實(shí)驗(yàn)圖
鋁合金布氏硬度和抗拉強(qiáng)度轉(zhuǎn)換關(guān)系如下:
2024鋁合金未切削試件的表面硬度實(shí)驗(yàn)檢測(cè)其硬度值的布氏硬度為117,代入式(2)中得其抗拉強(qiáng)度為403.65MPa,切削試件的表面硬度實(shí)驗(yàn)檢測(cè)其硬度值的布氏硬度為131,代入式(2)中得其抗拉強(qiáng)度為451.95MPa,增加了48.3MPa,與根據(jù)式(1)計(jì)算的抗拉強(qiáng)度增加值的理論計(jì)算值的誤差為3.89%,這個(gè)誤差比拉伸實(shí)驗(yàn)的誤差小,表明表面硬度實(shí)驗(yàn)更能直接反映切削后2024鋁合金的表層抗拉強(qiáng)度略有增加,進(jìn)一步驗(yàn)證了本文的仿真和理論分析的準(zhǔn)確性。
綜上所述,經(jīng)過(guò)切削加工后,實(shí)際加工表面的材料力學(xué)性能由于組織結(jié)構(gòu)的變化而發(fā)生了很大變化,尤其其塑性性能指標(biāo),如屈服應(yīng)力,主要是晶粒尺寸與位錯(cuò)密度造成的,因而,對(duì)加工后的零件進(jìn)行精確分析計(jì)算及對(duì)表面加工變形或殘余應(yīng)力計(jì)算時(shí),必須考慮晶粒尺寸與位錯(cuò)密度等組織結(jié)構(gòu)的變化造成的表層材料塑性性能變化,并在此基礎(chǔ)上建立動(dòng)態(tài)的本構(gòu)模型,從而對(duì)零件的工作性能及表面的摩擦磨損性能進(jìn)行更精確地分析計(jì)算。
4 結(jié)束語(yǔ)
本文針對(duì)切削過(guò)程中表層材料力學(xué)性能的變化進(jìn)行研究,首先,結(jié)合微觀塑性理論,提出了基于有限元仿真的分析方案,建立了切削過(guò)程的熱結(jié)構(gòu)場(chǎng)耦合分析的有限元模型,并對(duì)典型參數(shù)的切削過(guò)程進(jìn)行了有限元模擬,在切削局部最高溫度為327℃;其次,在此基礎(chǔ)上進(jìn)行了切削過(guò)程中微觀組織的計(jì)算,得到了切削區(qū)域及遠(yuǎn)離切削區(qū)域處的晶粒方向、位錯(cuò)密度、晶界分布,可知,切削區(qū)域組織結(jié)構(gòu)發(fā)生了較大變化,晶粒位錯(cuò)密度顯著增加,其數(shù)值為1.4×1013m-2;最后,基于MSG 理論和Hall-prtch 準(zhǔn)則,通過(guò)計(jì)算,2024鋁合金表層材料在切削完成時(shí)的屈服應(yīng)力增加了46.42MPa,這與實(shí)際測(cè)試結(jié)果相符,誤差僅為6.75%,抗拉強(qiáng)度增加值與表面硬度實(shí)驗(yàn)的檢測(cè)值誤差為3.89%。本文的研究對(duì)切削過(guò)程的精確模擬、表面加工變形的精確計(jì)算、表面摩擦磨損性能的精確分析具有工程應(yīng)用和理論研究?jī)r(jià)值。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
