撓性接頭質(zhì)量對陀螺交叉耦合影響分析及控制措施
2023-11-15 05:56:28司玉輝王玉琢路世通馮欣竹
航天制造技術(shù) 2023年4期
蔡 曜 司玉輝 王玉琢 郭 偉 路世通 馮欣竹
(西安航天精密機電研究所,西安 710100)
1 引言
撓性陀螺作為重要的慣性敏感器件,被廣泛應(yīng)用于航空、航天、兵器、船舶等領(lǐng)域。撓性陀螺存在著交叉耦合的問題,交叉耦合直接影響撓性陀螺對角速度的測量精度,最終影響慣導(dǎo)系統(tǒng)的導(dǎo)航精度[1],降低交叉耦合是撓性陀螺工程實踐中需要解決的關(guān)鍵問題。
為控制撓性陀螺的交叉耦合,學(xué)者們?nèi)〉昧艘欢ǖ难芯砍晒F渲袘?yīng)用最廣、通用性最高的方案是“解耦控制器補償法”,這是一種通過伺服電路控制,在產(chǎn)品生產(chǎn)末端進行補償?shù)恼{(diào)試方法。電路設(shè)計方案并不唯一,以劉建斌[2]設(shè)計的專用補償電路為例,可根據(jù)撓性陀螺實測值為正耦合或負(fù)耦合兩種情況,將伺服電路相應(yīng)改造為加法運算電路或減法運算電路進行補償,從而降低交叉耦合。該調(diào)試方法需要對伺服電路的多個元器件進行調(diào)整,涉及分步烙焊、防護、噴漆、固封等多個工序,工藝復(fù)雜,生產(chǎn)周期長,制約生產(chǎn)效率。另一方面,伺服電路設(shè)計復(fù)雜度越高,所附帶的系統(tǒng)延遲越長,不適用于快速啟動、超低延遲的任務(wù)背景,存在著一定的局限性。
文獻[3]從撓性陀螺的機械結(jié)構(gòu)誤差和電氣干擾的維度,建立差動式電感傳感器、力矩器造成陀螺交叉耦合超差的誤差模型,確定傳感器鐵芯柱垂直度、力矩器線圈周向偏移角度是造成陀螺交叉耦合超差的重要因素。并由此設(shè)計了高精度傳感器鐵芯柱裝配工裝、高精度力矩器線圈裝配工裝,保證陀螺元件層級的裝配質(zhì)量,一定程度上控制陀螺的交叉耦合。但造成陀螺交叉耦合的因素不只有傳感器和力矩器,撓性接頭、殼體等零件的加工精度、質(zhì)量狀況,同樣是引起交叉耦合的重要因素,需要建立對應(yīng)的誤差模型加以分析,并制定相應(yīng)的控制措施。
針對撓性陀螺交叉耦合問題,將其按層級打開,分析撓性接頭質(zhì)量引起陀螺交叉耦合的機理,建立撓性接頭物理誤差模型;定量確定兩者的影響程度,建立撓性接頭數(shù)學(xué)誤差模型——灰色GM(0,N)模型。根據(jù)現(xiàn)有的撓性接頭加工工藝方法,提出優(yōu)化改進方案;設(shè)計一種撓性接頭在裝配前的質(zhì)量狀況評估、篩選工藝方法,并根據(jù)GM(0,N)模型確定工藝指標(biāo)。措施落實后,撓性接頭的質(zhì)量狀況滿足使用要求,撓性陀螺的交叉耦合得到進一步提升,有效控制在1%以內(nèi)。
研究成果至少具有兩點通用性:一是降低撓性陀螺因撓性接頭誤差而產(chǎn)生的正交不平衡引起的漂移系數(shù),降低陀螺漂移率;二是對解決兩軸速率陀螺導(dǎo)引頭存在的交叉耦合問題[4]有指導(dǎo)意義。
2 撓性接頭與交叉耦合
2.1 撓性接頭簡介
某型號撓性陀螺的撓性接頭由平衡環(huán)、內(nèi)撓性接頭、外撓性接頭組成,撓性接頭的結(jié)構(gòu)圖如圖1所示。

圖1 撓性接頭結(jié)構(gòu)圖
內(nèi)、外撓性接頭同軸安裝,兩撓性接頭的上環(huán)和下環(huán)均通過激光焊接的方式連接,安裝后兩撓性接頭的鉸鏈中心重合。
撓性接頭由于其特殊的結(jié)構(gòu)特點,可以為懸掛在頂端的陀螺轉(zhuǎn)子提供兩個方向的自由度。作為撓性陀螺的核心零組件,在陀螺轉(zhuǎn)子高速轉(zhuǎn)動過程中,既作為動力調(diào)諧的補償元件,又作為彈性元件,其精度和質(zhì)量將直接影響陀螺的性能、壽命、可靠性和穩(wěn)定性。
2.2 交叉耦合定義
在理想狀態(tài)下,撓性陀螺僅繞其一個敏感軸轉(zhuǎn)動時,敏感軸對應(yīng)的一路力矩器輸出應(yīng)增大,非敏感軸對應(yīng)的一路力矩器的輸出應(yīng)不變。在工程實踐中,由于機械誤差、電氣干擾等因素,當(dāng)撓性陀螺僅繞其一個敏感軸轉(zhuǎn)動時,敏感軸和非敏感軸對應(yīng)的兩路力矩器的輸出均改變,非敏感軸對應(yīng)力矩器輸出與敏感軸對應(yīng)力矩器輸出的比值稱為交叉耦合,如式(1)所示。
3 撓性接頭誤差模型
在實際生產(chǎn)過程中,盡管傳感器、力矩器按照文獻[3]描述,裝配精度較高,符合理論計算要求,但仍存在部分撓性陀螺交叉耦合超差的情況。這是由于除力矩器、傳感器影響因素外,撓性接頭的加工質(zhì)量也是影響交叉耦合超差的重要原因。撓性接頭質(zhì)量問題引起交叉耦合超差的誤差模型(簡稱撓性接頭誤差模型)包括物理誤差模型和數(shù)學(xué)誤差模型,能夠從形成機理和影響程度上定性、定量分析,指導(dǎo)技術(shù)人員科學(xué)制定撓性接頭質(zhì)量的標(biāo)準(zhǔn)和要求。
3.1 物理誤差模型
撓性接頭與陀螺轉(zhuǎn)子通過激光焊接的方式連接,裝配于撓性陀螺上。撓性陀螺水平安裝在單軸速率轉(zhuǎn)臺上,進行交叉耦合測試。隱藏轉(zhuǎn)臺和安裝工裝,由撓性接頭端觀察撓性陀螺的主視圖如圖2所示。
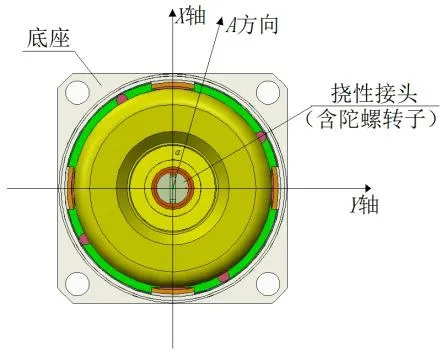
圖2 撓性陀螺主視圖
假設(shè)底座為理想零件,其法蘭定位面、螺釘連接孔等均不存在誤差。在撓性陀螺正常工作,陀螺轉(zhuǎn)子高速轉(zhuǎn)動的情況下,單軸速率轉(zhuǎn)臺帶動撓性陀螺繞X軸方向順時針轉(zhuǎn)動,受陀螺效應(yīng)與動力調(diào)諧效應(yīng)的共同影響,陀螺轉(zhuǎn)子將帶動撓性接頭沿X軸方向偏轉(zhuǎn)。這將引起X軸傳感器敏感偏轉(zhuǎn)角度,X軸力矩器對陀螺轉(zhuǎn)子施加電磁力矩進行推挽,使其達到再平衡狀態(tài)。在整個工作過程中,Y軸的傳感器、力矩器均不參與工作,力矩器輸出為零。結(jié)合式(1)對交叉耦合定義的描述,此時撓性陀螺的交叉耦合為零。
撓性接頭加工精度不足,微觀表現(xiàn)為內(nèi)、外撓性接頭四個細(xì)筋的分度精度、細(xì)筋的共面度、細(xì)筋形成十字的對準(zhǔn)精度差等情況。宏觀表現(xiàn)為陀螺轉(zhuǎn)子受撓性接頭的正交不平衡力矩影響,偏轉(zhuǎn)方向與X軸不重合,存在夾角α,即偏轉(zhuǎn)方向沿圖2 中A方向偏轉(zhuǎn)。在該情況下,偏轉(zhuǎn)角度沿X軸、Y軸均有分量,記為XA、YA;兩軸上傳感器、力矩器均參與工作,兩力矩器的輸出均增大。當(dāng)撓性陀螺兩路的標(biāo)度因數(shù)相等時,圖2情況測得的交叉耦合ψy可表示為式(2)。
令β為撓性陀螺繞Y軸旋轉(zhuǎn)時,陀螺轉(zhuǎn)子偏轉(zhuǎn)方向與Y軸的夾角,則式(2)、式(3)為撓性接頭引起交叉耦合的物理誤差模型。
技術(shù)指標(biāo)要求交叉耦合不大于ε,由此計算α、β應(yīng)滿足式(4)、式(5)。
若α、β的正負(fù)表示陀螺轉(zhuǎn)子偏轉(zhuǎn)方向與敏感軸夾角方向的極性,要求交叉耦合滿足指標(biāo)要求的情況下,α、β的允許取值范圍為[-arctan(ε),arctan(ε)]。
在工程實踐中,α、β的實際值測試難度大,也沒有直接的控制措施對其進行約束,需要繼續(xù)建立撓性接頭的數(shù)學(xué)誤差模型,對該問題作進一步分析。
3.2 數(shù)學(xué)誤差模型
陀螺轉(zhuǎn)子的偏轉(zhuǎn)方向與敏感軸存在夾角α、β,是受撓性接頭產(chǎn)生的正交不平衡力矩影響造成的。該正交不平衡力矩的大小,可由撓性接頭誤差而產(chǎn)生的正交不平衡引起的漂移系數(shù)D(x)y、D(y)x表征,單位:(°)/h·g。D(x)y、D(y)x可通過八位置測試法[5]獲得。
因此,α、β與D(x)y、D(y)x之間存在著一定的數(shù)學(xué)關(guān)系。結(jié)合式(2)、式(3),ψx、ψy與D(x)y、D(y)x之間同樣存在著一定的數(shù)學(xué)關(guān)系,即為撓性接頭數(shù)學(xué)誤差模型,可以通過獲取部分撓性陀螺的實測數(shù)據(jù)后基于灰色GM(0,N)模型建立。
灰色GM(0,N)模型是鄧聚龍[6]提出的灰理論中一種模型類型,為導(dǎo)數(shù)階次是零的靜態(tài)模型,常用于分析兩組數(shù)據(jù)(自變量、因變量)之間的數(shù)學(xué)關(guān)系。灰色GM(0,N)模型的建模機理為:將原始數(shù)據(jù)使用累加生成(Accumulated Generating Operation,AGO)算子處理后,使其變?yōu)檩^有規(guī)律的遞增曲線,然后對其進行建模。
灰色GM(0,N)模型不追求大樣本量,在預(yù)研階段,產(chǎn)品數(shù)量較少、可觀測樣本規(guī)模有限的情況下,依然適用。而數(shù)理統(tǒng)計中的線性回歸模型,其建模的前提為樣本規(guī)模足夠大,線性分布較明顯,與之相比,灰色GM(0,N)模型在處理樣本規(guī)模有限,且分布非線性的問題時,依然可以有效地建立模型,且保證模型的精度,在一定程度上克服了線性回歸模型的不足。
步驟c.使用AGO 算子計算累加序列:
步驟d.賦值數(shù)據(jù)矩陣B與數(shù)據(jù)向量yN,如式(8)、式(9)所示。
步驟e.賦值參數(shù)包P0N,見式(10)。求a、b2的值。
步驟f.灰色GM(0,N)模型建模如式(11)。
其中:m?{1,2,...,M}。
數(shù)學(xué)誤差灰色GM(0,N)模型的建模流程圖如圖3所示。
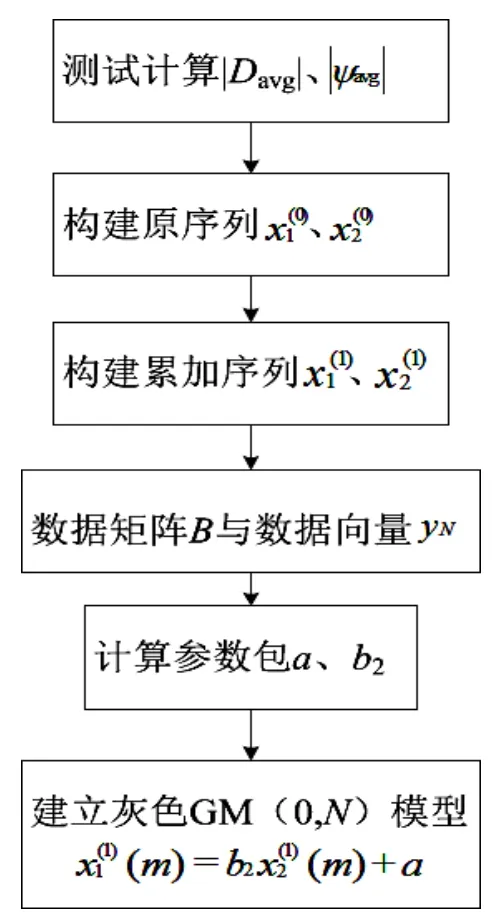
圖3 數(shù)學(xué)誤差灰色GM(0,N)模型建模流程圖

4 撓性接頭質(zhì)量控制
建立的撓性接頭物理誤差模型和數(shù)學(xué)誤差模型從撓性陀螺層級描述了撓性接頭的精度、質(zhì)量影響交叉耦合的機理和量化關(guān)系,但在當(dāng)前生產(chǎn)階段撓性陀螺已經(jīng)完成了絕大部分的裝配和調(diào)試工作,對于交叉耦合不滿足技術(shù)指標(biāo)要求的產(chǎn)品只能進行返工處理,這將造成大量人力和物料資源的浪費,增加成本,造成任務(wù)節(jié)點的延誤。因此,需要從撓性接頭的層級對其精度和質(zhì)量進行控制,控制措施分成加工過程控制和篩選控制。
4.1 加工過程控制
分析現(xiàn)有的撓性接頭加工工藝方法,具體為:
工序a.分別加工內(nèi)撓性接頭和外撓性接頭,兩撓性接頭均提前加工用于形成細(xì)筋的圓孔,控制細(xì)筋厚度。
工序b.使用內(nèi)、外撓性接頭上的工藝孔進行定位,控制兩者的周向、軸向相對位置和同軸度,使用激光焊接的方式將兩者的上環(huán)和下環(huán)焊接牢固。
工序c.使用線切割開槽,使其具有撓性。
工序d.邊測試剛度邊修研外撓性接頭的內(nèi)孔,使兩個正交方向上的剛度絕對值、剛度對稱性滿足要求。
現(xiàn)有撓性接頭加工工藝方法存在如下缺陷:
a.由于內(nèi)、外撓性接頭形成細(xì)筋的圓孔是分離狀態(tài)加工后,再通過工藝孔定位后激光焊接的,這將導(dǎo)致細(xì)筋形成十字的對準(zhǔn)精度低。
b.調(diào)整剛度的方法是根據(jù)剛度實測值修研外撓性接頭的內(nèi)孔,這將造成內(nèi)、外撓性接頭的剛度差異增大。
c.受限于撓性接頭的結(jié)構(gòu)特點,修研外撓性接頭時存在損傷內(nèi)撓性接頭的風(fēng)險。因修研造成內(nèi)撓性接頭損傷的情況如圖4所示。
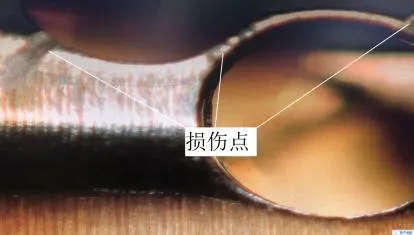
圖4 內(nèi)撓性接頭損傷情況
陳濤[7]提出了一種撓性接頭精密生產(chǎn)方法,利用偽剛度理論對內(nèi)、外撓性接頭形成的十字型鉸鏈模型進行分析,確認(rèn)撓性接頭生產(chǎn)過程中的誤差產(chǎn)生機理,搭建基于顯微視覺圖像分析結(jié)合力傳感控制的撓性接頭的加工系統(tǒng),使各項精度指標(biāo)達到5μm。該方法雖然能夠保證質(zhì)量,但是復(fù)雜度高,對人員技能水平要求很高。
為保證撓性接頭的精度,并克服現(xiàn)有撓性接頭加工工藝方法的缺陷,基于撓性接頭細(xì)筋尺寸在線檢測裝置,提出一種撓性接頭的組合加工工藝方法,具體為:
工序a.加工內(nèi)、外撓性接頭,但不加工形成細(xì)筋的圓孔。
工序b.使用內(nèi)、外撓性接頭上的工藝孔進行定位,控制內(nèi)、外撓性接頭的軸向相對位置和同軸度,使用激光焊接的方式將兩者的上環(huán)和下環(huán)焊接牢固,稱之撓性接頭焊件。
工序c.加工撓性接頭焊接形成細(xì)筋的圓孔,該孔為通孔,貫穿內(nèi)、外撓性接頭。
工序d.拆除焊點,旋轉(zhuǎn)內(nèi)、外撓性接頭,旋轉(zhuǎn)精度滿足90°±1',使四個位置的細(xì)筋成花瓣狀,并重新使用激光焊接將兩者的上環(huán)和下環(huán)焊接牢固。
工序e.使用線切割開槽,使其具有撓性。
工序f.測試撓性接頭兩個正交方向上的剛度絕對值、剛度對稱性,不允許修研。
組合加工工藝方法的優(yōu)點在于:
a.細(xì)筋形成十字的對準(zhǔn)精度高。
b.剛度絕對值由加工細(xì)筋的厚度控制,不允許修研,內(nèi)、外撓性接頭的剛度差異小,無損傷內(nèi)撓性接頭的風(fēng)險。
4.2 篩選控制
4.2.1 剛度對稱性篩選
撓性接頭兩個正交方向上的剛度絕對值為K1和K2,測試方法參考文獻[8],剛度對稱性Kc由式(13)描述。
淘汰剛度對稱性不滿足要求的撓性接頭,不再用于陀螺裝配。
4.2.2 靜態(tài)間隙均勻性篩選
撓性接頭裝配陀螺轉(zhuǎn)子后,可以對其進行靜態(tài)間隙均勻性測試,測試陀螺轉(zhuǎn)子沿四個筋方向的偏轉(zhuǎn)角度。四個方向的偏轉(zhuǎn)角度一致性越高,則說明撓性接頭的各向一致性越好,其裝配撓性陀螺高速旋轉(zhuǎn)工作時產(chǎn)生的正交不平衡力矩越小。
陀螺轉(zhuǎn)子的偏轉(zhuǎn)角度可由專用測試系統(tǒng)測試。測試系統(tǒng)包括靜態(tài)測試工裝、伺服電路、直流穩(wěn)壓電源、多功能數(shù)字表(兩臺),其原理圖如圖5所示。
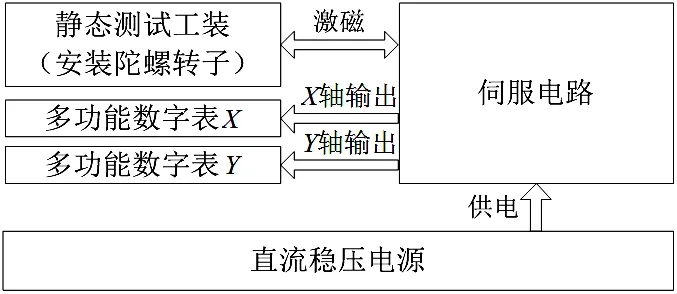
圖5 測試系統(tǒng)原理圖
直流穩(wěn)壓電源給伺服電路供電,伺服電路產(chǎn)生激磁信號輸入靜態(tài)測試工裝的工藝傳感器,并將工藝傳感器輸出的交流信號傳遞給多功能數(shù)字表。
靜態(tài)測試工裝由對稱性、線性度、靈敏度優(yōu)良的傳感器改造所得,由工藝傳感器、陀螺轉(zhuǎn)子支撐軸、六面體底座、砝碼限位塊、砝碼、鎖緊螺母、螺釘、插頭構(gòu)成,如圖6所示,其中因砝碼限位塊呈剖面圖展示,位置4 被隱藏,實際在位置2 對面,四個位置為360°圓周均勻分布。
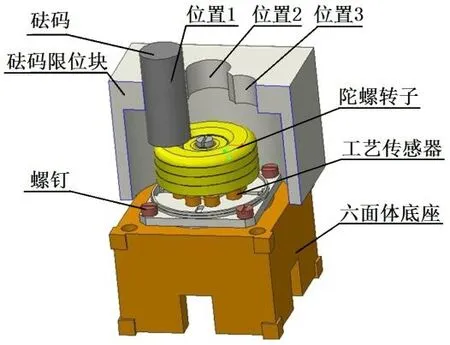
圖6 靜態(tài)測試工裝
陀螺轉(zhuǎn)子放置在工藝傳感器上,工藝傳感器安裝在六面體底座上,砝碼限位塊通過凸軸與凹孔配合的方式定位在六面體底座上。砝碼限位塊的上端面開梅花形限位槽。
測試及篩選的具體工步為:
工步a.測試系統(tǒng)接通電源,先測試靜態(tài)自由狀態(tài)下X、Y兩軸傳感器輸出的交流電壓UX,0、UY,0。
工步b.使用砝碼依次放置在位置1 至位置4,測試靜態(tài)受力狀態(tài)下X、Y兩軸傳感器輸出的交流電壓UX,i、UY,i,i∈{1,2,3,4}。每放置一個位置,理論上都僅有一軸傳感器的輸出增大,另一軸傳感器的輸出不變。
工步c.取工作一軸上的UX,i、UY,i與UX,0、UY,0作差,可得電壓變化量△Ui,i∈{1,2,3,4}。
工步d.計算四位置電壓變化量的標(biāo)準(zhǔn)偏差σ,其反映陀螺轉(zhuǎn)子的靜態(tài)間隙均勻性。淘汰靜態(tài)間隙均勻性不滿足要求的陀螺轉(zhuǎn)子(含撓性接頭),不再用于陀螺裝配。
4.3 降低交叉耦合的邏輯關(guān)系
撓性陀螺的交叉耦合ψx、ψy的大小受撓性接頭因生產(chǎn)誤差引起的正交不平衡力矩影響,正交不平衡力矩越大,ψx、ψy越大。正交不平衡力矩可由正交不平衡引起的漂移系數(shù)D(x)y、D(y)x表征,故需要降低D(x)y、D(y)x。提出的撓性接頭組合加工工藝方法和篩選工藝方法可以有效降低D(x)y、D(y)x,其中剛度對稱性Kc和靜態(tài)間隙均勻性σ與D(x)y、D(y)x成正比,可以在撓性陀螺裝配前在撓性接頭層級對其進行篩選。
通過控制撓性接頭精度和質(zhì)量以降低撓性陀螺交叉耦合的邏輯關(guān)系如圖7所示。
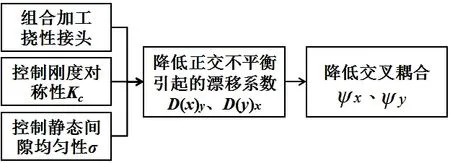
圖7 邏輯關(guān)系圖
5 工程應(yīng)用
5.1 數(shù)學(xué)誤差模型算例
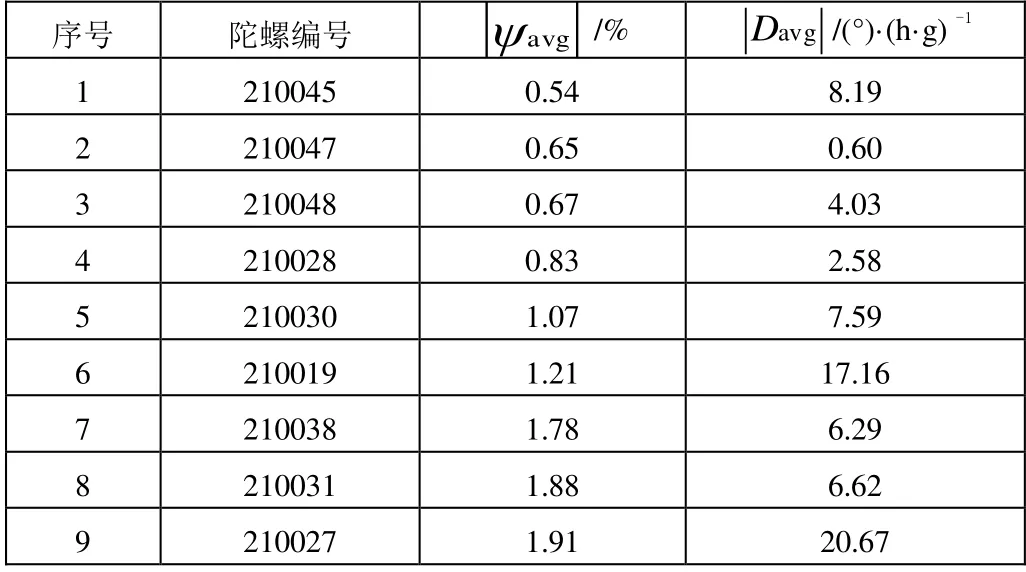
表1 撓性陀螺參數(shù)測試結(jié)果

表2 累加序列
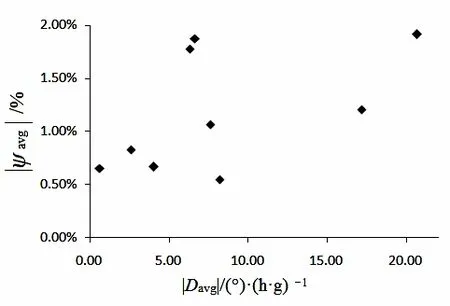
圖8 陀螺參數(shù)散布圖
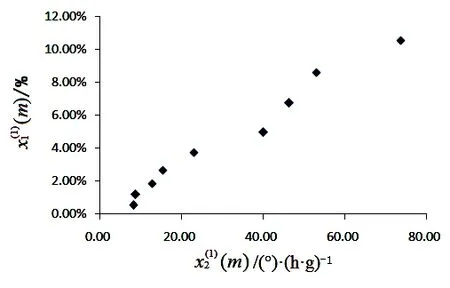
圖9 累加序列散布圖
對比圖8、圖9,通過AGO 算子處理后的數(shù)據(jù),其線性度得到明顯改善。
按照3.2 節(jié)介紹的撓性接頭的數(shù)學(xué)誤差灰色GM(0,N)模型的建模步驟,建立的模型如式(14)所示。

5.2 控制措施效果檢查

表3 原工藝方法生產(chǎn)產(chǎn)品實測數(shù)據(jù)
圖10 三維坐標(biāo)圖
表5 撓性陀螺交叉耦合測試結(jié)果
撓性陀螺的交叉耦合均不超過1%,滿足技術(shù)指標(biāo)要求,不存在超差的情況。說明撓性接頭的精度和質(zhì)量提升后,撓性陀螺的交叉耦合也得到相應(yīng)的改善,質(zhì)量水平進一步提升。
6 結(jié)束語
根據(jù)撓性接頭的結(jié)構(gòu)特點、工作原理以及交叉耦合的定義,建立撓性接頭因精度、質(zhì)量不足引起交叉耦合的物理誤差模型和數(shù)學(xué)誤差模型:定性描述了撓性接頭偏擺方向引起交叉耦合的成因;定量計算了撓性接頭精度與交叉耦合量值的比例關(guān)系。
為提高撓性接頭的精度和質(zhì)量,從加工過程和篩選過程兩個方面提出控制措施:在原有撓性接頭加工工藝方法的基礎(chǔ)上進行改進,提出組合加工工藝方法;基于剛度對稱性、靜態(tài)間隙均勻性測試,提出相應(yīng)的篩選工藝方法。
工程實踐表明,建立的數(shù)學(xué)誤差模型的極性與物理誤差模型相吻合,能夠定量描述撓性接頭精度和交叉耦合的比例關(guān)系。控制措施實施后,撓性接頭的剛度對稱性、靜態(tài)間隙均勻性,以及撓性陀螺的正交不平衡引起的漂移系數(shù)均降低,最終生產(chǎn)的撓性陀螺的正交耦合均不超過1%。說明控制措施有效,質(zhì)量過程受控。這對控制撓性陀螺交叉耦合,提高角速度測量精度,進而提高慣導(dǎo)系統(tǒng)的導(dǎo)航精度具有積極意義。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
