測試條件對聚酯切片含水率測試結果的影響
2023-10-31 13:28:02張潔
合成纖維工業 2023年5期
張 潔
(江蘇恒科新材料有限公司,江蘇 南通 226368)
聚酯切片中的水分包括切片表面吸附水分、擴散進切片內部的水分,還包括內部氫鍵與羥基、羧基結合的水分。影響聚酯切片水分含量的因素包括切片的干燥程度、儲存時間、空氣濕度、環境穩定性等。聚酯切片的水分含量對其紡絲性能及纖維質量有一定的影響[1]。聚酯切片在熔融狀態下對水分非常敏感且極易發生水解,水解會導致其熔體羧基含量增加,相對分子質量分布變寬,相對分子質量下降,因此熔體黏度也隨之降低;且水分在高溫下氣化而存在于熔體中,會使單絲中夾帶水蒸氣,形成“氣泡絲”,造成毛絲和斷頭,從而影響紡絲性能及纖維質量[2]。因此,在滌綸生產中應嚴格控制干燥后的聚酯切片的含水率,使其符合紡絲工藝的要求。
干切片含水率的測試方法包括烘干失重法、壓差法、電解法、卡爾費休法。其中,卡爾費休法與電解法所用設備成本高,耗材價格貴,在化纖行業中應用較少[3];烘干失重法的缺點是除水分之外,在烘干條件下揮發的物質也一并計算在內,容易使測試結果偏高[4];壓差法測定含水率以測試準確度高、測試時間短、測試方法簡便且適用于測定極微量的與原料內部分子結構結合的水分而得以廣泛應用[5]。
壓差法測試條件包括測試溫度、測試時間、環境溫度等,測試條件對聚酯切片含水率的測試結果有一定的影響。作者以干燥后的陽離子聚酯切片為測試樣,采用壓差法測試其含水率,討論測試條件對含水率測試結果的影響程度,得到較佳測試條件,確保含水率測試結果的準確性。
1 實驗
1.1 試樣
陽離子改性聚酯切片:干燥后含水率小于30 μg/g,江蘇恒科新材料有限公司產。
1.2 測試儀器
SF-1型壓差法微量水分測定儀:主要由測量部分、加熱部分、溫控部分組成;測量部分是一套U形玻璃管道與真空泵、真空規的組合件,真空泵在測試前打開抽真空使測量部分在測試前處于高度真空狀態;加熱部分由加熱器與試管浮動對中裝置的爐膛及升降臺組成,將升降臺上移,使試管插入其中,即可對試樣加熱;溫控部分由單片微型計算機控制溫度,由輕觸開關設定;常州八方力士紡織儀器有限公司制。
1.3 測試原理及測試方法
測試原理:SF-1型壓差法微量水分測定儀是利用真空環境加熱試樣,使切片中的結合水氣化,在真空U型管中,左右兩側的液位是平衡的,當有一邊產生額外的壓力后,便會產生液位差,再根據讀取的液位差計算含水率。
測試流程:開啟電源開關,設置溫度,待溫度穩定后打開G閥與J閥并關閉F閥;在接口處涂抹真空硅脂并將裝載干燥試樣的試管套入接口密封,關閉F閥,啟動真空泵抽真空使真空度小于20 Pa;依次關閉J閥、G閥,關閉真空泵,提升加熱筒,使試管插入筒內并加熱測試,試樣至U形管內液位標尺指示的液位差保持恒定時讀取U形管內的液位變化值,放下加熱筒,緩慢、平穩地打開G閥,再打開J閥,取下試管。
測試條件:每只試管內陽離子聚酯切片質量為8~9 g,測試溫度為120~220 ℃,測試時間為5~30 min,環境溫度為(24.5±1.0)℃,相對濕度為(65±5)%。
含水率的計算:按式(1)計算切片的含水率。
W=(K·?h)/m
(1)
式中:W為切片的含水率,?h為平衡前后液位高度的變化值,m為切片的質量,K為含水系數。
相對誤差的計算:根據日常測試中取連續50次含水率測試結果,計算得出含水率約定真值[6](多次測量值的平均值)為20.07 μg/g。再根據含水率約定真值與含水率實際測量值計算相對誤差,以表征測試結果的準確性。相對誤差為(實際值與約定真值之差)/約定真值×100%,相對誤差小于10%表明測試結果誤差小、準確性高。
2 結果與討論
2.1 測試溫度對含水率準確性的影響
在測試環境溫度為24.5℃(K為34.37)、測試時間為15 min、真空度為小于等于20 Pa的條件下,分別在120,130,140,150,160,170,180,190,200,210,220 ℃的測試溫度下測試,并計算切片含水率,切片含水率隨測試溫度的變化趨勢見圖1。
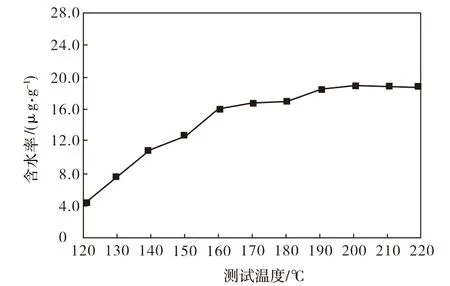
圖1 切片含水率隨測試溫度的變化趨勢
由圖1可以看出,在其他測試條件不變的情況下,隨著測試溫度升高,切片含水率逐漸增加,當測試溫度達190~220 ℃時,切片含水率的增加趨勢趨于平緩。這是因為在較低測試溫度下,切片中的水分無法在15 min內完全氣化,不能測得切片的實際含水率,而在測試溫度達190~220 ℃時切片中水分的脫除基本上達到平衡,因而切片含水率變化不大。
根據切片含水率實際測量值與含水率約定真值(20.07 μg/g)計算不同測試溫度下含水率測試結果的相對誤差。由表1可知:在測試溫度為190~220 ℃時,含水率實際測量值與含水率約定真值的相對誤差小于10%;在測試溫度為200 ℃時含水率的相對誤差最小,為6.0%。這說明在測試溫度為190~220 ℃下測試切片含水率,測試結果誤差小、準確性高。因此,為了確保切片含水率測試結果的準確性,在其他測試條件一定的情況下,測試溫度設定在190~220 ℃為宜。
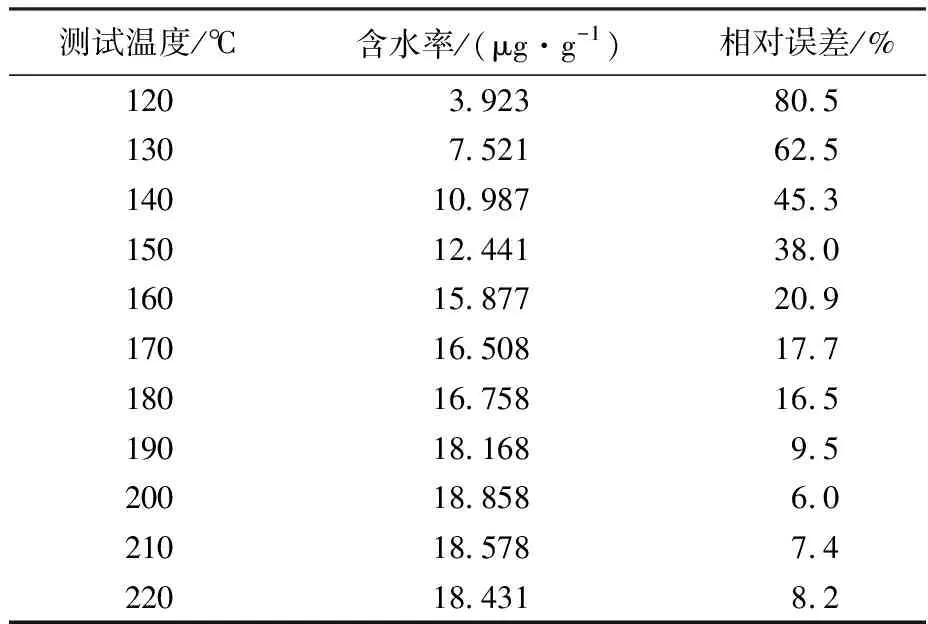
表1 測試溫度對切片含水率準確性的影響
2.2 測試時間對含水率準確性的影響
在測試環境溫度為24.5 ℃(K為34.37)、真空度小于等于20 Pa、測試溫度分別為190,200,210,220 ℃的條件下,改變測試時間,分別在測試時間為5,10,15,20,25,30 min時讀取U形管液柱的?h,計算切片含水率。由圖2可以看出:測試溫度越高,切片含水率隨測試時間的變化曲線出現拐點達到平衡的時間越早;在測試溫度190 ℃下,測試時間為20 min時含水率變化曲線出現拐點,出現拐點之前含水率呈明顯上升趨勢,測試時間為20~25 min時含水率達到平衡;在測試溫度200 ℃下,測試時間為15 min時含水率變化曲線出現拐點,出現拐點之前含水率呈明顯上升趨勢,測試時間為15~20 min時含水率達到平衡;在測試溫度210~220 ℃下,測試時間為10 min時含水率變化曲線出現拐點,出現拐點之前含水率呈明顯上升趨勢,測試時間為10~14 min時含水率達到平衡,且含水率實際值與含水率約定真值的相對誤差小于10%,測試結果誤差小、準確性高;另外,在測試溫度220 ℃下,含水率變化曲線在拐點后快速上升,這是因為測試溫度過高會引起切片大分子降解釋放小分子氣體,且測試時間延長后切片會黏結成塊狀,不易于實驗后續處理。因此,測試切片含水率時為確保測試結果準確性的同時兼顧測試效率,選擇測試溫度為210 ℃、測試時間為10 min較適宜。
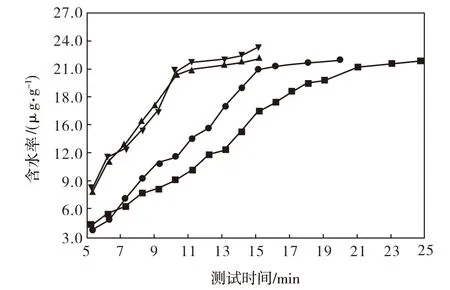
圖2 不同測試溫度下切片含水率隨測試時間的變化趨勢
2.3 環境溫度對含水率準確性的影響
環境溫度對K值有一定的影響,K值是U形管液柱的?h與含水率關系直線的斜率,通過標定得出[7]。本實驗使用鉬酸鈉標定并計算K值,鉬酸鈉的含水率為0.148 81 μg/g。在測試溫度210 ℃、測試時間10 min、真空度小于等于20 Pa的條件下,改變環境溫度,在環境溫度分別為10.5,20.5,24.5 ℃下測試切片含水率,計算不同環境溫度下的K值,并根據含水率約定真值(20.07 μg/g)計算不同環境溫度下含水率的相對誤差,結果見表2。由表2可知:測試環境溫度對K值的影響較大,隨著環境溫度升高,K值增大;K值與含水率成正比,環境溫度升高,含水率增加;在環境溫度為10.5,20.5,24.5 ℃時,含水率實際值與約定真值的相對誤差分別為34.8%、14.4%、8.2%,由此可見環境溫度為24.5 ℃時含水率的相對誤差小于10%,測試結果誤差小、準確性高。因此,其他測試條件一定的情況下,為了確保含水率的準確性,測試環境溫度應維持在24.5 ℃左右。
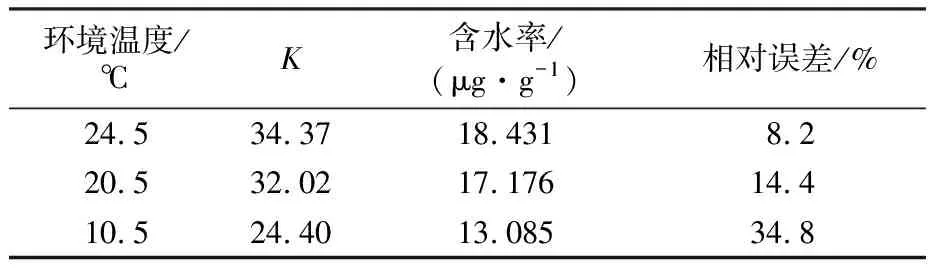
表2 環境溫度對含水率準確性的影響
3 結論
a.隨著測試溫度升高,聚酯切片含水率逐漸增加,當測試溫度達190~220 ℃時,切片含水率的增加趨勢趨于平緩;在測試溫度為200 ℃時切片含水率的相對誤差最小,為6.0%,測試結果誤差小、準確性高。
b.測試溫度越高,切片含水率隨測試時間的變化出現拐點達到平衡的時間越早,在測試溫度為210~220 ℃、測試時間為10 min時切片含水率出現拐點;測試溫度為210 ℃、測試時間為10 min時切片含水率的相對誤差最小。
c.測試環境溫度升高,K值增大,切片含水率增加;環境溫度為24.5 ℃時切片含水率的相對誤差小于10%,測試結果誤差小、準確性高。
d.采用壓差法測試聚酯切片含水率,較佳的測試條件為測試溫度210 ℃、測試時間10 min、環境溫度24.5 ℃,切片含水率的相對誤差小于10%,測試結果誤差小、準確性高。