基于FESTO實驗平臺的蓋章機氣動系統的設計與實現
2023-10-30 09:46:02彭先麗
中國新技術新產品 2023年18期
彭先麗
(昆明鐵道職業技術學院,云南 昆明 650208)
蓋章機在生活中應用較廣,如高等院校、工廠企業和行政機關等。目前較多的是手動蓋章,不但操作強度大、效率低,還存在印章質量不穩定、字跡不清晰等缺陷。全自動蓋章機的發明將解決人工蓋章時存在的隱患,減少辦公室的蓋章業務的工作量,減少人工操作,促進業務發展,降低企業運營成本,提高經濟效益和工作效率[1]。因此,市場上對蓋章自動化設備的需求日益增長。
目前市場已有的自動蓋章機無法滿足不同的工況需求,并且多數自動蓋章機選用PLC 為系統的控制器,依靠編寫PLC 梯形圖進行自動蓋章[2]。盡管PLC 控制系統具有結構簡單、編程方便、調試周期短、可靠性高、抗干擾能力強、故障率低和對工作環境要求低等特點,但PLC 價格昂貴,操作者需要對PLC 的編程和控制有一定了解。因此,將PLC作為控制器的自動蓋章機并不適用于所有蓋章場合。
基于上述原因,該文對自動蓋章機構的控制系統進行了研究,考慮自動蓋章機的輸出力不大,結合氣壓傳動具有的突出優點,該文設計的自動蓋章機采用氣動控制系統進行控制。該氣動控制系統不僅能實現自動蓋章的功能,還能實現自動蓋章機運行過程的循環控制。該自動蓋章機對降低勞動強度、提高工作效率和增強自動蓋章機對不同工況的適應性具有重要的現實意義。
1 蓋章機氣動控制系統總體設計
該蓋章機氣動控制系統能自動控制蓋章物品的推料、蓋章及送料,整個控制系統主要采用氣動控制系統回路、電氣控制回路、各種傳感器及行程開關等來控制,該文在設計中采用多個傳感器和行程開關對蓋章過程的位置進行監控。
1.1 蓋章機氣動系統設計及原理分析
該文設計的蓋章機采用氣動控制方式。分析自動蓋章機的工況要求,執行機構要能實現蓋章過程中的推料、蓋章和送料3 個工作環節,該過程分別由3 個氣缸來進行控制,包括平移氣缸A、垂直氣缸B 和推出氣缸C。平移氣缸完成推料過程的控制,垂直氣缸完成蓋章過程的控制,推出氣缸完成送料過程的控制,具體控制要求如下:1)按下啟動按鈕開關SB1時,平移氣缸A活塞桿向前伸出到達B2位置,把需要蓋章的物料往前推至垂直氣缸B 正下方。2)當平移氣缸A 活塞桿到達B2位置時,垂直氣缸B 的活塞桿向下伸出,準備在物料上“蓋章”,同時平移氣缸A 回縮復位至B1位置。3)垂直氣缸B 活塞桿到達SQ2位置蓋完章后,自動回縮復位至SQ1位置。4)蓋章結束后由推出氣缸C 將物料推出,完成一次蓋章過程,并為下次蓋章做準備,氣缸C 的行程由行程開關SQ3和SQ4控制。5)氣動蓋章機完成一次蓋章后自動進行下一個蓋章過程,如此循環動作。6)當按下停止按鈕開關SB2時,3 個氣缸運行完一個周期后停止。
整個氣動系統的設計中用到的氣動元件較多,有方向控制閥、流量控制閥、壓力控制閥、各種傳感器和行程開關等。該文根據自動蓋章機的控制要求設計出蓋章機的氣動系統原理圖,氣動系統原理圖如圖1所示。

圖1 蓋章機氣動系統原理圖
1.2 蓋章機氣動系統的電磁鐵動作順序表
為保證蓋章機能按預設的規定動作過程來運行,控制各個氣缸的電磁閥之間要按一定的先后順序來依次動作。分析蓋章機的動作循環過程,列出蓋章機電磁鐵動作順序表,見表1。

表1 蓋章機的電磁鐵動作順序表
1.3 蓋章機氣動系統的工作原理分析
結合圖1 及表1,蓋章機氣動系統中3 個氣缸的動作過程分析如下。
1.3.1 平移氣缸A 的前伸過程
平移氣缸A 的前伸過程由二位五通單電控換向閥控制,當1YA 得電時,二位五通單電控換向閥的左位工作,平移氣缸A進行蓋章機的推料動作,氣路的具體連接如下。
進氣回路:氣源→二聯件→二位五通單電控換向閥(左位)→平移氣缸A(左腔)→A 缸伸出完成推料過程。
排氣回路:平移氣缸A(右腔)→單向節流閥6 →二位五通單電控換向閥(左位)→大氣。
平移氣缸A 的活塞伸出速度由單向節流閥6 調節。
1.3.2 垂直氣缸B 的前伸過程
垂直氣缸B 的伸縮過程由二位五通雙電控換向閥控制,當2YA 得電時,二位五通雙電控換向閥左位工作,垂直氣缸B 進行蓋章機的蓋章動作,氣路的具體連接如下。
進氣回路:氣源→二聯件→二位五通雙電控換向閥4(左位)→垂直氣缸B(上腔)→B 缸伸出完成蓋章過程。
排氣回路:垂直氣缸B(下腔)→單向節流閥7 →二位五通雙電控換向閥4(左位)→大氣。
垂直氣缸B 的活塞伸出速度由單向節流閥7 調節。
1.3.3 送料氣缸A 的縮回過程
氣缸B 前伸的同時,1YA 失電,推料氣缸A 縮回。氣路的具體連接如下。
進氣回路:氣源→二聯件→二位五通單電控換向閥(右位)→平移氣缸A(右腔)→A 缸縮回。
排氣回路:平移氣缸A(左腔)→單向節流閥6 →二位五通單電控換向閥(右位)→大氣。
1.3.4 送料氣缸C 的前伸過程
送料氣缸C 的伸縮過程由二位五通雙電控換向閥控制,當4YA 得電時,二位五通雙電控換向閥左位工作,送料氣缸C 進行蓋章機的送料動作,氣路的具體連接如下。
進氣回路:氣源→二聯件→二位五通雙電控換向閥5(左位)→送料氣缸C(左腔)→C 缸伸出完成送料過程。
排氣回路:送料氣缸C(右腔)→單向節流閥8 →二位五通雙電控換向閥5(左位)→大氣。
送料氣缸C 的活塞伸出速度由單向節流閥8 調節。
1.3.5 送料氣缸B 的縮回過程
當送料氣缸B 前伸至壓到SQ2時,4YA 得電,垂直氣缸B 縮回。氣路的具體連接如下。
進氣回路:氣源→二聯件→二位五通雙電控換向閥4(右位)→垂直氣缸B(下腔)→垂直氣缸B 缸縮回。
排氣回路:垂直氣缸B(上腔)→單向節流閥7 →二位五通雙電控換向閥4(右位)→大氣。
1.3.6 送料氣缸C 的縮回過程
送料氣缸C 的縮回過程由二位五通雙電控換向閥控制,當5YA 得電時,二位五通雙電控換向閥右位工作,送料氣缸C 縮回,氣路的具體連接如下。
進氣回路:氣源→二聯件→二位五通雙電控換向閥5(右位)→單向節流閥8 →送料氣缸C(右腔)→送料C 缸縮回。
排氣回路:送料氣缸C(左腔)→二位五通雙電控換向閥5(右位)→大氣。
1.3.7 蓋章機的循環控制
當送料氣缸C 縮回并壓下SQ3,并且垂直氣缸B 縮回并壓下SQ1時,二位五通單電控換向閥1YA 再次接通,實現循環控制。
2 蓋章機氣動系統的電氣回路的設計
根據蓋章機氣動系統的控制原理,結合氣動系統的電磁閥動作順序設計蓋章機的電氣控制回路原理圖,如圖2所示。蓋章機的電氣控制部分主要采用按鈕、繼電器、行程開關、電磁換向閥及傳感器對蓋章機的動作過程進行控制和調節。
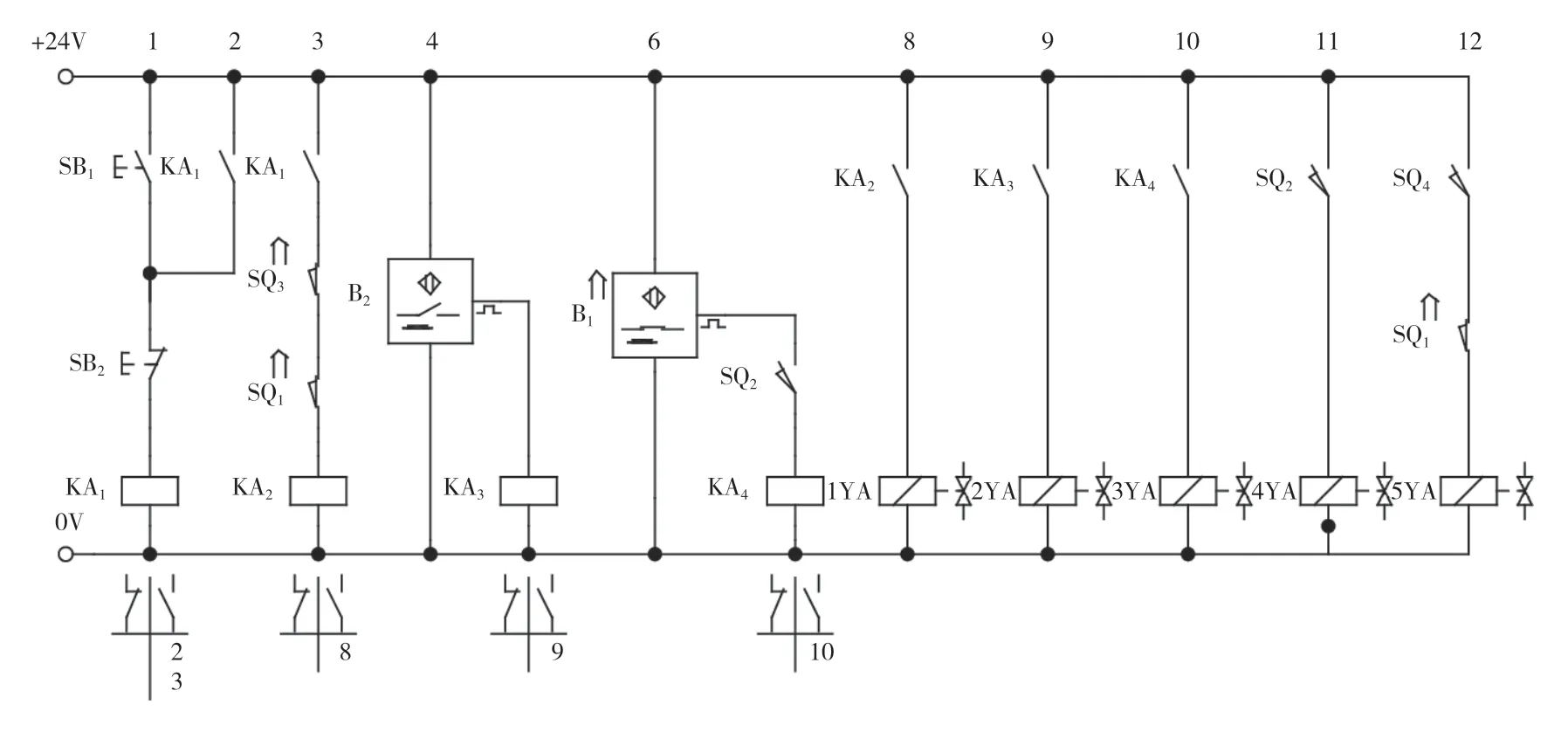
圖2 蓋章機電氣回路圖
蓋章機電氣控制回路的原理分析如下。1)平移氣缸A 的前伸過程:1YA(+)。按下啟動按鈕SB1,中間繼電器KA1得電自鎖,其常開觸點閉合,在初始位置行程開關SQ1和SQ3被壓下,中間繼電器KA2得電,電磁閥線圈1YA 得電,實現氣缸A 的前伸動作。2)垂直氣缸B 的前伸過程。當平移氣缸A 伸到一定位置時,傳感器B2檢測到信號,使中間繼電器KA3得電,電磁閥線圈2YA 得電,實現垂直氣缸B 的前伸動作。同時,垂直氣缸B 活塞桿離開SQ1,中間繼電器KA2失電,其常開觸點復位,使電磁閥線圈1YA 失電,實現平移氣缸A 的縮回動作。3)送料氣缸C 的前伸過程。當垂直氣缸B 下降到一定位置時,壓下行程開關SQ2,使電磁閥線圈4YA 得電,實現送料氣缸C 的前伸過程。
同時,當垂直氣缸B 向下伸出,壓下行程開關SQ2且氣缸A 縮回至B1時,中間繼電器KA4得電,其常開觸點閉合,使電磁閥線圈3YA 得電,實現垂直氣缸B 的縮回動作。4)送料氣缸C 的縮回過程。當送料氣缸C 伸出,壓下行程開關SQ4且垂直氣缸A 縮回并壓下SQ1時,使電磁閥線圈5YA得電,實現送料氣缸C 的縮回動作。5)蓋章機的循環控制。當送料氣缸C 縮回并壓下SQ3且垂直氣缸B 縮回并壓下SQ1時,二位五通單電控換向閥1YA 再次接通,實現循環控制。6)停止。按下停止按鈕SB2,中間繼電器KA1失電,其觸點復位,整個電氣控制回路失電,蓋章機完成一次工作后停止。
3 蓋章機氣動系統的仿真
根據蓋章機的動作要求在Fluid SIM-P 仿真軟件上繪制蓋章機氣動回路圖和電氣控制圖,并用Fluid SIM-P 氣動仿真軟件對其進行仿真。仿真結果表明,該文設計的蓋章機氣動系統原理圖能滿足蓋章機的動作要求,并按其動作順序進行循環動作。下文中僅以蓋章機的送料控制過程為例來驗證其仿真過程。
蓋章機蓋完章后的送料過程的仿真圖如圖3所示,其原理分析如下:按下啟動按鈕SB1,中間繼電器KA1得電自鎖,其常開觸點閉合。在初始位置行程開關SQ1和SQ3被壓下,中間繼電器KA2得電,電磁閥線圈1YA 得電,二位五通單電控電磁換向閥(左位)工作,實現氣缸A 的前伸動作。當平移氣缸A 伸到一定位置時,傳感器B2檢測到信號,使中間繼電器KA3得電,電磁閥線圈2YA 得電,二位五通雙電控電磁換向閥4 左位工作,實現垂直氣缸B 的向下伸出的動作。同時氣缸B 活塞桿離開SQ1,中間繼電器KA2失電,其常開觸點復位,使電磁閥線圈1YA 失電,二位五通單電控電磁換向閥(右位)工作,實現平移氣缸A的縮回動作。當垂直氣缸B 下降到一定位置時,壓下行程開關SQ2,使電磁閥線圈4YA 得電,二位五通雙電控電磁換向閥5(左位)工作,實現送料氣缸C 的前伸過程。與此同時,當垂直氣缸B 向下伸出,壓下行程開關SQ2且氣缸A 縮回至B1時,中間繼電器KA4得電,其常開觸點閉合,使電磁閥線圈3YA 得電,二位五通雙電控電磁換向閥4(右位)工作,實現蓋章氣缸B 的縮回動作。
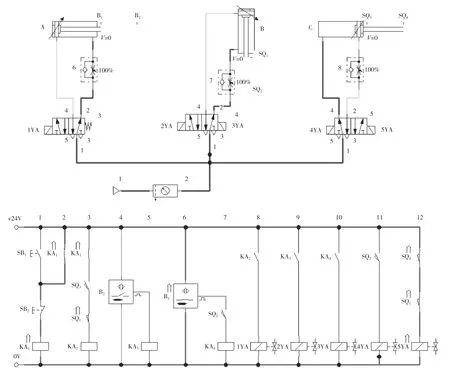
圖3 蓋章機送料過程的仿真圖(元件注解同圖1、圖2)
經蓋章機氣動系統原理分析及仿真結果顯示,該文設計的蓋章機氣動系統能實現3 個氣缸的推料、蓋章和送料3 個循環動作過程,并滿足蓋章機的控制要求。
4 蓋章機氣動系統運行調試及結果分析
蓋章機氣動系統回路的組裝與調試如圖4所示,在FESTO 氣動試驗臺上完成蓋章機氣動系統回路的組裝過程,具體步驟如下:1)根據元件明細表選取并安裝固定元件。2)根據圖1 將各元器件進行連接,連接時按進氣回路和排氣回路進行連接。連接時要仔細,不能有漏接或錯接現象。3)根據圖2 完成電路的連接。4)回路的檢查。安裝完成后,必須按照圖1 及圖2 進行檢查,逐步檢查是否錯接、漏接,檢查氣管連接是否牢固等。5)通電調試。確定蓋章機控制系統的氣動回路及電氣控制回路安裝無誤后,才能進行通電調試。打開實訓臺上的啟動按鈕啟動空氣壓縮機,設定系統壓力為300kPa。初始位置傳感器B1被檢測到,行程開關SQ1、SQ3被壓下,其常開觸點閉合。按下按鈕SB1時,平移氣缸、垂直氣缸和送料氣缸依次動作,實現蓋章機的推料、蓋章和送料3 個動作的循環控制過程。按下停止按鈕SB2,蓋章機完成一次工作循環后停止。

圖4 蓋章機氣動系統回路的組裝與調試
試驗結果顯示,該文設計的蓋章機氣動系統能在FESTO 氣動實訓平臺上模擬蓋章機的控制過程,可以實現推料→蓋章→送料3 個動作過程并能循環動作。其動作過程滿足蓋章機氣動系統的控制要求,并在運行過程中可根據現場的工作需要控制蓋章機的運行速度。
5 蓋章機氣動系統特點分析
蓋章機氣動系統特點如下:首先,蓋章機氣動系統的控制采用電磁閥換向,并與電氣控制相結合,具有操作方便、靈活,自動化程度高等特點。其次,蓋章機的推料、蓋章和送料過程采用雙作用的單桿活塞式氣缸驅動,推料、蓋章及送料的速度分別由單向調速閥6、7、8 進行控制,并采用排氣回路節流調速方式,其運動平穩性好。最后,與其他驅動方式相比,蓋章機氣動系統的控制具有系統簡單、運行安全、能實現蓋章機的循環控制以及傳動平穩性高等優點。
6 結論
在目前的工業生產中,蓋章機系統被廣泛應用于各個行業領域。該文針對蓋章機的氣動系統進行了設計。先分析蓋章機的動作順序要求,再分析蓋章機的推料、蓋章和送料的動作過程,設計出蓋章機的氣動系統回路和電氣控制回路,并通過Fluid SIM-P 仿真軟件進行仿真驗證,最終在FESTO實驗平臺上進行運行調試。調試結果表明,該文設計的蓋章機氣動系統能實現推料→蓋章→送料→原位停止多個動作過程的循環控制。
通過該自動蓋章機氣動系統的設計、仿真分析及試驗運行調試,氣動蓋章機的設計能達到預期要求,滿足自動推料、蓋章和送料等性能要求。實踐證明,該氣動蓋章機氣動系統簡單、運行安全,能實現蓋章過程的循環控制,并滿足蓋章機氣動系統控制要求,有一定的應用價值。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
家庭影院技術(2017年9期)2017-09-26 03:41:45
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學一年級版(2016年28期)2017-06-03 00:28:49